|
|
| |
| |
|
|
|
|
|
|
|
|
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
|



| |
| |
|
Tell them you found it on anvilfire.com!
|
Blacksmithing and metalworking questions answered.
|
Anvil Making,
Amboß, Amboss,
l'enclume,
incudine,
el yunque, bigornia,
städ,
incus,
aambeeld,
batente
|
|
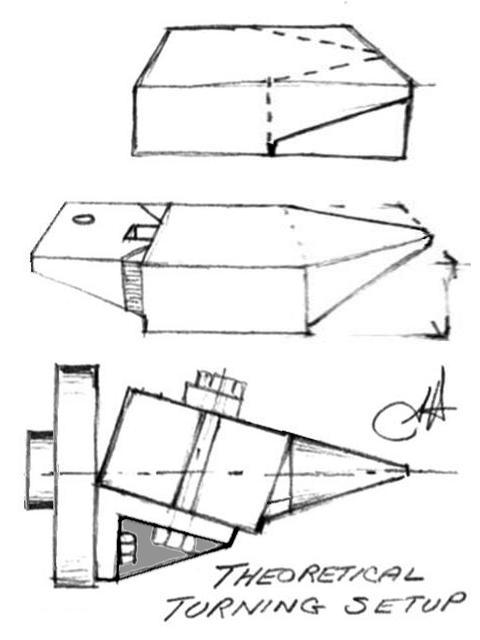
True conical horns have the advantage that they can be machine ground or machined to shape.
Anvils with conical horns that are not finished are a travesty since it can be done so easily on a machine.
The process is simple. Flame cut the horn to a square or octagonal pyramid and machine the taper.
Setup for machining can be done on an angle block OR a special fixture as shown.
 The fixture as shown is horizontal on a lathe but could also be used vertical on a turret lathe or vertical boring mill.
This would be the preferred method for production turning large anvils.
A combination fixture could easily be used to machine four different sizes of anvil without changing the setup.
A similar setup is used for belt grinding cast or forged conical anvil horns.
This could be done on a machine tool OR a rotary weld positioner.
The belt grinder is supported at the correct angle on a swing arm and only takes seconds to do its job.
The fixture as shown is horizontal on a lathe but could also be used vertical on a turret lathe or vertical boring mill.
This would be the preferred method for production turning large anvils.
A combination fixture could easily be used to machine four different sizes of anvil without changing the setup.
A similar setup is used for belt grinding cast or forged conical anvil horns.
This could be done on a machine tool OR a rotary weld positioner.
The belt grinder is supported at the correct angle on a swing arm and only takes seconds to do its job.

Anvil made by BurntForge
Italian style fabricated anvil with example of turned horn.
Details . . .
References and Links
|
|
|


städ, incus, aambeeld, batente