| WELCOME to the anvilfire Guru's Den - V. 3.0 |
|
THIS is a forum for questions and answers about blacksmithing and general metalworking. Ask the Guru any reasonable question and he or one of his helpers will answer your question, find someone that can, OR research the question for you. This is an archive of posts from January 1 - 7, 2005 on the Guru's Den |
|
|
|
Angle Grinders: I've killed 2 cheap 'no name' angle grinders this week. I'm thinking of investing in some big name (Makita, Hitachi, Bosch, Metabo etc) 4.5" grinders but I'm wondering are they really worth 6 times the price of the cheap grinders? |
| Bob G - Sunday, 01/01/06 09:44:53 EST |
|
Bob G-- Handled with delicate care, the Makita 4-inch grinder will last seemingly forever. But snag the cord and pull it off the bench and the motor tears its fragile plastic mounting web membrane. Fixing is impossible, having Makita fix it costs more than a new one. I wore out one after 10 years, busted its replacement and bought a Milwaukee. (That's not the town in Wisconsin but one somewhere in Taiwan these days.) |
| Miles Undercut - Sunday, 01/01/06 10:39:06 EST |
|
Bob I bought a 4" Makita and a 4 1/2" deWalt reconditioned from toolking.com for a total of $100 approx. They are both great tools. I can really lean on the 4" w/o overloading it. I have had good luck with Makita & DeWalt |
| adam - Sunday, 01/01/06 11:04:01 EST |
|
PS Makita makes a cheapy 4" that "aint worth totin' home" Bill Epps :) |
| adam - Sunday, 01/01/06 11:05:23 EST |
|
Miles; You are obviously referring to the famous Mirwaki. |
| 3dogs - Sunday, 01/01/06 12:07:22 EST |
|
Mirwaki? Not the celebrated Harry Mirwaki of Ebay fame? |
| adam - Sunday, 01/01/06 12:34:14 EST |
|
Bob, i have a metabo and makita both have hit the floor more time's than i care to think about. But they still work great. |
| otis the dog - Sunday, 01/01/06 13:20:51 EST |
|
Bob G, Save your money if you're thinking of Porter Cable. I bought one of their 4-1/2" angle grinders and within a couple of months it threw a couple of commutator bars. I use the better Harbor Freight ones (orange case), and they last fine because I never overheat them. When one starts to warm up, I set it aside and use another. Doing this, I get years out them. The enemy of those things is heat. Inside, the HF grinders aren't any worse construction than the brand name ones, in most respects. The Porter Cable had design flaws evident inside that surprised me. My old Makitas were well well made, and old Milwaukees are good, too. Most folks I know that insist on buying expensive ones seem to think that Metabo is the best. YMMV |
| vicopper - Sunday, 01/01/06 13:32:47 EST |
|
Cheap 4" Grinders,,, I have several from H-F. get the orange plastic housing model, (The blue housing model is extreme crap and can self destruct within miniutes)I always buy them couple at a time about 15 dollars each, and keep on hand extras new in the box, (Think of it like keeping spare lightbulbs on hand)Compared to a professional tool, one can sure feel a difference, But they are remarkably tough for the price. I dont TRY to beat them up, But DONT baby them either. Excellent for intermittent duty, time saved picking up a different grinder rather than changing wheels for each operation is well worth it. But if one has a continious duty job, Go for a 'pro model, The cheapo while I can make them last a couple years or so, Running it constant can kill it quickly. Anyway, Bottom line, I like them alot as a price-value disposable convienience. But I also have a couple pro grinders too. |
| - Mike - Sunday, 01/01/06 14:13:48 EST |
|
Angle Grinders: Bob G, I have milwaukee's and metabo's. The milwaukees are fine but will warm up when used hard. The metabo's just work and work and work... They're spendy but I do believe you get what you pay for.. The welding lab at the local Comm. Coll. has an assortment of both 4.5 & 9" ers. There are two of each size metabo's and they've been there longer than any of the tool guys can remember. The rest of them (brands vary but I've seen Makita, DeWalt, Milwaukee, HF etc.)need to be replaced about every 6 months because nobody can abuse a tool like a pin-headed stoodunt.. YMMV |
| Bert - Sunday, 01/01/06 14:28:29 EST |
|
Yesss! Solly. |
| Miles Undercut - Sunday, 01/01/06 17:19:06 EST |
|
i never bust a makita yet,the 4"get to hot to hold but are great for wire cup brushes etc. not up to the job for grinders, my7" (grinder) is 26+ yr old, the 9" are a better tool but my favorite is 5", works like 7 and is a light as a 4". but totally agree cheap are to expensive to afford |
| geoff - Sunday, 01/01/06 18:38:52 EST |
|
I bought a yellow Chicago Electric 4 inch from Harbor freight about 20 years ago that is still going strong - used it today. Of course it was 49.95 at the time when Makita and others were more than twice that amount. I have worn out a bunch of the blue case anemic models in the same time period. |
| Bernard - Sunday, 01/01/06 19:28:13 EST |
|
Centaur has a lot of different fluxes by Anti-borax. What is the difference in them. Would any of them be better than plain borax for pattern welding? |
| JLW - Sunday, 01/01/06 19:47:23 EST |
|
I just burned out a 4.5" Dewalt making cuts in 1/4" plate. It had a long, hard life... I used mostly 1/8" cutting discs in it. I ran it too hot one time and it started smoking. It still runs, but the bearings and gears are shot. I bought a Bosch 4.5" single speed as a replacement. It is a far better tool. I have cut four or more feet in quarter inch plate and had it was just warming up. It dissapates heat better than any other 4.5"er I have used. It is also quieter and the bearings/gears feel and sound much smoother. I highly recommend it at around $90. Oh, and the vibration absorbing handle is real nice, too. Cassidy |
| - Cassidy Clawson - Sunday, 01/01/06 19:49:38 EST |
|
What is the feeling about electric die grinders? I see the pneumatic grinders for sale in the import places for next to nothing, but I do not see them as electric grinders for 1/4 inch shank burrs. Are they made and will they hold up? I have a Dremel tool, but I am talking about heavier than that. Is the high speeds used too much for an electic tool under load? |
| - J.Myers - Sunday, 01/01/06 20:50:52 EST |
|
I am trying to find a blacksmith equipment shop in my area. I live in oceanside california. Any suggestions would be most helpful, Thank you. |
| Robert - Sunday, 01/01/06 22:20:20 EST |
|
J Myers: They are available, You get what You pay for. There are OK Makita tools and excelent ones by Metabo, Bosh, Milwalkee,Black& Decker and knock offs of the Makita made in China that don't turn smoothly by hand. The Makita is about 100$. Sears sells one that looks OK but a little bulkey for about 90$.The better ones are a lot more. These are all much larger than an air tool.A cheaper alternative is a "Cutout Tool" such as a Roto-Zip, most of which come setup for 1/8" & 1/4" shanks. RPM range for the die grinders is about 18000 to 25000 RPM depending on model, some are two handed tools. |
| - Dave Boyer - Sunday, 01/01/06 22:24:06 EST |
|
J Myers: They are available, You get what You pay for. There are OK Makita tools and excelent ones by Metabo, Bosh, Milwalkee,Black& Decker and knock offs of the Makita made in China that don't turn smoothly by hand. The Makita is about 100$. Sears sells one that looks OK but a little bulkey for about 90$.The better ones are a lot more. These are all much larger than an air tool.A cheaper alternative is a "Cutout Tool" such as a Roto-Zip, most of which come setup for 1/8" & 1/4" shanks. RPM range for the die grinders is about 18000 to 25000 RPM depending on model, some are two handed tools. |
| - Dave Boyer - Sunday, 01/01/06 22:31:48 EST |
|
I've been using a Makita die grinder for the past five years or so, and so far overall it's been excellent. I am being extremely careful about not jarring it because of my bad experience with the fragility of the Makita 4 1/2-inch angle grinder. It does seem to me to be extremely bulky for one-handed use and the switch is in an awkward location. |
| Miles Undercut - Sunday, 01/01/06 22:39:05 EST |
|
Angle grinders: I think Metabo is hands down the best, but others offer value allso. I have a 12 amp variable speed Milwakee 4 1/2 - 5" that is really powerful, but a lot to hold in one hand. The black&Decker/Dewalt with the paddle switch is an easy 1 handed tool, but the older ones without the safety toggle are easy to turn on accidentally. Some of the ones I have were picked up used at pawn shops for about the price of a Chinese tool new, were used hard before I got them and have done a lot of work since. Re-greasing and blowing out the dust is worthwile maintanance on any one that lasts a few years. True Value and Sears sold a 6 amp version of the Black&Decker with a trigger switch that works well, They used to cost 60$ on sale at Sears. |
| - Dave Boyer - Sunday, 01/01/06 22:48:58 EST |
|
Grinders, I agree Metabo are about the best in durability, their slip clutch safety has saved me a couple times. The 'no wrench' disk release is very handy too. My next favourite is Hilti, I own their 4.5, I think they only have 2 models, 4.5 & 7" and lack the slip clutch and no-wrench |
| - Mike - Sunday, 01/01/06 22:59:55 EST |
|
I recently purchased a pair of Kukri knives with wooden hilts riveted to a full tang. (They looked similar, but not identical, to this knife http://i2.ebayimg.com/03/i/04/31/2d/16_1_sbol.JPG ). Unfortunately, the upper (closer to the blade) rivet on each kukri was loose, and rather than curse and demand my money back, I decided to try my hand at fixing the problem. I've decided to fix them with a functional brass wire wrap, recessed slightly into the wood, and covered with an aesthetic leather (I plan on using chamois) wrap. Although I have a fair idea on how to proceed, I don't seem to be able to find any how-to guides focused on hilt wrapping, and was wondering if you had any advice. |
| - Gregory Powell - Monday, 01/02/06 00:28:31 EST |
|
Hello again and Happy New Year! First off I want to thank Dave B, Frank, and Thomas for providing answers for my questions. I will try forge welding some leaf spring tomorrow when i get the forge fired up, and start on the air planishing hammer sometime soon (though i can't say when because i go back to school on tuesday). Now on to another subject... today i was making some small chisels and butchers for doing repousse( yet another hobby of mine) from 3/8" diameter O1 drill rod. i had forged the entire bar square with my treadle hammer, just heating up short sections at a time to a good yellow heat, forged it square, and then let the rod air cool as i moved on down the rod. After working the 3' long rod, i went to cut the bar into the 4" lengths i wanted for my chisels on my bandsaw. However when i tried to cut the rod, the blade did not cut the steel at all, even on the lowest speed. I ran a new file over the steel, which i keep back for testing hardness, and found that the file did't bite at all, it just skated over it as though it was hardened. It was also fairly brittle, which surprised me. I tried heating a section up and letting it air cool, but it still was hard. i ended up cutting the rod with a hotcut, heat treated it , giving it a straw temper, shaped it into a butcher, and put it to the test on some 16 gauge steel scrap i had around. It held up quite well, and shows no signs of losing its edge. So my question is this: is it noraml for O1 to air harden? If so, then iguess its my fault for not completely reading up on it. Also, how would i go about annealing it so it could be cut with a bandsaw? I would really appreciate any help you can offer. i was really surprised by this incident and i am not really sure what to do. Thanks, Ian Wille |
| Ian "Blueboy" Wille - Monday, 01/02/06 00:36:58 EST |
|
Blueboy, Oil-hardening steel will, in thin sections, harden in air. O-1 is designed for oil hardening, a relatively "gentle" quench, compared to water or brine. Air is gentler yet but in thin sections such as your 3/8" rod, (actually about 1/4" when forged to square), O-1 will air harden. The anvil and hammer abstract heat from it pretty quickly, too. To normalize O-1, heaet it to non-magnetic or a hair above and let it cool in still air, not in a draft. That small section will still be pretty hard, though. To anneal small-section O-1, you'll need to heat it to non-magnetic and allow it to cool slooooowly. You can heat up a heavier piece of steel along with it, then place both of them together in a bucket of ashes to cool. If you are using a gas forge, just leave them in the forge when you shut it down and let them cool down with the forge. |
| vicopper - Monday, 01/02/06 00:59:16 EST |
|
Robert: If you go to the Bandy Blacksmith Shop (now a blacksmithing school) at Grape Day Park in Escondido on Saturdays, there's a gentleman named Phil who can direct you to a place or two. Heck, you just might want to sign up for classes and make your own tools. Here's the website for the shop: http://www.escondidohistoricalsociety.com/content/heritage-walk-museum/b-blacksmith-shop.htm Good luck! |
| Koomori - Monday, 01/02/06 03:20:08 EST |
|
Tool Steels, Forging and Air Hardening: Blueboy, When you heat tool steel to a forging heat and use a slow hammer like a treadle the steel is not just air cooled it is cooled by the mass of the hammer and anvil. This is particularly true in small sections like you are forging and is much faster than an air quench and often as fast as an oil quench. The price of most tool steels includes an expensive annealing so that they can be sawed and machined. After any heating operation, even with a shop anneal in ash or vermiculite the steel will be too hard for most chip cutting operations (sawing, drilling, turning, milling OR filing). Normally in tool steel when you start with new stock you want the size and shape nearest the finished product. Square stock is more expensive than round because it must be surface ground rather than centerless ground (a faster cheaper operation). But the price difference is mch less than converting round to square and losing the OEM heat treat. |
| - guru - Monday, 01/02/06 10:48:33 EST |
|
Loose Rivet: Gregory, Why not return the knives to the seller if they are defective? A great many importers of cheap merchandise that sell it on ebay count on the fact that almost nobody will return defective merchandise. Another option is to tighten the rivets. These appear to be modern sex rivets (one fits inside the other). They may tighten by gently pressing in a vise or small arbor press. First class custom knife makers carefuly fit their rivets then bed all the parts in epoxy before setting the rivets. This assures a tight fit of all the parts so that they do not work loose. It also makes a more hygenic knife as crevises where liquids from foods could be trapped and become rancid possibly resulting in food poisioning later. After the epoxy sets the final shaping and finishing is done. In his videos on "Forging Damascus" and book The Complete Modern Bladesmith Jim Hrisoulas briefly covers wire wraping. Like other parts of a blade assembly he seats the parts in epoxy as well as bedding the wire wrap with epoxy. The trick to wire wrap is anchoring the ends. Hrisoulas does it by drilling the wooden core for the ends of the wire as well as collaring or banding the end of the wrap. Another way to do it with a single wrap is the same as wipping the end of a rope. However, in hard materials a groove must be cut so that the underlying wires are tight but do not create a ridge. In this process the wire is made into a large loop with overlapping ends which are set into the groove described above with enough end to pull at the end. The end of the wire where the wrap starts is set into a small reverse angled hole. The wire is then wrapped tightly over the ends inside the loop. The farther from the end of the part being wrapped the more excess will be needed in the loop. When the wrap is completed the end of the loop is pulled through under the wrap until tight. This binds the wrap against the ends so that they cannot work loose. For this to work well the lead in to the wire groove needs a slight radius for the wire to pull around. This is carefully carved with a knife or riffler. After the wire is pulled tight the end is cut and trimmed. In a good design there would be a hole in the end of grip to push the end of the wire into with a small punch that would be covered by the guard or a ferrule. But if the wire is tight from the wrap then trimming flush is sufficient. After rework of this type the grip and the metal are both refinished and then sealed with epoxy or clear lacquer. |
| - guru - Monday, 01/02/06 11:29:55 EST |
|
One other aspect of the O1 situation---what's the ambiant temperature of your shop? This time of year many smith's shops are a tad on the cool side and so not only the air is a bit more quenching but the tooling itself can pull a lot of heat out. I recently put a rasptlesnake in my post vise to tweak the tail a bit and had it quench brittle and break where the postvise grabbed it. Pre heating the tools help. Anybody got any Ti angle iron for a set of vise jaw covers that don't transmit the heat as much? Thomas |
| Thomas P - Monday, 01/02/06 13:31:36 EST |
|
why not cut to length and then forge sq? perhaps you only need one end squared up? You could of course hot cut the bar you have already squared |
| adam - Monday, 01/02/06 13:53:09 EST |
|
What is the best way (and cheapest)to route a 10" coal forge smoke stack through a plywood and shingle roof so I don't burn the place down? The local home depot has 6" pass thrus for 300$ and would not want to know how much a 10" one is. The roof of the shop is 30 degrees and the height of roof is from 9' to 14' depending on where to put the forge. Is it ok to use tar to seal the roof or will the hot pipe melt/burn it? Thank you very much! speedy |
| speedy - Monday, 01/02/06 14:47:47 EST |
|
Insulating a Grill: I've got a big shiney stainless steel grill on my deck, tied to the house gas line. I've noticed that the hood, a mere 18ga thick, doesn't doo a terribly good job of holding heat in. I've been wondering about food-safe ways to insulate it. After all, cooking a steak at anything less than 1200 F is a waste... and I've already added a forge burner and heat plate. But, once I've got those temperatures, how can I keep them? Are the ITC products safe for cooking applications? I don't mind the occasional ceramic grit crunchies now and them but I'd hate to die tomorrow, ever from a good steak. Another thought I had was sealing kaowool in a stainless foil envelop and lining the grill lid. Thoughts or suggestions? [and yes, I've already tried cooking on ein mt gas forge. Then there was the day I left my charcoal forge to cool and found my daughter cooking hamburgers over it 20 min later...] MikeM-OH |
| MikeM OH - Monday, 01/02/06 17:58:02 EST |
|
Mike, Make an inner lid of stainless steel that allows 1" of clearance to the existing lid. Fill the space between then with Kaowool. |
| vicopper - Monday, 01/02/06 18:10:51 EST |
|
Hi. I hope everybody had a happy holiday season. I have a question about a piece of scrap steel that I found. It looks like some kind of control arm for a car. It has two rounded ends, with one end having a threaded bolt protruding through it. The other end contains a bar with a couple of holes in it. I was wondering about the suitability of this piece for a little horn on my makeshift anvil. The anvil is very solid, and works quite well, especially after grinding a fullering edge on one of the ends. But, sometimes a little stubby horn comes in useful. I tried putting a bick in my vise, but it is too shifty and fragile for all but the smallest and least demanding of work. Specifically, the rolled lip candleholder in the iForge proved a bit challenging. It would be nice to have something more solid. The piece has casting sand marks on it, and a mold line running along the side. So, it is cast iron, but it must not be too brittle, since it must withstand some impact as part of the suspension. It spark tests like cast iron, with short bushy (but not rer) sparks. The tang and bolt test as mild steel, and the cap on the rounded end is a higher carbon alloy. Could this be cast steel? If so, would it be OK to weld on, and beat on a little bit. I know that a lot of anvil horns are not hardened steel, yet they can take some beating. I plan to test weld a scrap of steel to the waste side and bang on it a bit to test both weldability and brittleness. But it would be nice to use this piece, since the shape is pretty close. Thanks, Eric |
| EricC - Monday, 01/02/06 19:07:19 EST |
|
Eric; short bushy (bursty?) sparking is not cast iron but sounds like a high carbon steel---are you sure that's a mold line and not the flash line from a drop forged item? They can look very similiar at times. If it's the part i am thinking it might be it would not be cast iron but a tough drop forged medium to high carbon steel. If so remember to pre and post heat to avoild cracking in the HAZ of your welds. Thomas |
| Thomas P - Monday, 01/02/06 20:18:56 EST |
|
a question about tempering; can you re temper a tool without re hardening it? i am new to making knives and am just getting used to tempering. it is taking practice to see the colors draw out . i've been firing a chunk of steel and setting the blade on it to draw the spectrum out, but seeing the colors is a challenge... |
| justin - Monday, 01/02/06 20:54:59 EST |
|
Justin, Steel can be retempered to a softer condition than it was but not harder. To make a piece harder you must go through the entire process. If you are just trying to run colors for practice then use a piece of mild steel. Not that you tempering block only needs to be the temperature that you want to temper at, NOT a lot hotter. If the block is excessivly hot then you will rapidly overshoot your mark. The way I get a controlled temper using a block is to polish its surface, then gently heat on a kitchen stove until it has the temper color that I require. You should be able to reach a stable point where the color does not continue to chnage. Then set you piece to be tempered on the block. The colors will run to the max shown by the heavier block. If you overshoot on the block you must cool, re-polish the surface you are judging temper colors on and try again. Using this method you can achieve very even temper blues on parts that you want to leave colored. It also produces a very even temper. |
| - guru - Monday, 01/02/06 21:16:10 EST |
|
Roof pass throughs: Speedy, Part of the price of that $300 part is the UL, CSA and other certifications. These are required anywhere fire codes apply. If fire codes do not apply or you are going to ignore them then you can do it yourself. I DO NOT recommend ignoring the fire codes but sometimes they do not apply AND you can do better. First, simply look at the construction of a double insulated flange. The inner shell (and oven the rest) is stainless steel - thus some of the expense. On a 10" pipe there is a 12" shell and a 14" shell. These can be made from pieces of 6" and 8" galvanized pipe (double seamed to the right diameter. Then using galvanized steel flashing cap the ends with a flange and vent holes to let out hot air and keep out critters. Stand off made from the same flashing should be riveted at each end to hold the shells evenly spaced. The bottom ends of the outer shells can be open to let in cooling air. With some stock bits, tin snips, pop rivets and such you can make a nifty insulated pass through. The down side is coal smoke is pretty hard on even the best galvanized pipe and is why the commenrcial units are stainless. If you can make the inner shell from stainless then the whole will last several decades. Otherwise you may be replacing it in 4 to 6 years. While you are building this you can add a low loss stack cap with very little effort as it uses the same construction techniques. . . |
| - guru - Monday, 01/02/06 21:33:56 EST |
|
Thanks, Thomas. The end cap material is high carbon steel. I definitely know the difference between bushy and bursty. Short and bursty means that the sparks only travel a short distance before MIRV'ing into several paths. This spark pattern seems to be more packed with branches (looks like fireworks) than the cast iron type pattern. I calibrated it with an old chisel. The mystery metal is different. Shorter than either high carbon steel or mild steel. Looks more like the malleable iron pattern from "New Lessons in ARC Welding (Lincoln)". But I ground a galvanized elbow, and the spark pattern was different, with the pipe fitting looking more like mild steel. I am starting to suspect that you are correct, however, since the stamped lettering on the part is sharp, which is more characteristic of forged parts. I will try the weld with lo-hy HSLA electrodes, no peening. BTW, I successfully welded up a cracked Japanese cast iron vise with 6013 where brazing failed, by torch preheating, peening heavily and slow, buried cooling.. |
| EricC - Monday, 01/02/06 22:09:27 EST |
|
hi there. i was reading through your page and you mentioned titanium nitrate for coating blades. i have 2 questions in regards to this. one, does one use a electro phoresis method for titanium nitrate coating, if not how? second would be where can i get some titanium nitrate, if you know of anywhere that would have consitant alloys. |
| Benjamin Deverell - Monday, 01/02/06 23:24:16 EST |
|
Justin, Are you taking the scale off down to bare metal? You need to do that before watching for color. I had a student who wanted to "re temper", because he was unsure of the first tempering heat and colors. I told him he couldn't guess, that he had to normalize and harden again. He said, "Ya mean, I only got one shot at the rainbow?" I said, "Yeah pal, only one shot." |
| Frank Turley - Tuesday, 01/03/06 00:09:26 EST |
|
Thanks vicopper, guru, thomas, and adam for replying to my query on O1 steel. It helped open my eyes to what had happened and why. I had assumed that it had air hardened as it was the only locigal thing I could think of. Then again, you know what they say about assumptions... I would purchase the O1 in square rod or flat bar if the supplier( Fastenal) had it at their store. They have, if my memory is right, for 1/4" up to 3/4", going up in 1/16" increments. I just happened to see it one day and picked up a length. Fastenal does have precision ground flat bar O1 on their website, but at this point in time i don't think i can quite afford to purchase it and have several bars shipped. I will keep it in mind though. The reason i forged the whole bar square( actually a litle more on the rectangualr side) is because i have a preference to work with flat tools when doing repousse, which i believe i have Dave Edwards to thank for that( he is the designer of the Persimmon Forge Pedal Hammer, which I would highly recommend to anyone doing repousse. it is quite a joy to use). I did end up hut cutting the bar to the lengths i needed, and then turned them into the chisels I needed. So far they seem to hold up good underneath my treadle hammer. On the next batch i make, i may go ahead and cut into the needed lenghts and then forge down. Thomas, right now it is supposed to be winter here in Southeast Missouri, but the air temp when i was forging the O1 was actually about 60 degrees . My shop is just a small wooden building with no insulation, so the ambient temp in my shop was probably right around the air temperature. It was actually warm enough to make me sweat a little, something unsual around here in winter! Thanks guys for your help. I will definitely put it to good use! Thanks, Ian Wille |
| Ian "Blueboy" Wille - Tuesday, 01/03/06 00:15:45 EST |
|
Hi I am using a wood fire for forging right now naturally aspirated it will heat carriage bolts to a red orange color is there any reason why I should upgrade to a coal fired forge and will anything stop me from forge welding in my wood fire after I get a blower anyother insights would help. |
| stephen - Tuesday, 01/03/06 10:28:24 EST |
|
I have a pair of cold chisels that I forged from W1 in Frank's class when he taught us tempering by the rainbow. I use them often. |
| adam - Tuesday, 01/03/06 11:11:18 EST |
|
Stephan; what you are actually using is a charcoal fired forge where you are making the charcoal as you go along. Charcoal was the fuel for the first thousand years of the iron age and you can forge weld with it---all the patternwelded viking swords were done in charcoal forges and they still use charcoal forges in welding up japanese swords today. Now usually a forge designed for it's work will heat faster and with better atmosphere control. not knowing your design I can't speak to how it would work anymore than you can tell me if my vehicle will win races if I put a supercharger on it. In general you need a deeper charcoal fire and a lot lower air velocity to get a good welding fire from charcoal. If I'm using charcoal in my coal forge I would place a couple of firebricks next to the firepot to get a deeper fire to work with. Thomas |
| Thomas P - Tuesday, 01/03/06 11:58:52 EST |
|
Speedy, another option, the one that I chose for my garage shop, is to go with a masonry chimney. I put in a 16-foot tall stack of 4" block with brick spacers, designed to use 12" square flue tile liners. The cost for the materials AND labor (two masons to help/do the actual work) came in at under $350. The big problem is it isn't easy to modify, so you better be sure it's where you want it to be! The good part is that a lined masonry chimney will generally meet any code they can throw at you. |
| Alan-L - Tuesday, 01/03/06 13:28:55 EST |
|
Eric C, you can thin the lip of the pipe for that candleholder on the edge of the anvil with a crosspein if you've got good aim. If not, it'll help teach you good aim! (grin!) |
| Alan-L - Tuesday, 01/03/06 13:48:43 EST |
|
Little giant power hammer question. does anyone know how to make shrinking dies for this machine for shrinking sheetmetal into a dome shape? |
| - Michael Kuehn - Tuesday, 01/03/06 13:55:55 EST |
|
I think the Hammerin is broken |
| adam - Tuesday, 01/03/06 14:49:15 EST |
|
Yep, it was broken. A file write error trashed the file. . I repaired it but lost several days posts. Thanks! |
| - guru - Tuesday, 01/03/06 14:59:22 EST |
|
For those that are interested, David Kayne is now on HGTV's Dream home online video - Handmade Hardware. Here is the website: http://www.hgtv.com/hgtv/pac_ctnt_988/text/0,,HGTV_22056_32757,00.html Click on the Handmade Hardware Video to watch. Happy New Year, Steve Kayne |
| Steve Kayne - Tuesday, 01/03/06 15:52:54 EST |
|
Benjamin Deverell, Sorry, but the answers to your questions are, "no" and "no." Most Titanium nitride coatings are applied by vapor deposition in a controlled prewssure/atmosphere chamber. One makes the titanium nitride by burning or vaporizing titanium in a nitrogen atmosphere. The boiling point of titanium is somewhere around 6000�F, so it takes special equipment to make the TiN. There are commercial plating and coating shops that can apply a TiN coating to metals; check Thomas Register. That is also where you would look to find suppliers of specialized materials. TiN can be made by powdered metal sintering, but again, it is done in a controlled pressure/atmosphere chamber, not in a home workshop. |
| vicopper - Tuesday, 01/03/06 15:53:50 EST |
|
I saw Titanium NITRATE mentioned above. The material used for coating cutting tools is Titanium NITRIDE. Totally different stuff! |
| - John Odom - Tuesday, 01/03/06 17:18:30 EST |
|
Did my first forge weld yesterday at another smith's shop. Made a folded hatchet out of a file. Got it too hot and hit it too hard on the first try but I got it the second time. So now I'm thinking about keeping my whimper baby for my regular stuff and build a small, but hot forge for welding, and welding only. Welding things such as small hatchets, fireplace tools etc. What can I make the floor out of that will be easy to cut and be resistant to flux? |
| Tyler Murch - Tuesday, 01/03/06 20:17:52 EST |
|
thanks alot thomas right now im actually using a cut off 45 gallon drum burried in the ground a little primitive but it does the trick i will probably have a forge custom made or make it myself what depth of the firepot would you suggest |
| stephen - Tuesday, 01/03/06 20:40:32 EST |
|
What IS molten flux corrosive to? |
| Tyler Murch - Tuesday, 01/03/06 20:55:39 EST |
|
Tyler Use a kiln shelf, you can get them from a ceramic supply store, or find a pottery studio near you, kiln shelves get broken all the time, and part of one maybe all you need, so you might get one free. Happy New Year All! Bart |
| blackbart - Tuesday, 01/03/06 21:38:30 EST |
|
I have a Miller Trailblazer Welder. My gas tank has trash in it leading to susequent problems. It isn't fesible to move it. How can I clean out the tank? |
| Tammy - Tuesday, 01/03/06 22:11:51 EST |
|
Tammy: Short of removing the tank about all You can do is drain it and swab it with paper towels tied to the end of a stick, add some clean fuel and repeat untill it ts clean. Using a funnel with a fine screen helps prevent this problem in the future. |
| Dave Boyer - Tuesday, 01/03/06 22:25:05 EST |
|
Kayne's Great Job on the Hardware!! The video was great! Always a Pleasure!! |
| burntforge - Tuesday, 01/03/06 23:15:35 EST |
|
Hi Alan-L. Wow! The author of the iForge demo. Thanks for the tip. From what I imagine, one would place the pipe at a right angle to the anvil edge, with the lip just resting on the anvil face with the pipe angling down. Then, hit with the corner of a cross peen hammer with the peen coaxial with the pipe? This would work if the peen hit far enough into the pipe opening. I'm afraid that I am not accurate enough to taper the lip this way. Once the taper is done, the rolling is much easier over the anvil edge, but even then, I recall having to cheat a little to start it. I will have to give it a dry run to see how it works out. By the way, the candleholder came out just great, anyway, on the first try. It is really simple, but attractive, with all the interacting curves. Great design; thanks for contributing it! I think that the iForge demo's are great, and a slight slip in quality would be well worth the addition of new demos. |
| EricC - Wednesday, 01/04/06 02:47:54 EST |
|
I'm looking for a used anvil for a high school concert band piece... it will be played in the percussion section. What kind of places might have one "gathering dust"? I haven't ever run across one at the local thrift shops, etc. Where should I go to hunt for an anvil? Don't really want to spend $500-1000 for a new one, maybe a couple hundred. Size?...the bigger the better, it would probably be louder... Residing in Santa Barbara, California. Thanks for any ideas! |
| Dan Garske - Wednesday, 01/04/06 03:24:48 EST |
|
Dan Garske: I recommend contacting the California Blacksmith Ass'n as they may be able to help you find a suitable ringing anvil. Rather than giving the link, go up to the NAVIGATE anvilfire box and click on the arrow. Then scroll down to the bottom for the ABANA Chapter link and look for them. One of their members might have one beyond economical repair, but suitable for your purpose. Essentially you need either a good cast steel or wrought-iron body, steel plate anvil. A cast iron, cast iron bodied with steel plate or cheap cast steel (such as the Asian imports) won't give you the ring you are seeking. Also, if you put a piece of thin stryofoam under the anvil it will increase the ring. Some years ago I had a guy call on an anvil I had listed. His brother was in a play in NYC which called for an anvil being worked on and it needed the 'ring'. He wasn't satisfied with the one I had sitting on the concrete floor. However, once I slipped a torn up styrofoam cup under it, it rang nicely. Story: Golly I guess 18 or so years ago I attended a conference for the Northwest Ohio Blacksmith Ass'n. Ron Thompson was a demonstrator and noted the anvil he was provided was inferior because it didn't have much of a ring. While he was distracted by a question with his back to the anvil another guy and I slipped styrofoam cup pieces under the anvil. When he next used it his expression should have been caught on camera. You might also do a search on anvil in the Collectible category on eBay. Probably a dozen listed there now, but the price (and S&H) likely make them out of your consideration zone. |
| - Ken Scharabok - Wednesday, 01/04/06 07:29:52 EST |
|
Anvil music: Dan, what are you going to hit the anvil with? The Blue Man Group uses an anvil ring in one of their songs and hit it with a crescent wrench. I can't tell the size from where I sat, but it's a good-sized one - maybe 2"? I think the wrench helps with a ring of its own. One thing about BMG, they've got a good concept of "found" percussion instruments. Also, the softer steel of the wrench is probably safer than using a hammer. |
| - Marc - Wednesday, 01/04/06 08:52:37 EST |
|
Tyler, A major purpose of flux is to disolve metal oxides. Most refractories are made of metal oxides. It may be that not all fluxes dissolve all refractories, but it's kind of like storing acid in a metal container -- there's a basic incompatablity. I a kiln shelf, as Dave suggested. It gets consumed, but will last a year or two with occasional welding. Silicon carbide kiln shelves are available for more money and are supposed to last longer. Several folks I know use castable refractory and are happy with that. |
| Mike B - Wednesday, 01/04/06 08:53:52 EST |
|
i am trying to make a mould of a clay target,the type shotguns shoot at in skeet.it is a bacalite tye material.the mould will be open. straight pour from the top.i have tried setting it in plaster,pushing it into wet plaster but it wont remove after setting.pushing it into clay but it sticks and if left wont remove.i have tried laquering oiling before pushing or setting.this will be my first mould/if i can achive it. i have i great interest and this will be my starting point. can you help. regards.. BIG_DAVE |
| big_dave - Wednesday, 01/04/06 09:14:54 EST |
|
Parting Agents and Molds: Dave, the parting agent for molds varies greatly. When plastics are used you need smoething that is non-soluable and non-absorbant by the particular resin. Normally you go to the manufacturer of the resin for advice. The surface of your master part is also critical. I finish and polish master patterns to a brilliant finish. Shape is also critical. If there is any kind of overhang or non-drafted surface then the part will not come out no matter what. However, good old fashioned suction is also a problem. Some force is always required to break the surface adhesion by vacuum. For plaster molds (the type normally used to mold clay pigeons) soap makes a good parting agent for making the molds. I use Ivory soap and make a slurry of it. Then it is applied to the master and supporting clay with a water color brush and let dry. After it is dry a fine brush is used to break any bubbles that have formed. Molds for this type object are two piece and spun on potter's wheel. They have a lip to keep the clay in so that it does not spin out from centrifugal force. A measured amount of clay slip is poured while the mold is turning, the plaster drys the clay enough to handle and the mold is removed, split and the part removed. Then the mold is put back onto the wheel and another part poured. When the plaster gets too wet to dry the clay efficiently the mold is replaced while the wet mold dries. You often need three or four molds and a method to dry them to keep up continous production. Two piece molds of this type can also made by machining the plaster but this is inefficient and messy. However, it DOES work and leaves crisp parting edges. Plastic and metal molds are more often machined from solid rather than molded expcept when the die and mold maker is an expert at handling plastic resins OR the shape is such that machining is very difficult. If any of this sounds confusing then get a book on production pottery from the library. See also my iForge demo #98 and #99. |
| - guru - Wednesday, 01/04/06 11:50:54 EST |
|
flux eats kaowool like gasoline on styrofoam. it will do the same to most soft hi temp firebricks too. I use high alumina use a hard refractory floor (Mizzou) and I like to put a thin liner of the same on the inside of the kaowool chamber. |
| adam - Wednesday, 01/04/06 11:53:08 EST |
|
More on Parting Agents and Mold Making: Silicon waxes and oils are often recommended but are not compatible with many resins. I do not like them because they can cause setup failures and are impossible to clean sufficiently to paint over. Spay non-stick cooking agents like PAM often contain silicon and so do car waxes. When I use a wax parting agent I use Bowling Alley wax. When making molds for ceramics work you often make a set of master molds OR a single follower mold for making replacement molds. I find that clear or colored lacquer improves the plaster surface for the master and works well with soap parting agent. DO NOT use sealer on the working molds. As noted above, they absorb the water from clay and must have clean open surfaces. This is also why using silicones or oils are bad practice on slip casting molds. The soap does not seal the mold and washes off. |
| - guru - Wednesday, 01/04/06 12:02:51 EST |
|
EricC: You have the right idea, but keep the pipe flat on the anvil and use angling blows with the hammer, such that you pinch the very edge of the pipe between the pein and the anvil corner. This will both thin and stretch the egde of the pipe, giving you a natural outwards curve you can then start rolling. This is, in fact, a better way to do that than using the anvil horn, as when I use the tip of the horn it tends to swell the pipe so much I have to swedge it back down to size to be able to hold a candle straight! Another hint: When you start rolling the pipe back on itself, use glancing blows from the ball of a 36 or 40 ounce ball pein to open the rim and roll it back on itself, then switch to a slightly domed face hammer like a farriers' rounding hammer to finish the rolling. This results in less distortion on the rim. Glad you liked the demo! I haven't done one of those holders in a while, maybe I ought to. I can't take credit for the design, by the way, but thanks. I got it from Elmer Rousch, and he got it from someone else, and so on down the line. Like most decorative smithwork, as long as you have the eye for proportion you can make most designs look good. |
| Alan-L - Wednesday, 01/04/06 12:10:29 EST |
|
Anvil Ring: Anvils with a long thin heel and a long horn and a slim waist ring louder than squat ones. My travelling demo anvil is a ringer---brings in people; but my production anvil is a nice quiet Fisher... Thomas |
| Thomas P - Wednesday, 01/04/06 12:19:54 EST |
|
Musical Anvils: One of the oldest anvil illustrations I have is from Syntagma musicum II, De organographia, by Michael Praetorious published in 1619. 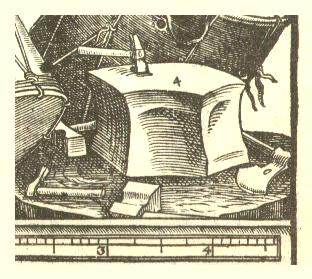 This is not a very musical shaped anvil but if hard enough it would ring. At this date an anvil would be steel faced wrought. Note the various instruments used to play the anvil, hammers of different sizes and even an ax! The scale is feet and inches so this anvil is 15 to 16". This is not a very musical shaped anvil but if hard enough it would ring. At this date an anvil would be steel faced wrought. Note the various instruments used to play the anvil, hammers of different sizes and even an ax! The scale is feet and inches so this anvil is 15 to 16".Anvil shape makes a great difference in how it rings. The modern American pattern exemplified by Hay-Budden has a narrow waist that seperates the masses of the base and the upper body so that it vibrates like a tuning fork. The two nearly equal masses create a standing wave at the hinge (waist) thus having a self reinforcing sustain. The harder the anvil the higher the pitch and longer the sustain. Swedish Kohlswa anvils of the American pattern are probably one of the loudest anvils ever manufactured. However, many other American pattern cast and forged anvils are very loud. How and where you strike the anvil makes a great difference in the tone. Striking the body from the side slightly off center gives a low tone while striking on the tip of the horn gives a high tone. The loudest sound comes from striking the side of the heel. As pointed out by others how the anvil is supported makes a great difference in the sound. If supported on a soft surface so that it can vibrate without dampening it will have the greatest volume and sustain. Glogenspiels use two pieces of twisted cord at the null points of the bar (1/4 from each end). A couple pieces of rope would do the same for an anvil or as Ken pointed out a layer of styrofoam. Over the years there have been a number of mucical blacksmiths that could play a tune on an anvil. I can get a wide range of notes from mine but alas I am the least musical person you will ever meet. . . An old beat to pieces anvil would make nearly as good a musical anvil as a new one. However, one method of finding flaws in an anvil is to strike and listen for a disonance or buzz. This is and indication of a hidden crack or weld seperation. When testing an anvil all you need to do is tilt it a little and put a pencil or small piece of something under the side so that most of the base is unsupported. If it does not ring brightly under this condition it will not ring well at all. |
| - guru - Wednesday, 01/04/06 12:45:20 EST |
|
Hi I just found this site and can not stop reading all the great info. I am 43 years old, I live in Mass. USA, and I am a Machine Millwright by trade, I have been doing metal fab. and auto repair on the side for many years. I have been thinking of building a power hammer, my question is has any one ever used a 90# air jack hammer as the head unit for a power hammer? I have seen many air planishing hammers using air rivet,chisel guns, but I have 2 Ingersol Rand 90# pavement breakers ( jack hammers )lying around with no use for them. thanks Dean |
| Dean Francois - Wednesday, 01/04/06 14:50:19 EST |
|
I am working w/ the Smokey Mountian Green energy park to build a blacksmith shop that will be equipped with forges fueled by methane harvested from an old landfill. Do you know of anybody that has built methane forges, is there any info on what it takes as compared to propane? |
| Matthew Shirey - Wednesday, 01/04/06 14:58:00 EST |
|
There are a number of natural gas forges available commercially. The difference is usally in the size of the orifice and the pressure the gas is delivered at---a low pressure system will probably not have an orifice but dump the gas out the end of the pipe for a blown forge. Dean there used to be two web pages on home build hammers using jackhammers as the power source. I don't know if they are still around anymore. The big problem is that the "throw" of a jackhammer is extremely limited and so it limits their utility---can't put tooling under it without some sort of height adjustment. I do recall that they mentioned that the hammer needed to be spring mounted as they were not designed for a rigid mount and would do themselves an injury if there wasn't some give---they were designed for the user to "hang their belly over them" was what I rememberd the site saying if you have the compressor for a pneumatic jack hammer you probably would be better off building a hammer using a pneumatic cylinder---lots of good ones to look at out there. Thomas |
| Thomas P - Wednesday, 01/04/06 15:35:24 EST |
|
hi I m looking for some documentation about the foundations for a power hammer, if you have some good draught i thank you for your help! if it is french it's welcome Bye |
| mat - Wednesday, 01/04/06 17:44:32 EST |
|
Can burning galvanization off, YES IVE READ THE I-FORGE, contaminate forge welds? Thanks everybody. |
| Tyler Murch - Wednesday, 01/04/06 19:16:39 EST |
|
Dean-- I had the honour of running a jack hammer (horizontally)one summer long ago, and have used them since and I cannot imagine gearing the monster down enough to be able to control the blows with any precision for metal work. Handling a 50-pound Little Giant is difficult enough. As Thomas says, they are designed for the operator to absorb a lot of the kick. |
| Miles Undercut - Wednesday, 01/04/06 19:55:07 EST |
|
Matehew Shirey, Landfill methane is usually at very low pressure, and often has a large amount of moisture. I do know that here in the Louisville area they are capturing methane from a large landfill and firing boilers at G.E. Appliance park but only during the summer as the gas is a lower btu content than the utillity supplied methane. I suspect that to use the methane in a forge may require a mixer blower something like is used on large industrial blowers. This would suck the low pressure gas in the blower inlet, along with air to provide a pressurized flow of gas/air to the burner. |
| - ptree - Wednesday, 01/04/06 19:59:10 EST |
|
I burn zinc off scrap steel and have no problem welding in my gasser. I set up a big fan an leave the garage. I am a lot more careful since zinc fumes killed a friend of mine but I still do it from time to time. |
| adam - Wednesday, 01/04/06 20:02:13 EST |
|
Question for the metalurgists; I have come onto a source of very nicely sized die return springs. They forge soft and easy under the hammer, and if quenched in water get harder than woodpecker lips. Oil quench appears about the same, and air quench will just allow a bite by a new file. Grain is nice and fine by the Mk-1 eyeball. Upon asking the guys at work, and getting some translation from the Japanese, I am told these are ASTM A-401. I looked this up and got to "Chrome silicone spring wire". It would appear that the silicon helps reduce the grain, but I don't know much else about these springs. Any composition and heat treating advice would be well appreciated. Intended use is knife blades, scribers etc. |
| - ptree - Wednesday, 01/04/06 20:05:15 EST |
|
Dean: I have never seen a general-purpose smithing hammer built from a jackhammer. I have seen special purpose rock-drill bit sharpening hammers built, by IR using the works of a 90# jackhammer. I think you would be better off using the air supply to build a conventional air Hammer. |
| - John Odom - Wednesday, 01/04/06 20:21:20 EST |
|
Zinc burning: I also have burned the galvanization off of some conduit and am still able to forge weld. Same thing here - I had the garage doors open, a big fan running, and I left the area. The funny part is, as the fumes were still blowing out of the shop, and I'm there just outside in my filthy apron and safety glasses, a couple Jehova's Witnesses came up to talk. They're amazing people. The scene didn't faze them one bit. We had a nice talk while the shop aired out, and I got some wonderful reading material. |
| - Marc - Wednesday, 01/04/06 21:04:07 EST |
|
Matthew Shirey-- The New Alchemy Institute, for which see google, published in 1973 a booklet giving a detailed run-down on getting methane out of organic wastes and using it to run a diesel engine, a 6-brake rototiller, etc. The title is "Methane Digesters for Fuel Gass and Fertilzer with complete instructions for two working models." There is a big catch to using methane for fuel: according to the booklet, mathane yields just 896 to 1069 btu per cubic foot as compared to 2,200 to 2,600 btu per cubic foot for propane. And "it takes nearly 5,000 PSI to liquefy it for easy storage... So a great deal of storage is required of methane for a given amount of work." |
| Miles Undercut - Wednesday, 01/04/06 21:12:49 EST |
|
ptree, A401 is a spring material designed to resist set when used at moderately high temperatures. The chemistry is as follows: Carbon = .51/.59, Manganese = .60/.80, Silicon = 1.20/1.60, Chromium = .60/.80. The high silicon will retard decaruburization and stabilize ferrite. Chromium is added to make up the hardenability that is lost due to high silicon. It should be, and stay, very fine grained. Being medium high carbon, it should harden enough to make a nice blade. I would harden at 100 degrees past non-magnetic and temper it at 400F for 1 hour as a trial. You may have to adjust those temperatures a bit. |
| quenchcrack - Wednesday, 01/04/06 21:13:37 EST |
|
Flux on kaowool: I believe it was TxFarrier who said that flux goes through kaowool like puke through a prom dress. Yup. |
| quenchcrack - Wednesday, 01/04/06 21:20:25 EST |
|
have a large anvil and many adapter parts for it and many hammers and some tools and was wondering where i should list these items to sell them thanks Dan |
| Dan - Wednesday, 01/04/06 21:33:06 EST |
|
Ptree: If You happen into any Raymond brand die springs they are made of SAE6150. They are color coded Blue, Red Gold & Green from light to heavy. |
| Dave Boyer - Wednesday, 01/04/06 22:41:04 EST |
|
Matthew Shirey-- p.s. re: the New Alchemy Institute's methane booklet. Much as I am aware of the Institute's revered reputation amongst the holistic Birkenstock set and the yurt-dwelling back to the landers, I am vastly unimpressed by the safety features (none to speak of that I can see, no flashback arrestors, etc.) on the models in their booklet. As witnessed by those poor unfortunate miners in West Virginia, methane (coal gas) is not to be trifled with. It might be low in BTUs, but it can make you become real fatal real quick if a lot of it gets ignited in a confined area-- such as the storage tank or the digester. I think this notion of heating forges with it belongs with the home acetylene generator. Lots of farmers and shops had one once upon a time. No more. Too dangerous. |
| Miles Undercut - Wednesday, 01/04/06 22:48:27 EST |
|
hey guru here's a tricky one atleast for me. How do you layout the end of a pipe with angles so as to use the pipe, heated and beat together to close it off sort of like a bullet shape? |
| ken - Wednesday, 01/04/06 23:00:30 EST |
|
Ken, If it were me, I'd neck it down with a fuller as tight as possible, cut it with a hacksaw, and shape it to taste. Sort of like what Alan L. did to make the ball end in iForge demo #104. Of course, math and I have never been good friends. Eric |
| eander4 - Wednesday, 01/04/06 23:45:56 EST |
|
Dan: Go to the drop-down menu on the top right of this page and click on the "Hammer-In" (forum). Post what you've got and what you'd like for them. There will definitely be someone interested in them. They'll reply to you through your email or the forum. If you've got pictures of your items, that'll help. Put a ruler or common item, such as a coin or pen, in the photos so that people can better estimate the items' sizes. You can email them to interested parties, or post them on our Yahoo "User Gallery", also in the drop-down menu. Good luck and thanks for visiting. |
| Koomori - Thursday, 01/05/06 00:03:05 EST |
|
Hemisphere from Cylinders: Map people have been fooling with this problem for ages to find a good solution. In practical forging folks just start the end, heat it and force into a die. The other way that is cleaner is to start with at least one diameter extra, use a scissor fullering tool to neck down to solid then cut off and dress. For fun try Conformal Mapping |
| - guru - Thursday, 01/05/06 10:01:22 EST |
|
Matthew Shirey-- Just for kicks, I looked at my favorite online book source, http://www.campusi.com/ and found the New Alchemy booklet on methane digesters, one copy available-- for a mere $75. Well, sir, you can probably find much the same stuff a whole lot cheaper in that oldie but goodie, entitled Other Homes and Garbage, a Sierra Club book published in 1975, which has a lot of interesting stuff re: methane digesters, methane fuel consumption tables in various uses, safety, etc. You might also inquire at the Brit group Intermediate Technologies, which does books aimed at helping Third Worlders flourish in the boonies, how to make rudimentary tools such as simple Hossfeld-type benders, and then use them to make farm wagons, etc. Methane from veggies sounds like just their Mother Earth-type cup of tea, although it might be a bit advanced. http://www.itdgpublishing.org.uk/ |
| Miles Undercut - Thursday, 01/05/06 11:40:24 EST |
|
Ken; If you're gonna do pipefitting layout of ANY kind, get yourself a copy of "The Pipefitter's and Pipe Welder's Handbook" by Thomas W. Frankland. It'll be the best $20 expenditure you'll ever make on that subject. It will address your question specifically by showing you the "Orange Peel" method of laying out the end of the pipe. This is THE book for pipefitters. I've had my copy for over 25 years. To get a look at the contents, go to Pipefitter.com. This book is said to be one of the reasons that Carhartt put that little pocket on the inside of their welder's jacket. I'm sure there will be a few "Amens" from the congregation about this book. |
| 3dogs - Thursday, 01/05/06 11:48:37 EST |
|
MILES; You've just reminded me of the Mother Earth News/Whole Earth Catalog thing fron the 70's. "101 Things a Boy Can Do With 47 Tons of Pig 'n' Chicken Poop" by Ram Bux Singh. (BTW, I still have my 2 copies of "The Whole Earth Catalog", Id be willing to bet that you do, too.) |
| 3dogs - Thursday, 01/05/06 11:56:27 EST |
|
3dogs, Sounds like you just volunteered to do a book review for us! Mother Earth News: At one time I was a subscriber and avid reader. . . Then they moved from North Carolina where their farm near Asheville had become Yuppie heaven and escape country for the rich to NEW YORK CITY! Just like in the commercials, "Where was your favorite southern concoction made, NEW YORK CITY! . . They would have a lot more relevance if they had moved to any rural area. . . Now, I will admit that it has been a LONG time since I read a copy of Mother Earth News but I do remember that an awful lot of their articles had a McQuiverish bent to them and none considered cost-benefit ratios. Just HOW MUCH petro fuel did you put in that tractor, and how much wear on the petro tires and depreciation of the petro steel made vehical hauling that manure and how many hours did you spend to make how little methane???? On the other hand they were on the forefront of some very ingenious solar heating ideas that have all gone to the rubish heap because it is still cheaper to burn oil than to maintain a complicated corrosion prone solar system that poops out when the sun doesn't shine. . I am a firm believer that we need solar and more efficient housing. But the only way to make it work is to make it profitable AND to legislate it. Some places require solar hot water heaters and many more should. The more systems that are needed the lower the cost will become and the better the designs. Where real R&D is needed is in solar AC or low cost ground sink heat pump systems. These need to become so cost effective that it is worth removing a standard system and replacing it. |
| - guru - Thursday, 01/05/06 12:56:54 EST |
|
Jock; Mother Earth News is still out there, but they have gone from VW Bus to Volvo station wagon. (Real Hippies got no dough, and don't actually BUY magazines.) Odd, isn't it how many of the stereotype Socialist Utopian types have become Yuppified money grubbers like the rest of us, and are now populating the $450,000 "all house/no lot" subdivisions, with SUV, and/or pricey import in the driveway? Mother Earth News even has a website, but her devotees are in the 'burbs, not in the hills of Kentucky or Arkansas. |
| 3dogs - Thursday, 01/05/06 13:29:14 EST |
|
I am looking for design plans to build a slip roller about 30" - 36" long with 3 adjustable rollers (about 1 1/2 - 2" diameter) for stainless steel up to 14 gauge. I also want to add a motor to it to use a foot pedal. I've been making armor for SCA for about a year and a half and no longer have access to the slip roller I was using. I need to build my own. Needs to be able to roll sheet metal for breast plates and shields |
| Denise - Thursday, 01/05/06 13:50:32 EST |
|
Guru, Actually there are viable alternatives to AC that use no power once installed. Does require digging trenches to install the ducting. Saw a house in Colorado ( a few miles East of Denver back in the early 80's that the Government and a few Universities colaborated on. had the AC I spoke of and had various other systems for heat ( mostly passive solar) The first years heating and cooling costs were less than 100.00 They metered the other electric seperatly. BTW if the alternative energy stuff is legislated it will never be profitable. Would be too many regs and hoops to jump thru In my opinion |
| Ralph - Thursday, 01/05/06 13:54:40 EST |
|
3dogs-- I not only have two of them, I have THREE of them, the original, the so-called Last one, and then something called the NEXT one. It was in that first wonderful compendium in 1973 or so that I happened upon a blurb re: a cat named Turley who was teaching blacksmithing in Santa Fe and thus did my life take a wonderfully lonnnnnnnnnng and serendipitous detour into a magical world of burn blisters and toxic fumes! Jock-- the cost/benefit thing re: methane was what I was trying to hint at, that plus what seems to me to be the amazing safety hazard. What cut solar off at the kneecaps was the elimination or cut-back in tax credits for same by pols who love to prattle about "energy policy" and don't seem able to formulate one nor have the guts to abide by one if they did. |
| Miles Undercut - Thursday, 01/05/06 14:37:19 EST |
|
Denise- a slip roll that will roll 14 ga stainless will have to be a bit bigger than you describe. A 2" diameter roll will roll 22ga mild steel, or 24 ga stainless. For 14 ga stainless, in a 36" width, you would be talking about something like a 4" diameter roll. To make your own, you need a big lathe, a big mill, and the ability to cut, and weld something like 3" plate. The only plans I have seen for sheet metal rolls are Dave Gingery's, available from Lindsay publications (google em) and his use 1 1/2" x 24" rolls- this might do 18 ga mild steel. His plans are 10 bucks, and a good place to start. I have a set of powered rolls that will honestly do 4' wide 14 ga stainless all day long- they cost about 5 grand new, have a 2hp 3phase motor on em, and weigh in at about 1000lbs. This is about what you should be building, if you really need to roll 14 ga.ss. We get people all the time asking why there isnt a $100 tool made from junk that will do exactly what a $10,000 machine will- and the answer is that weight, mass, good materials, machining, electricals, and powerful motors all cost money. It is true that if you have the knowhow, tools, and time, and are willing to work for nothing (boy does my wife like the sound of that!) you can make tools cheaper than you can buy em. But there is no free lunch. I would suggest watching ebay, instead, and looking for a good pexto, roper whitney, or tennsmith roll, and being realistic about the size of material it will bend. |
| - ries - Thursday, 01/05/06 14:42:35 EST |
|
3dogs-- Oops, by cracky, I plumb near forgot, I have here beside me nothing less than a two-foot-high stack of UNREAD Whole Earth Reviews!! Yup, I answered a notice in the local Trash to Treasures column and went and got 'em a few years ago. Gonna brew me a potful of Red Zinger some winter eve and get into them. Someday. It says here. Hey, I thought Mother Earth was part of the Rodale empire, that Time Inc. of the counter-culture, but it ain't. It's part of yet another empire altogether, Ogden, in Kansas, which does Steam Traction, Herbs for Health, Grit, Gas Enegine and other such compelling must-read mags. |
| Miles Undercut - Thursday, 01/05/06 15:28:34 EST |
|
SCRAP SS SOURCES: I feel like from anvilfire I've got the pulse on good sources of scrap (cheap) mild steel and even some high carbon and high carbon alloy steels. The scrounger in me is set on those fronts. On the 304 stainless front, though, I'm lacking. Are there some good sources of 304 hiding where I just don't know it? Is there some handy supply just lurking under my nose? I know that not everyone buys their 5160, for instance, when they can find some easily in some auto coil springs. Is there a similar repository for SS? |
| Matthew Groves - Thursday, 01/05/06 15:52:05 EST |
|
Scrapyards near chicken processing plants tend to be heavy on the stainless in my NW AR experience... I live in a passive solar house in NM and feel that anybody in this area *not* building them should be staked out over an anthill---especially where we are and don't have natural gas. I've been here nearly 2 winters now and we have never used the "back-up" electric heat---we're about 5000' elevation and it's been quite comfy wandering around in my skivies in the early morning lately. When we do get cold windy weather the woodstove is enough to keep us comfortable. Last winter our "heat bill" was $70 for the half cord of wood we burnt---and a lot of that was because we like fires... Thomas |
| Thomas Powers - Thursday, 01/05/06 18:09:46 EST |
|
Hello, this site was referred to me by Magnus. I buy and sell used machinery and he bought some tinsmith tools from me, around the middle of last year. I just opened up a new classifieds website for the public to buy and sell machinery: http://equiplist.net. I worked very hard setting it up for all of December, and released it for alpha testing Jan 3rd. I sent out an email to the folks I have done business with, and so far 6 have registered on the site. I know, 9 members show on the site stats, but 3 are myself, an employee, and a test account. Well, I sure could use a few more registrations. Would greatly appreciate it if a few of you folks that are regulars here would check it out. Best Regards, Barry Kramer, Equipment Recyclers, 443-220-1300, Baltimore MD. |
| Barry Kramer - Thursday, 01/05/06 18:21:10 EST |
|
"Ken; If you're gonna do pipefitting layout of ANY kind, get yourself a copy of "The Pipefitter's and Pipe Welder's Handbook" by Thomas W. Frankland..." Suspect I'm this Ken. Actually the only pipe joining I do is the 3 1/2" to 4" for the one model of knive vise. Whoever (bless them) told me to put two 30 degree cuts at the end essentially solved my problem. WHOLE lot easier than torch guessing. |
| Ken Scharabok - Thursday, 01/05/06 18:37:18 EST |
|
Note to Rick in the VI: I finally figured out why I couldn't use a hole saw to put in oval holes in the side of the culvert as you described at Quad-State. The hole saw I was using was simply too short (about 1" deep). Found long ones at local hardware and they don't drop into hole before the cut is make. Thank you. |
| Ken Scharabok - Thursday, 01/05/06 18:40:45 EST |
|
Slip Rolls: Denise, What you are describing is probably an engineering impossibility. Rolls are limited by their deflection under load and 14 gauge SS is pretty stiff stuff. Most rolls this size are limited to 18 or even 20 ga mild steel. However, they are often overloaded. . . I have a forming machine with 2.25" diameter rolls made back in the 1800's that are limited to 22 ga. Of course the old machines had steel shafts with cast iron rolls cast around the shaft. . . This had better friction and were stiffer than steel rools but were not as strong and easily cracked. The trick to making slip rolls is that they need gears and the gears need to be keyed to the shafts. They must also be bastard gears that can work at different center distances. Standard gears work at ONE engagement distance and are REALLY rough when too close or too loose by a few thousandths of an inch. When motorizing something like this you need a LOT of reduction gearing. Common motors turn 1800 RPM and you want 10 to 20 RPM at the rolls. This is 180 to 90:1 gearing. Normally a double worm reducer is used to get this much reduction. However, a single reduction worm of 40:1 with a 4.25 to 2.25:1 primary belt reduction would also work. To this this reduction in a reasonable package requires either worm drives or a special double reduction back gear drive like they use on lathes. Then there are rolls (forming machines) and there are "slip" rolls which have the top roller bearing open and the roller tips up on a special gimbled bearing. . . All specialized parts requiring machining. Ries suggestion to watch ebay and othe auctions is a good one. |
| - guru - Thursday, 01/05/06 18:52:35 EST |
|
Here is a link to my rolls- these are some of the most inexpensive rolls around, mostly made in Turkey. www.coletuve.com They will be happy to send, or probably email you a catalog with specs, and you can see what kind of mass, weight, roll size and power of motor you would need to do what you want. I am thinking 7 to 15 rpm for roll speed if you motorise em. Mine use a big motor, with an electric brake on it, and a gear reducer, then a chain drive up to the rolls. There is an intermediate chain gear on a spring loaded arm, to take up the slack when you adjust the rolls to different thicknesses of metal. |
| - ries - Thursday, 01/05/06 19:49:10 EST |
|
ThomasP, I too live in a solar house. I built this one 20 years ago. Passive solar, super insulated. When I built it, many thought I was nuts, but I perservered. The DG has been cold natured since I met her, and she needs to be about 70F to keep moving, much like a reptile. ( I don't think she reads this page!) I would indeed do it again, as far as the super insulated. I would have to think hard about the solar, as in this area we have a lot less sun than you. As we are lazy we don't do anything to cover the windows at night, and we lose a far amount back out at night this way. We have cooling that is a function of insulation in the heat of the day, and the thermal mass soaking up any heat that sneaks in, and opening up and running a whole house fan at night to reject the heat back out in the cool of the night. When I was studying up prior to building I looked into the trenched in tubes for cooling air. In this area, due to the high humidity, a laser leveled fall in the tube, and smooth wall tube leading to a drain, is required to prevent condensate build up and the resultant possibility for mold and legionaires. From my study, I found that big tube, say 12" or better, in somewhat short runs of say 50', with slow velocity are what is needed to allow the air to give up its heat to the earth. |
| - ptree - Thursday, 01/05/06 19:59:45 EST |
|
Quenchcrack, and Dave Broyer, Quench, Thanks for the data on the springs. I will try the routine you suggest and report back. I have about 300# of various sizes so far, and these are pulled from use in PM's and are not broken. Not to say not yet cracked, but they look good. Dave, these springs are also color coded and quite britely at that. |
| - ptree - Thursday, 01/05/06 20:58:43 EST |
|
I received a question by email concerning the use of kiln shelving in forge building that involved a rather lengthy answer. I thought I'd post the answer here so that others might use the information also: Inswool� or Kaowool� or other fiber refractories are very susceptible to damage from molten flux. At forge-welding heats, one drop of borax will melt through an inch of fiber in a few seconds. Like hot water going through cotton candy. Soft insulating firebrick are better about flux than fiber, but will still be eaten rather quickly. ITC-100 is slightly more resistant to flux than soft firebrick is, but not a whole lot more so. Hard firebrick are much more resistant to flux, and coating them with ITC-100 makes them more heat-reflective, but no more resistant to flux than they are uncoated. Kiln shelf comes in a couple of different kinds, and is just what the name implies; it is used in pottery kilns to allow stacking a lot of pots to be fired. Since it has to support weight while it is at thigh temperatures, it is stronger than a firebrick would be of the same thickness. It is also more resistant to flux than firebrick. The most common kind of kiln shelf is made of mullite, a form of aluminum oxide. As a form of metallic oxide, it is capable of being reduced by the action of borax and other fluxes. After all, the purpose of any flux is to dissolve oxides, and aluminum oxide is just another oxide as far as flux is concerned. The other material for kiln shelves is silicon carbide. The silicon carbide kiln shelves are the strongest and the most flux-resistant material, and are also considerably more expensive. If using mullite kiln shelving for a forge floor, 1� thick is plenty and �� is adequate. If using silicon carbide, �� is plenty strong enough, and will be expensive enough, too. Kiln shelves DO break in pottery use and in shipping, so you can sometimes find broken ones pretty cheaply by checking with local potters or pottery supply places. They�ll still probably be big enough to allow you to make a forge bottom out of a larger piece. I cut them with a diamond tile saw. They can also be scored and broken or cut with an abrasive blade in a circular saw. Any dry cutting creates dust that is hazardous, so wear a respirator. You can probably find a tile setter who would cut one for you cheap or for free if you take it to him already marked for cutting. Look in the Yellow Pages under Tile and Masonry contractors. I use kiln shelving for my forge bottoms to keep the flux from eating the Kaowool� or Inswool� refractory, and because it makes a rigid floor that things don�t move around on. I also line the sidewalls of my forges up a couple of inches with it, as this prevents most of the damage that errant pieces of iron would inflict on the Kaowool, even with the ITC-100 coating. I use the ITC-100 coating primarily for its heat reflectivity more than for its durability, though it does a good job of protecting the fiber and keeps small particles of fiber from becoming airborne. Airborne ceramic fiber is a known carcinogen. One aspect of using kiln shelf (or hard firebrick, for that matter), that is often not mentioned, is that it increases the amount of time it takes a forge to get up to working heat. The density of the material requires a goodly number of Btu�s to bring up to heat, and that takes some extra time. Once it is heated up however, it holds the heat so that when you put a piece of steel back into the forge for a subsequent heat, it heats up more quickly than it would in a forge with only fiber insulation. That thermal mass is a decided advantage when you want to anneal a piece of high-carbon steel by putting it in the forge, bringing it up to heat and then shutting down the forge with the steel inside. The forge will take much longer to cool down, thereby doing a much better job of annealing the steel. You�re right, the stupidest question is the one you don�t ask that gets you in trouble because you didn�t have the information that you could have had just for the asking. The above information should give you enough of a starting point to figure out what you want to do. Be safe, use appropriate safety gear and clothing and always ask when you don�t know, because some of this stuff really can be dangerous if approached carelessly. |
| vicopper - Thursday, 01/05/06 21:16:48 EST |
|
Solar: The bits and pieces to make a solar home fully automatic without being custom engineered is the trick. Back in Mother Earth's hey-day they reported on a freon powered mechanism that would automaticly track the sun to aim solar panels or open and close covers as needed. No power or high tech required. The inventor had a patent on it. It would have run out by now unless he made a lot of patentable improvements. Super insulatiuon is one of those things that can be legislated as part of the building code. Currently you can build and SELL the most worthless energy inefficient homes imaginable. At one time there was a push to make 6" wall and 12" roof insulation a minimum. Yet homes are still being built with so little insulation that you can feel the heat radiating through the ceiling. Modular homes are worse using lumber LESS THAN nominal 2x4's (2.75" instead of 3.5") and have no attic space to temper the heat gain or loss through the critical roof. Back in the 70's one of our local banks put up a solar showplace as an office. In the 1980's they replaced with a glass and steel monstrosity. . . One of the passive heat sink systems that was being built was concrete walls sunk deep into the earth that extended to the roofline. These were insulated on the exterior of the house with foam then stuckoed. Insulating mass on the OUTSIDE is a key feature of passive systems. ANother idea was a thermal flywheel. . . Just a huge block of ice/water. It was used as a heat sink in the summer warming the tank of water then in the winter heat would be drawn off until it froze into a block of ice. The ice would be melted in the summer for the AC reversing the process. . . The energy absorbed then given off converting water to ice and back again is huge. Using that same latent heat energy over and over to maximum benifit. . There is a lot that can be done that is cost and energy effective today. It will be even more important in the future. |
| - guru - Thursday, 01/05/06 21:26:19 EST |
|
Was watching "Lord of the Rings" last night and realized that Hobbits had nice solar/earth homes. . Scrap Stainless: Scrap is where you find it. To start with many scrap dealers are either ferrous or non-ferrous dealers. The non-ferrous folks also handle stainless so that is who you look for. In "junk" not scrap the most common stainless is used in kitchen and resturant equipment and food handling plants. Resturant equipment dealers often have masses of old junked stainless equipment. After that there is not much unless you live in a location that has large industry that uses a lot of stainless. Pump and valve manufacturers, chemical equipment manufacturers, nuclear parts manufacturers. . . |
| - guru - Thursday, 01/05/06 21:37:36 EST |
|
Barry-- You perhaps posted here and in the Guru's Den without registering and entering a password. There is probably a valid reason for wanting me to register and give a password to enter yours and look around, but I fail to see why I should have to get myself on yet more mailing lists and spam lists and have something else to try to remember. I would suggest you lower the drawbridge. And I am a Balmer County boy, delighted to hear of anotherbusiness a-borning in my home town and another used tool source. |
| Miles Undercut - Thursday, 01/05/06 22:38:08 EST |
|
I'm looking at getting into blacksmithing in my spare time. But first I would like to learn how to smelt the metals needed for the job before I start in on learning how to pound the stuff into objects. I'm really looking for a good place to start like that. I've searched the net and have never been able to find the site I once looked at. I would like a good resource if any of you have one. I'm sure I'll get a reply saying not to waste my time trying to make the bars but just go out and get scrap metal. But I really want to know how to start from scratch...or at least as close to it as feasable. Thankyou for replies. |
| Justin Fl�hmann - Thursday, 01/05/06 22:41:12 EST |
|
Whole Earth, Solar Etc. About 20 something years ago when You could get a tax credit for installing solar water heating gear My dad did so. His boss was a dealer for Heliotherm and we got a "Good Deal" on the gear. It worked and is still working in spite of the leaking 80 gallon stone lined insulated heat exchanger tank in the attic. Strangely enough the tank started leaking a few years ago when oil prices started to rise. Everybody else I know that put a system in in that era had decomisioned it due to problems before oil started to get expensive. I don't know if it ever payed for itself or not, the woodburning setup we used untill 2000 heated domestic water as well as the house, but MOM put Her foot down about the dust from the ash, saying it set houskeeping back 50 years. Alas We stop burning wood the same year oil prices start to rise and the solar tank starts to leak. We went from using about 250 gallons of oil a year to 1000 when We stopped burning wood, not sure what will happen if I decomission the solar. I think My dad told Me he used 1200 gallons per year when He used no significant alternate methods. I alllso have a "Last Whole earth Catalog" I only got it recently, I was about 12 years old when it came out and wasn't aware of it then. Reading it now gives a "Hippies eye view of the world" particularly Devine Rights road trip. I too thought Mother earth news was a Rodale publication, maybee it was at one time. A co worker of Mine built a fuel alchoal still, had a lot of trouble geting high enough proof to run in an engine, not sure He ever really did. The thing was scrapped when He moved in '91. |
| Dave Boyer - Thursday, 01/05/06 23:44:08 EST |
|
Where can I get information on the value of what I believe to be a Canedy-Otto forge with hand crank blower? |
| Stacie - Friday, 01/06/06 01:46:24 EST |
|
Canedy-Otto forge, Stacie, Its hard to place value on these things, Its value is whatever you CAN get. Not knowing what style Canedy-Otto you have does not help either. You could view the Gurus sponsor adverts here to get an idea of what a similar forge sells for as brand new... FWIW, I recently bought a excellent Buffalo table forge 50 dollars, excellent shape, most of its blue paint still still there. My buddie sold a broken and re-welded railway style Champion with knackered but repairable blower for 300. |
| - Mike - Friday, 01/06/06 03:03:26 EST |
|
Dave Boyer: Perhaps you should consider one of the newer lines of outdoor wood furnaces. Sit out in the yard (although some put them in a small outbuilding) and provide heat through hot water radiators or heat exchangers. All the mess is outside. I have heard very few negatives on them, and then they were relatively, IMHO, minor ones. From what I can gather, most load them twice a day. www.outsidewoodheater.com provides one tailor-made for mobile home or modular usage. Blows hot air in through a cut in vent or window. Cold air return comes from ducting under the structure. Cost is quite reasonable as they are not overbuilt and are expected to have to have the inside chamber (actually part of a readily available drum) replaced every five or so years. |
| Ken Scharabok - Friday, 01/06/06 07:13:41 EST |
|
I am fussy on the history of TMEN, but I believe a Japanese firm made Dave Shuttlecock an offer for the publication (which has a circulation/readership of something like 7M at the time) he simply couldn't refuse. They took it uptown with slick covers and yuppie articles. Readership crashed and they eventually resold it to another publisher. Rodale never played a part in it. Seems to me The Whole Earth Catalog was completely separate from TMEN. Some of the former TMEN staffers started their own publication - BackWoods Home or such. |
| Ken Scharabok - Friday, 01/06/06 07:19:58 EST |
|
Outdoor Wood Heaters: I absolutely despise these smelly stinky smokey creasote puking monsters. Our neighbor has one as do several folks in our nearby town. Maybe they work better in cold enough climates but in central Virginia they just sit and smoulder steamy creasote laden smoke. At one time there were EPA requirments on this type of thing but folks must have a way around them. It is very disturbing to be laying in bed at night several hundred yards from one of these things and smell smoke in the house. . . So called "air tight" wood stoves that would "burn all night" were just as bad. Living in the burbs in the late 70's during the wood burning craze was worse than living in the poluted citys of the world. A constant haze of creasote laden smoke from wood burners not running hot enough. . . And folks complain about an ocassional coal forge today. . . Wood burners need to be sized for the necessary BTU and run HOT. |
| - guru - Friday, 01/06/06 09:47:18 EST |
|
Outdoor Wood Heaters: I've watched my neighbors for the past decade maintaining theirs. It is as much trouble as a coal furnace and not nearly as convienient. They get choked with ash mixed with coals in quantities much larger than a wood stove which means a nasty job handling them and a fire hazzard if you do not watch the pile until every coal is burned out. The water heater section gets clogged with creasote and must be cleaned out several times a season (usualy when it is the coldest). These are not minor jobs like carrying the ashes out of a wood stove (had one for many years), they are all day ordeals. Add to this the volume of wood to be gathered, hauled, split piled and then fed to the monster. This on top of the really stinky smoke. |
| - guru - Friday, 01/06/06 09:57:26 EST |
|
Mother Earth: Yep, TMEN, Rodale and Whole Earth were all seperate entities. I had a subscription to TMEN from back when it was a thin little soft paper covered thing to up until they were about four times the pages with slick covers. I quit reading it just before the NYC move. I ocassionaly wonder what happened to all those "lifetime" subscriptions sold at $300 each. . . |
| - guru - Friday, 01/06/06 09:58:28 EST |
|
I want to thank John O. and Ken S. for their reply on tin, but it seems like my question never really was answered. I'm looking for a recipe for giving "tin", now, galvanized roofing metal, a look of age. The old tern plate used in New Mexican tin work would take on a real nice patina, however the galvanized sheets today are not easily "aged". Does anyone have a recipe for this. Thanks, John. |
| - Teslow - Friday, 01/06/06 12:51:25 EST |
|
Furnace linings. I'm building a gas forge but have yet to decide how to line it. It will be a square shape internally, not a cylindrical forge as I already have one of those. I was thinking of using ITC 100 coated, .5 inch thick ceramic board with a 1 inch thick layer of wool behind. My question is this, how efficient is ceramic board compared to wool? |
| Bob G - Friday, 01/06/06 12:55:27 EST |
|
Canedy-Otto-- The Western Chief is the best hand-cranked blower known to man bar none. Dunno what they or the hearths are worth now, but I paid $125 or so for my blower about 10 years ago and they are indestructible if properly (kept dripping full with SAE 30)lubed. Wood stoves-- we've heated with them here at 7,000 feet in the foothills of the Rockies for the past 30 yerars, some years when the eagle didn't fly too regularly or well, using only wood, plain old-fashioned ones that had to be loaded every half-hour or so as well as Fisher, Morso, and Godin airtights. Have not tried the automatic feed-type that burn wood pellets. They all scare the hell out of me. Be SURE to include a barometric damper in your flue!!!! They are hard to find but they are around (I recently got one via google from a store in Pa.), especially in coal-burning areas. They are not cheap any more but without one, the wind blowing over your stack Venturis, turns the stove into a forge, can overheat the pipe and possibly even melt it and/or the stove. |
| Miles Undercut - Friday, 01/06/06 12:59:04 EST |
|
Barometric dampers-- http://www.stermer.com/ and http://www.sandhillwholesale.com/ |
| Miles Undercut - Friday, 01/06/06 13:09:37 EST |
|
Forge Lining: I was wondering if Kiln Wash put on the kiln shelf would slow down the flux from eating through. I called a local ceramic store and they said kiln wash is made of Alumina Hydrate(sp), but they hade no idea if it would stop borax flux. Kiln wash is used to keep pottery and the glaze on pots from sticking to the shelf. Just a thought. |
| blackbart - Friday, 01/06/06 14:58:06 EST |
|
Okay, I just picked up 20 pounds of 316 rod for $55.00 at Metal Stock Inc. here in Philly, great place to get material. I've already forged a pair of 00 gauge talons (tapered claw type jewelry worn in expanded ear piercings). Now one of my employees (who thinks he knows it all) insists that 316 is not implant grade material, only 316LVM. How many grades of 316 are there? Aren't all types of 316 the same all across the board content-wise (anti corrosiveness and such)? I know what the LVM mean, and I'm pretty sure that it's inconsequential to the material other than carbon content. Please help me out with this "genius". TGN |
| - Nippulini - Friday, 01/06/06 15:48:32 EST |
|
Teslow, Getting zinc to act like tin sounds like a pretty tall order -- know any good alchemists? (grin). Maybe someone out there's got a solution, but the best idea I can come up with -- and it's not very good -- is this: Clean the metal up really well and paint it with self-tinning flux. Heat gently to around 500 degrees. The coating you'd end up with would be (1) very thin and (2) not pure tin, but it might be worth trying a small piece to see what happened. |
| Mike B - Friday, 01/06/06 15:56:00 EST |
|
Justin; remember that even in medieval times almost all blacksmiths would buy their metal from the folks who smelted it as a business. However if you really want to DIY do a google search on "bloomery" and discard anything that mentions flowers. It's a lot of fun; I was part of a smelting crew for about 10 years before I moved and am slowly working toward setting up my own bloomery here. The group I worked with started from getting just enough iron for a fishhook or two and after a decade we were getting 15 pound blooms from a medieval styled short stack scandanavian bloomery with human powered blast. Thomas |
| Thomas P - Friday, 01/06/06 15:57:37 EST |
|
I'd just like to note that there is a bit of a conundrum about coating hardbrick with ITC-100. Many people say to do it. I say not to. The reason is this. ITC-100 is an INFRARED (radiant heat) reflective coating. If I was using hardbrick in a forge it would be for the floor. Putting ITC-100 on the floor of my forge would cause it to heat up more slowly when I turn on my forge, which would mean that I would have to wait longer before starting to work. However, this is true for me in large part because I only work a few hours at a time in my forge. If you are working eight-hour days, then the extra 10-15 minutes of heat-up time might be offset by the gas savings. YMMV. Cloudy and very cool in Kaneohe, Hawaii. |
| T. Gold - Friday, 01/06/06 16:11:06 EST |
|
Tern vs. Galvanized: Teslow, The answer is you cannot (based on the previous posts). The reason the old metal took on the color it did was the type of coating. Tin and lead turn grey and black white zinc galvanizing turns white or yellow when oxidized. Cast zinc turns dark grey when it oxidizes with some oil but plated zinc acts differently for some reason. The problem with all metalic oxide coatings is that they are fairly unstable except for aluminium oxide anodizing. Paints and varnishes are much more stable, controlable and flexible of choice. |
| - guru - Friday, 01/06/06 17:03:54 EST |
|
T.Gold, This is something I've always wondered about. From what little I remember about black body radiation, if the inner surface of the forge walls (and floor) are at the same temperature as the inside of the forge, they would be re-radiating as much heat as they absorb. Of course, they will always be somewhat cooler than that, because of heat loss by conduction (and maybe radiation) to the outside. It seems to me that ITC-100 could be effective only if it *lowered* the temperature of the inner surfaces by reducing their absorption of radiant heat. This would then reduce the heat gradiant across the refractory, and reduce conduction from inside to outside. That said, if your floor takes an extra 10 - 15 minutes to heat up, it must be soaking up much less heat to start with. If the ITC's really that effective, I'd think you could forge just as well after the same period of time, even if the floor's not yet at equilibrium. The forge would probabaly continue to heat up after that, but that would just be a bonus. |
| Mike B - Friday, 01/06/06 17:10:10 EST |
|
hi i have a can of flux intended to be used on water pipes will this work for forge welding it is a liguid type flux intended for sodering mainly but will it serve the same purpose |
| stephen - Friday, 01/06/06 17:20:55 EST |
|
also does anyone have the recipe for flux using wood ashes apparentally used by japanese sword smiths or something thanks |
| stephen - Friday, 01/06/06 17:27:33 EST |
|
Stephen, no. Copper soldering flux is zinc chloride, and will burn off long before you reach welding temperatures. Get yourself a box of 20-mule team borax landry booster/additive ( not boraxo soap) from the laundry aisle at the supermarket. It'll cost you about $4 for a box that will last you several years under normal conditions. |
| Alan-L - Friday, 01/06/06 17:27:53 EST |
|
The Japanese forge in charcoal and use rice straw ash as flux. Rice straw has a high silica content, which melts and acts as flux on metal that is relatively clean to start with. |
| Alan-L - Friday, 01/06/06 17:29:24 EST |
|
Back when folks were forge welding wrought iron and wrought iron derrived steels a common flux was clean quartz sand or varients of it like crushed glass or even dirt dobber nests. These worked on wrought iron which is able to take a higher temperature than modern steels without burning. Borax was what they moved to in the late 19th century as besemmer and cast steels became mnore available. Thomas |
| Thomas P - Friday, 01/06/06 17:42:25 EST |
|
Hmmmmm, well it seems that I'm stuck with trying to find a source for tin sheet, or some other substitute material if I want to duplicate the look of old tern plate. I'm looking for either a roll or larger sheet. I think I remember something about using nitric acid in the brew to "age" tern plate. Of course the best bet would be to find a supply of tern plate, but I haven't been able to track any down. |
| - Teslow - Friday, 01/06/06 18:13:38 EST |
|
Teslow: DON'T look for "terne plate" you won't find it because of the lead toxicity problems. Look for genuine TIN plate. It is still made, and used in some applications. Be sure that the supplier knows you want genuine TIN plate and not galvanized. |
| - John Odom - Friday, 01/06/06 18:41:56 EST |
|
Teslow, If all you can get is galvanized steel, then you should look for electro-galvanized and stay away form the hot-dipped or "flash" galvanized. The electro-galvanized sheet is sold under tradenames such as Paintlok� and Galvanneal�. It has a matte finish that is designed to provide a good adhesion for paint and coatings, and it can be weathered with vinegar to appear a darker grey color similar to tern plate. If you want the surface to have more luster, either sand it lightly with 600 grit wet-or-dry paper or, better yet, burnish it with a polished piece of steel or agate. |
| vicopper - Friday, 01/06/06 18:57:20 EST |
|
I am looking for some assistance to identify a horse hoof cleaning implement measuring 8.5cm when folded and 12cm when opened. When folded there is a 1.5cm screwdriver. Has a Broad Arrow mark. "_ _ _ E L E Y & C. 1901" is written on it. It was found in Bathurst NSW. I would like to know what these full markings read, and a valuation of this item. Thanks. |
| Peter Haines - Friday, 01/06/06 19:31:00 EST |
|
TGN, Once upon a time 316 was the standard for implant usage until 316L was developed. 316L (lower carbon content) has increased corrosion resistance to chlorine, and is still used medically in some instances. The big difference between the 316L and 316LVM (a proprietary designation from Ft. Wayne metals by the way, BioDur calls it 316LS), is that the vacuum melting reduces the number of externally incorporated contaminants in the steel. These contaminates can corrupt the surface layer of Chromium oxide, initiating the corrosion. I'll leave it at that and let you draw your own conclusions, but if you want to discuss it further, email me. I've got a fair amount of research literature on the subject I can forward to you. Eric |
| eander4 - Friday, 01/06/06 19:33:31 EST |
|
#2, a loop weld! Even now that I am a seasoned veteran at forge welding I have a question. If you weld a bar to another bar and hold it at a low angle and don't make a weld all the way back will a cold shut form? |
| Tyler Murch - Friday, 01/06/06 19:39:14 EST |
|
Eric, I shot you an e-mail, just had a thought... if the vacuum melting process eliminates the contaminants, will working the steel introduce other contaminants? Or does it not work like that? |
| - Nippulini - Friday, 01/06/06 20:09:26 EST |
|
Guru, I have a outdoor woodburner, and have had it for years. I must have a diferent model than you have seen as mine does not require anything like you describe for maint. I do fill it twice a day. I do empty the ash/coals about every three days. I do burn good DRY wood. These are advertised as able to burn green wood, and they will, while spewing huge amounts of smoke. Mine does smoke some. More than a regular wood stove, less by far than you describe. If I was a charcoal forger, I would save the charcoal and have plenty of nicely sized fuel. |
| - ptree - Friday, 01/06/06 20:38:04 EST |
|
Gurus; question on paralled jawed post vices, recently mentioed in Hammers Blow. I Saw plans for one once, was it in BSJ, HB, Local Newsletter? Does any one have any info on if these are commercially avaliable, or plans/design (it seems a guy could fab one???) Thanks |
| - Tim in Orygun - Friday, 01/06/06 21:26:45 EST |
|
TGN, The short answer is yes, working stainless steel can introduce contaminants that will encourage corrosion. Want to see a simple example? Take a piece of wet steel wool and lit it sit on your stainless steel sink for a day or two. You'll find that the stainless is now rusting. As Eric mentioned, the chromium oxide layer is really what makes stainless stainless. When you work stainless with stel tols, you can impart contaminants of steel into the surface, creating a starting point for corrosion. This can be mitigated by passivating the stainless after working. Electropolishing and chemical passivation both work. To a pretty good degree, just pickling the stainless item in a 20% by weight solution of citric acid in de-ionized water at about 140�F for thirty minutes will passivate most stainless steels. |
| vicopper - Friday, 01/06/06 21:28:19 EST |
|
The metal sculptors I know are meticulously careful with stainless pieces, don't use regular ferrous wire brushes on them, don't even so much as set them down on a ferrous bench. The wire brush will implant teency bits of wire in the stainless. Ditto the bench-- it will rub off a bit of itself. I suspect that these tiny chunks of ferrous are what's doing the rusting. I once made a stainless sundial that developed freckles from my inadvertently having used a ferrous wire brush to clean up the welds. Likewise, I have a ferrous sundial right now that I keep forgetting to move, set down atop a stainless pedestal. Humongous rust patches are forming around it. But not from the pedestal, from the dial. I HOPE, anyhow. Maybe I should go see if it wipes off as easily as I expect it will. Gasp! |
| Miles Undercut - Friday, 01/06/06 22:33:27 EST |
|
I tooled the pieces on my Wilkinson anvil with a cross peen, then ball peened; all within 4-5 heats with a torch. The surfaces were all ground down, sanded, 1/2 thick fiberwheeled ground, buffed with Fabulustre compound, then clothflap wheeled to a mirror finish. Would the grinid and polishing help remove any contaminants during the forging process? Many thanks |
| - Nippulini - Friday, 01/06/06 22:50:35 EST |
|
TGN, That probably cleaned it up about as well as can be hoped for. At least, as long as the buffing and grinding whels weren't contaminated from earlier use on regular steel. The citric acid passivation is easy and cheap, why not do it? |
| vicopper - Friday, 01/06/06 23:21:59 EST |
|
TGN: Mechanical polishing will go a long way towards removing the transfered steel, may even remove enough surface to negate any carbon gain/loss from heating if You are going at it agressively, just be sure You don't incorporate any forign material[grit, filings etc.] while forging. I am not the expert, but I suspect as You suggest that the differences between the 316 and the fancy grades may be hard to detect after You get done forging. Where is the metal suplier You mentioned? I am near Pottstown, about 40 Miles west of the city. |
| Dave Boyer - Friday, 01/06/06 23:33:15 EST |
|
Remote wood heat: I have a Franklin style stove with a full water jacket. This unit works well, My cousin used it to heat an old stone hotel He converted to a house. If my health recovers I plan to build another shop building and put the stove in it with 3/4" finned baseboard pipe in the basement of the house, just a big loop around the perimeter. I have the baseboard pipe leftover from a previous temporary heating instalation. But first I need to get rid of the cancer. |
| Dave Boyer - Friday, 01/06/06 23:41:47 EST |
|
Stainless rusting. At the valve shop we made several million # of stainless forgings a year. We made these in the exact same dies and equipment as the carbon steel. When freshly forged the stainless had roughly the same fire scale etc. We then shot bleasted in the same process as the carbon. This removed the firescale, but left an impregnated surface that would freely rust. From there we went to the electropolish. This left a bit thinner wall than the carbon as we had to eat a pretty thick layer off the outside to remove the deeply driven in iron from shotblast. We switched to outside contract, and that contractor shot blasted with stainless shot, then electropolish. Much better. For our welded valves we had to keep stainless wire brushes to prevent contaimanation. For our SS NUKE products the parts NEVER touched steel after electropolish. even the lathe chucks were special. |
| - ptree - Saturday, 01/07/06 09:54:29 EST |
|
Nuke, SS. . We had repeated arguments about this all the time when we were in the pump repair business. The original pumps (10,000 HP) were cast and handled with steel rigging. Machined on common (very large machine tools) and ground and ground and ground by hand. Final clean up was by hand as well (of a 25 to 50 ton part). Our machinery had cast ductil iron bodies that sat on the pumps and cut the stainless with alloy bits (a non-ferrous non-ceramic HS material). That was 20 years ago when the pumps were 10 years old. . . |
| - guru - Saturday, 01/07/06 11:22:08 EST |
|
Well, the high speed buffing machine and mini bench grinder (thats the one with the 1/2 thick fiber wheel) have only been used to polish stainless steel, silver and gold. To my knowledge. I did once make a knife from cold rolled mild steel and used the machines to put a high polish on it (yes, I made mild steel mirror finish), but that was a long time ago (over a year ago). I am intersted in the pickling process as insurance. Where's the best place for me to get citric acid? Oranges? Can the pickling be done on my stovetop safely? Dave, I live in a small town called Hulmeville, pop. 900 right outside of Philly. I have gone to Fazio's Steel in New Jersey, excellent place that has pretty much everything anyone would need for anything. Problem is, it's a good 45 minute drive for me. I got my 316 at Metal Stock Inc., located on Cottman Ave. right off I-95. No website, but the phone number is 215-335-2003. Are there any ABANA type groups for the Philly area? Shoot me an e-mail if you ever want to meet up and exchange info, I'm pretty much self taught and any in-person help would be greatly appreciated. |
| Nippulini - Saturday, 01/07/06 11:24:34 EST |
|
Parallel Jawed Post Vices: Fisher-Norris and a few others made these at one time. They had two screws and a chain drive between them. Very expensive and very rare (then and now). If I need parallel jaws I use a bench vise. I have several that open to over 12" that are perfect for any job needing parallel jaws. The right tool for the job. Most of my leg vises have jaws that are worn enough that parallel has no meaning but there are always parallel tangents. In fact I have one vise that the jaws are not worn enough. Before I use it again I will dress the jaws to a slight radius. Most leg vises are used in a very narrow range usually from 1/2" to 1" and 1/4" to 1-1/4" max (12 to 25mm or 7 to 32mm). If in these ranges you look at the jaws they should be parallel at mid range (for the size of the vice). Then at the 14" to 18" pivot length if you try to measure the out of parallel you will find that it is miniscule and that any leg type vise will deflect more than the amount of out of parallel. In fact most bench vises are no more accurate. If you need parallel down in the thousandths of an inch then you need a milling machine vice or heavy precision vice. I also like jaws without teeth or serations. These just mar the work, especially HOT work. The trick is to check the jaws at the mid range for the vice (mid WORK range not jaw opening) to see if they are parallel. Many are parallel when closed, this is wrong. If not true at mid range (about 5/8 to 3/4" - 16 to 19mm) you can dress them lightly with a grinder. When closed against each other they will contact at the top and be slightly open at the bottom. With a very slight radius there will be parallel surfaces throughout the full range. There are other things that are much more critical to me in a leg vise. A good spring and a well lubricated screw with good lubricated thrust washers so that it open and closes quickly and easily. Good thrust washers and lubrication result in a vise that requires much less effort to tighten and a screw that will spin open and closed. I hate using someone elses poorly maintained vice that is loose on the bench and has a sluggish screw that requires excessive effort. When you go to the vise in blacksmithing you need it to work quickly and smoothly. A second's pause is too much when work is cooling. These are things that are more important when discussing the technical aspects of vice usage. |
| - guru - Saturday, 01/07/06 12:27:02 EST |
|
Other Parallel Jaw Vises: The famous Greenfield caulking-heading vise had a different parallel jaw system. The outer jaw was mounted in a pivot (was hinged). This assured that the jaws, which were actually gripper dies for heading, always gripped parallel and did as little damage to the bolt shank as possible. These not only gripped parallel but would also grip slightly out of parallel work flatly. If you want to go to the trouble to build a parallel jaw leg vise then this is the most cost effective and efficient system. However, if you keep a sharp eye out and are patient you can come across a Greenfield vise for around $300. Besides the parallel jaw system they also have an adjustable bucking or back-up block in the body of the vise. This is used with the heading dies to support the far end of the bar while upsetting the head. Best manual system there was. |
| - guru - Saturday, 01/07/06 12:37:44 EST |
|
Howdy!! Well I finally got my 84 ton press up and running thanks to the help of a couple of great fellows.. Now I am a squishing fiend. It's a bit slow, well slower than my LG but that isn't a bad thing with this much power. Kinda scarey but fun. Got it rigged so if I press the deadman pedal the ram lowers until it hits the bottom limit switch and stops or I release the pedal, then the ram raises back up until it hits the upper limit switch ans stops or I depress the deadman pedal and it lowers again. Now i get to make some snazzy dies for the thing. Got a few ideas for center ribs, multi- fuillers and a few other things. This is going to be fun making this stuff up. The amount of control is amazing when compared to my LG, and just as good, if not better than a quality air hammer. My only beef is the dies are one great big heat sink and they just suck the heat righ out of the work, but that isn;t really a "problem", just got to work with it. All in all, it might of took me like 11 years to get this thing down but man alive..this thing works.. JPH |
| GHPoMCI - Saturday, 01/07/06 13:23:54 EST |
|
Congratulations on getting the magna-squish before it was old enough to vote, Doc! I'll be looking forward to seeing some pictures of it, and of the trick dies you come up with. |
| vicopper - Saturday, 01/07/06 14:06:10 EST |
|
84 Ton Press Dies: Has anyone ever considered some sort of ceramic or other material for press dies that doesn't conduct heat as well? Any ceramic engineers here? |
| Matthew Groves - Saturday, 01/07/06 14:08:42 EST |
|
TGN, YOu can get citric acid crystals at the supermarket in the area where they have the supplies for canning and makeing jelly and stuff. Mix it with distilled water, preferrably. The ratio should be around 20% by weight. You can do it right there on the kitchen stove with no real worries, it isn't particularly toxic. You might check out your local Goodwill or Salvation Army thrift store for a used crock pot. Those things can usually be turned down to about 140� to keep food warm, and that is just the temp you wan tfor the pickling. A ceramic crock pot won't be harmed by the citric acid and won't react with it. You can use the pickle solution repeatedly until it gets so grungy you don't want to look at it. Then dispose of it on the ground where it will be washed in, and it won't be a problem. Oh, the enviro folks will tell you that there will be toxic metallic contamination, but the amount you're going to generate will be too small to measure, unless you're making several thousand of whatever exotic impalement device you're creating. At that level, you should have it removed by the toxic waste people and just figure the cost into the cost of your product. |
| vicopper - Saturday, 01/07/06 14:16:09 EST |
|
Tyler Murch, If you're a seasoned forge welder, then you wouldn't mind demonstrating several kinds of welds in front of, say, 50 people all the while explaining what you were doing and why. Some forge welds are better than others, even of the same kind. It depends on cleanliness, temperature, and force of hammer blows. Other factors are the scarf shape and the "setup". I got my forge welding tips from many sources, but I really like the methods shown in the old book, "Elemantary Forge Practice" by Robert Harcourt. I have the 1938 edition. He shows a common eye bolt being welded with a loop weld. A cold shut (hot shut) can be eliminated, sometimes with repeated light welding heats, but you still might be able to break the weld at room temperature by prying and hammering it apart. The reason is that 99.9% of forge welds are not as cohesive nor as strong as a gas or electric weld. There are nearly always contamination problems, especially in a coal or charcoal fire. You get microscopic slag inclusions on the interfaces, and you may also get large grain growth along the line of the weld. Nevertheless, we continue to forge weld because of aesthetic reasons (the disappearing point where two pieces join as in a loop weld), sometimes it is fast, it is a challenge, and it is fun. As far as strength goes, we follow the cowboy saying, "I don't care how weak it is, as long as it's strong enough!" |
| Frank Turley - Saturday, 01/07/06 15:03:33 EST |
|
Guru Thanks to all involed in getting me the book by Jim Paw-Paw wilson, The revolutionary Blacksmith. My girlfriend contacted a smith in Calf. who contacted you ,who sent her the book.I've never meet a more helpful group of people than those I've meet since I started smithing two years ago .Thanks again . David NC |
| David nc - Saturday, 01/07/06 15:12:51 EST |
|
Guru, you spoke of good lube for the vise screws. Any recommendations on which type of lube? Axle grease, lithium, a lighter oil? |
| Gronk - Saturday, 01/07/06 15:15:10 EST |
|
The contuning saga of my new shop.....everythings finished,I have a 250 gal, underground propane tank hooked to a Reznor cieling mount heater and to my forge. I don't get enough pressure at the forge.IGot alot more from the old barbque tank.What do I do ? Can I raise the pressure at the regulator going into the building? how? I'm hesiant to call the propane supplier,I'd rather not discuss the forge with them.Thanks for any help or suggestions. |
| - arthur - Saturday, 01/07/06 16:56:25 EST |
|
arthur-- I think there is some sort of code prohibition against running propane at higher than 11 inches water column or some such low pressure into anything that looks residential. A smithing friend with a commercial shop-- separate from his dwelling, but still under the code-- in Taos has run into the same problem. Whatever the pressure, your gas line surfaces OUTSIDE the building before running inside. Right? It should. |
| Miles Undercut - Saturday, 01/07/06 18:14:17 EST |
|
Gronk, A Good grade of moly axle grease is good. Dow Corning GN Assembly paste is by far the best translating screw (as in a vise) lube i have found, and i tested every neversieze and exotic lube I could find about 15 years ago. I did this in a R & D lab. While the Dow product is a bit pricey, I find that a tiny bit goes a long way, and a # can is a life time supply for most. Try Hagemeyer, Mike morrison at 502-961-5930 for a "brush in can" of this stuff. I believe you will find it to be very good stuff. |
| - ptree - Saturday, 01/07/06 18:56:29 EST |
|
Vise Lube: I use Never-Seize followed by WD-40 occasionaly. On the thrust bearing problem some vices have them, some do not, some have rough ones. Adding several large common washers with lube between them under the existing bearings is often a big improvement. |
| - guru - Saturday, 01/07/06 19:45:33 EST |
|
Mathew: Somehow I don't think that ceramic will be able to handle the stress differences between areas under laod and areas that are not under load, but I dunno for sure cause I am not all that familiar with ceramics at all. I just have to learn to work with this machine and around its little oddities. That's all. Still I have been having a lot of fun squishing things and the smoothness of the work surface is just, well.."sexy" if you know what I mean. VERY consistant and even. I am getting the feel on the pedal as well...Fun in the afternoon that's what I say. When used with my LG I can see some serious work being done a lot easier than just hand hammering in fullers and centre ribs like I do now. Just got to make the right kind of dies and I am set. Still, all in all I am going to weld by hand. I like the "feel" that hand welding has..this way I know I am sticking the weld. JPH |
| GHPoMCI - Saturday, 01/07/06 19:47:27 EST |
|
Propane Pressure: Gas pressures for forges are always a problem especialy with the venturi tube type. If its a home built then it is even more of a problem because your local codes may call for UL approved appliances ONLY. Note that many big name commercial forges are NOT UL approved. The last two "commercial" units I built for myself had a pretty aluminium tag made for them that listed the estimated BTU (a LOT) and required gas pressure clearly marked in PSI. It also had my name and address on it and looked VERY official. Then I was careful to be sure the gas installer knew the pressure was a requirement or the deal was off. Most dealers will find a nice 15 PSI regulator SOMEWHERE if that is what is required to complete the deal and sell you fuel. My guys returned to the shop and came back with the right regulator the next day. In your case you have several problems. The large heating unit probably has a regulator on it BUT expects low presssure on the supply. What we commonly use on forges may blow out the regulator or be beyond its capacity. You MAY need the low pressure reg for it and it may be a code requirement. THEN you have your forge which may need up to 15 PSI. If you need pressure in pounds then you have two choices. Confront the supplier with the problem OR reduce the pressure needed by the forge so you do not need the high pressure. Often it is simply a matter of increasing the control orrifice and supply pipe size. However, depending on your burner design it may not work with a large orrifice and low pressure because the venturi effect relies on pressure and velocity to work. The solution should be simple but would require replumbing and extra hardware. You need a high pressure line to your shop with a tap for the forge and a regulator for the furnace. OR two regulators at the tank and two lines to the shop. In either case money is involved and probably building inspectors and licensed plumbers. . . If your shop is attached to a dwelling then there may not be any work around code wise. Asking the building and fire code folks after the fact often opens a hornets nest. . . |
| - guru - Saturday, 01/07/06 21:28:47 EST |
|
Dies and Heat Sinks: Punch lube lets the metal move faster and easier and isolates it slightly from contact with the dies. Any that evaporates would seem to cool but also makes a gas film under the metal. . . Keeps the dies cool and the work hot. See the works by Uri Hofi on a hydraulic press on the Big BLU hammer site. Who is Uri Hofi? |
| - guru - Saturday, 01/07/06 21:34:39 EST |
|
There's another possible solution to the forge pressure problem. If you need 15 psig for a naturally aspirated forge, just change it over to a blown burner design. That can be done with some easy plumbing and a relatively small blower, and will allow you to run on ounces of pressure instead of pounds. You'll need about a 1/4" orifice or so, and a supply pipe large enough to deliver sufficient volume of propane to generate the necessary Btu's. The upside is, with a blown burner you really good control over the atmosphere in the forge. |
| vicopper - Saturday, 01/07/06 21:54:58 EST |
|
What speed are the large belt driven pedestal grinders designed to run? (The old heavy cast base, floor mount, dual stone models) Anyone here have any recommendations? |
| Bernard Tappel - Saturday, 01/07/06 23:22:53 EST |
|
Blown Burner: since the topic has come up, I am about to build My first one, have scrounged the materials. Does the 12:1 flare that is used on most venturi burners serve a purpose on a blown burner? Is that 12:1 per side or included angle? |
| Dave Boyer - Saturday, 01/07/06 23:46:21 EST |
|
|
|
|