Dave, I agree in general. However, My 1915 Southbend only LOOKS a little different than our 1930 Southbend which was made virtually unchanged for a couple more decades.
On the other hand, in the early 1950's my Dad was working for some of the major Cincinnati makers such as Lodge and Shipley, and Cincinnati-Bickford. At that time the philosophy was better, heavier, more durable. Every part was beefed up. Everything that could increase precision and durability was done. Cost was NEVER an issue. The only thing important was being the absolute BEST.
This is a philosophy and work ethic that has been lost in American industry. It is what made us the best in the world at one time. Now it is all greed and the bottom line no matter how you do it. In the past if you were the best, or one of the best, profits followed. People had pride in their jobs and as a result were more detail oriented and quality conscious.
The real definition of "trickle down economics" is that the I don't care about the product is what trickles down.
|
|
- guru
- Monday, 02/09/09 00:44:40 EST
|
 One Pass Tenons: One Pass Tenons:
First, you need a lathe with the capacity for the job. Both my 13" and 14" lathes have 1.5 HP motors and this is enough to put a 1/2" tenon on a 3/4" square bar in one pass.
Second, to be efficient on square stock you need either a square collet, a 4 jaw combination chuck or a square work holder.
Third, in production you want to setup work stops and a carriage stop so that every tenon is the same length. If you are only making a few a silver pencil mark may do.
Before starting adjust a left hand shouldering tool to the diameter of the tenon (standard centering adjustments apply). This should be a sharp HSS tool with a radiused tip. Then just clamp the work, start the lathe, bring the cutter to bear and gently lean on the carriage crank. . . cut to the stopping point.
Note that heavy semi-interrupted cuts like this are easier to make than full interrupted cuts just taking off corners. Hand feeding will easily let you take full cutter width passes (fine feed rate, deep cut depth).
Taking the cut takes less time than changing work in the chuck. A brake on the lathe to stop the spindle quickly will nearly double the production rate.
On my small 6" lathe I made square work holders by taking a nut that fit the spindle and welding on a thick end plate. I drilled the plate for the square size and filed to fit. A hole was drilled and taped from the side for a set screw.
On a larger lathe a square work adapter could be chucked in whatever type of chuck you have rather than changing the chuck. My lathe has a 4 jaw combination chuck (has a scroll to close).
I know a few folks that can forge a tenon nearly this precise in about the same time. But it is a high skill forging job. This method can be turned over to an employee with less skills and the parts made quickly, efficiently and accurately. I also find it very handy for attaching candle drip pans where I want a VERY short tenon that just holds the pan on long enough to braze it. Slightly longer would be enough to brad them on.
|
|
- guru
- Monday, 02/09/09 01:23:25 EST
|
OLD South Bend Lathes:
If you need expendable parts for almost ANY American made South Bend you can still get it from them. Expensive but still available. Now the SB 10K was a 1920s design and that was of an earlier version 1915 or so design. and updated through the early 90s sales still being made of basically same model . Clear up through early 80s you could buy (special order)the 16" flat belt that was made in the 30s. The Atlas 10 & 12 Sears, Atlas and Atlas Clausing you can still get parts for from Clausing. The little 10"/12 Atlas that was sold by Sears was the most produced totally single lathe model ever at over 1, million copies! There was even an Al Alloy (CI bed) model produced in WWII for flyaway kits powered by a 24V DC motor. The Logan was developed for M Wards as a competing model for the Atlas Sears had. The complete first year of Logans production went to Wards, then off shoots sold under the Logan Brand.
I have a BRAND NEW Atlas/Sears 12x36 commercial, made in the early 70s That still is in the orginal shipping crate never having been used ever! Clausing wanted to buy it from me to part it out! Sheesh some people! I bought it when I found it for my Dad and gave it to him.He just kept using his old lathe. Or if it was a big project or complex he just handed me the job. But when he died I just stored it still never having setup. The top lid is loose and I look in it at times to make sure its still in good shape!! ;((
See a picture of the same model I have here
pix here
http://www.lathes.co.uk/atlas/img16.gif
all info specs here
http://www.lathes.co.uk/atlas/page4.html
|
|
- Tmac
- Monday, 02/09/09 01:48:14 EST
|
That is a sweet little machine. Most of the available parts for the 6" lathes are now on ebay. . I've bought a number of parts that way. It is sad to see the little machines bought just to part them out.
I looked for many years for one of the larger bench lathes like yours but most folks that had them held onto them or thought they were worth more than I did.
This is my year to get all my machinery moved and operating. Last spring I tried to do too much and spent myself into a hole. I put too much effort into the old Porter and was trying to build two power hammers at the same time. We only have a couple more machines to move and maybe a few to get rid of. The heavy one is the 16" shaper. . .
|
|
- guru
- Monday, 02/09/09 02:39:19 EST
|
Everyone, thanks for the vote of confidence. Your words helped my argument of hand crafted value over that of the all mighty machine. I told them to not put oo much stock into a "machine"..... one day they will become self aware and kill us all.
|
|
- Nippulini
- Monday, 02/09/09 10:05:43 EST
|
TGN way back in the news group days I used to hang out at rec.crafts.metalworking---before the blacksmithing group got formed. I was absolutely flabbergasted by a thread once on how to make a corkscrew with all sorts of weird machining sugtgested to get the helical shape. I mentioned that you just headed the stock and wrapped it around a form and you were *done*
Different mindset, different skill set; but I'd be drinking wine while they were still indicating their stock in the chuck!
Thomas
|
|
Thomas P
- Monday, 02/09/09 11:53:00 EST
|
Uri Hofi was at my school a few years ago, and he forged for my class one of those overly long corkscrews, similar to what Alfred "call me Freddie" Habermann used to demo. Uri forged the corkscrew porton freehand; no form was used.
I believe that the idea behind the long shanked corkscrew had to do with a little bit of show biz. When Habermann finished his demo of it, he would get a bottle of champagne or wine and put it between his feet. Then, in the standing position, he would bend down slightly and insert the corkscrew. With the cork removed, the bottle would fill various plastic glasses among the observers, and they could have a sip. Fun was had by all.
|
|
Frank Turley
- Monday, 02/09/09 12:53:38 EST
|
Even in the machine shop there are short cuts that often get overlooked. You can often saw (even with a hand saw) to rough out a piece much faster than turning all the waste to chips. I've seen guys spend hours making chips on a mill when sawing was the fastest way to go. Then there are the newbies that layout bolt circles or setup and indicate parts in on a rotary table when all it takes is a few minutes to calculate the coordinates from the first hole to other and read them off the DRO (Digital Read Out).
As blacksmiths we have the advantage of being able to rough work to shape with the simplest of tools and with very low stock loss. Even if a part needed all over machining a forging, flame cut blank or weldment can really speed things up. However, with the advent of more powerful machine tools and the loss of captive foundries and forge shops many manufacturers have gone to 100% chip making and that becomes the mind set.
For the backyard smith these are not usually considerations but any smith with a power hammer can do some serious blanking or preforming of parts to be machined. The part that brought up much of this discussion, a vise screw is an ideal part to be blanked by forging IF you have the machinery. A 2-1/2" ball on the end of a 1" rod with a flange in between is a two or three heat job. Then machining is mostly finishing except for the threads. But the same shape can be be turned from solid as well.
But machining a corkscrew? Now THERE were folks with limited manufacturing knowledge. On the other hand, At the Kentucky ABANA conference an outfit had a fancy decorative gate water jet cut from 1/2" thick plate. Over half of the material was waste. While it was nearly two dimensional from a blacksmiths point of view it WAS steel and it had the silhouette that is all most people see. Draw it, cut it. . . weld on a few faux collars and it would look "real" to most of the world.
|
|
- guru
- Monday, 02/09/09 14:20:54 EST
|
Window weights: I have a number of window weights and wonder if there is anything useful I can do with them. Are they Pig, cast or wrought iron? I may just hang them under an anvil for added weight/mass.
|
|
Willy Cunningham
- Monday, 02/09/09 17:01:11 EST
|
Willy, they are the lowest grade of cast iron a foundry had unavailable at the time, which might be better than what many ASO's are made of. They are a pretty good source of iron for casting grey iron in a small foundry.
|
|
- guru
- Monday, 02/09/09 17:15:48 EST
|
tenons, Thanks Jock
|
|
JimG
- Monday, 02/09/09 18:07:43 EST
|
Willy,
Polish the end and you have a good stake you can use for raising shovel pans, candle drip pans, spoons, etc.
|
|
Frank Turley
- Monday, 02/09/09 18:34:37 EST
|
Hold on, just a minute there! We've rescued a lot of sash weights that were wrought iron! The wrought ones are square with an eye that is obviously forged and punched. They are the gnarlyist, crudest wrought you ever saw. Probably welded scrap with no refining. Lotta guys like it for scupture because of the gross grain. Durring the depression it was probably a way for a smith to turn ten cents worth of scrap into twenty-five cents in his pocket!
|
|
- grant
- Monday, 02/09/09 20:08:17 EST
|
Grant, thanks for the correction. . .
Ugly Wrought: Someone gave me a 1" square bar of wrought iron. When I examined it closely it was a series of pieces all about 2" long welded together. . . Job for an apprentice? I can hear the master smith now. . "Take all that scrap and weld it into 1" bar. When you are done. . ." Or was it a VERY frugal smith cleaning up his shop? In either case the result shows that SOMEBODY practiced, practiced, practiced. . .
Now, what I HATE about this piece of wrought is that it has such a good story I would hate to use it. But most of my wrought collection has a story. . .
|
|
- guru
- Monday, 02/09/09 20:33:53 EST
|
Machine tools, eh? Well things do change. I'll put my Haas CNC vertical mill up against ANY old manual. My old Cincinnati had like 10 HP to run everything, my Haas has a 20 HP 0-10,000 rpm vector drive spindle and I can make it flat groan! The Haas will make ten times as many pounds of chips per hour. I�ve never seen an industrial machine with ball ways, although they DO use ball SCREWS. My Haas has a massive cast iron frame with box ways and I rarely see more than a few tenths deflection. Machine speeds, feeds and rigidity paced the development of cutting tool technology, from carbon steel to high-speed steels and then to carbide and now ceramic cutters. Both of the latter demand the utmost rigidity. In many cases the CNC requires less tooling too. I can machine out a perfect 2� hole with a one-inch cutter. If I�m removing a lot of material I can go off and do something else!
Sure, I love old machines and you can get a lot of work out of them, especially in a blacksmith shop. They can often be had for less than scrap. But there has been REAL progress!
|
|
- grant
- Monday, 02/09/09 20:54:41 EST
|
TURNING TENNONS IN A LATHE
Been there, done that. I agree completly with the Guru. One trick I learned was using a simple split bushing to hold square bar. Say, for half inch square bar, you make a round bushing about 1-1/4 OD with about a .700 hole. Split it down one side, so it can close a little when you tighten down the chuck. This will hold a half inch square "on the corners" which works great and saves making a square hole.
|
|
- grant
- Monday, 02/09/09 21:05:12 EST
|
Lathe note:
Jock made a very good point about having a hefty motor to do those one-pass tenon cuts. Don't, however, fall into thinking that putting a bigger motor on a small lathe will let you do that! Unless the lathe is solid enough all the way around, you'll just ruin an otherwise good lathe. Lighter lathes have thinner gears, lighter ways, often no real support beneath the ways, etc. If the thing came with a 1/3 h.p. motor, such as on the 12" Atlas/Craftsman lathe, a motor three times the power will trash those cast zinc gears and/or tweak the flat ways if you snag the cutting tool solidly.
You can still use the lathe to turn tenons, just not in one fast pass on 3/4" stock. I'd forge them, since that only takes a couple seconds with a power hammer spring tenon die, but I'm way more of a smith than a machinist. Just ask anyone who ever saw me trying to machine anything. (grin)
|
|
vicopper
- Monday, 02/09/09 21:11:29 EST
|
Grant:
Really GREAT idea on the split bushing, thanks!
|
|
vicopper
- Monday, 02/09/09 21:12:39 EST
|
Grant, linear ball ways on Okuma, and Mazack for sure, had them, seen the wrecks. The Mazacks we had at the valve shop were everything from a simple cNC lathe to a pair of dual turns. All had linear bearing ways. Let them move fast, reduced cost, but made them unable to hog. And when you had a wreck, you usually lost .005 to .015" of accuracy until the ways were replaced.
Haas is in an entire different class than the linear way machines. Mori Seki and cinncinati still make fine cast box ways.
My '60s Lodge and Shipley lathe up in my home shop is cast ways. Cast frame. Cast near everything. A 14.5" by 56" plain engine lathe and it probably weighs 5000#+
For heavy cutting, at the valve shop we liked Cinncinati machining centers in CNC, Warner Swasey Machining centers and for simple chuckers New Britian.
Wanna talk chips in the pan? We had a Barnes machining center for Crosses and Tees. Took a 11.47# forging, and made it into a 2.47# tee, and it did 270 an hour. Hows that form chips in the pan? Actually shavings or curls, since that hot forged 1023 would not break chips with a simple fed twist drill, even lipped and chip breaker ground)
And that barnes was a honking big cast, early 60s machine.
|
|
ptree
- Monday, 02/09/09 21:23:45 EST
|
I AM A STONE MASON IN CENTRAL PA. I WAS WONDERING IF YOU KNOW ANY SMITHS THAT TEMPER HAMMERS
|
|
BRENT
- Monday, 02/09/09 21:58:20 EST
|
Ptree? Ain't that a dish for growing cultures?
Ball way: I was just thinking about those ball ways that run on a shaft like they use in some "lab" type machines. Yeah, The Haas is not a real high class machine, just a good value and a real workhorse (like a Model T). Friend of mine who is a quantum physicist at Boeing Co. works in their high-speed machining research center. Last time I talked to him they had their test bed machine running 100,000 RPM with a 1/2 inch cutter running 1/2 depth traveling at over 6 feet per second!! No chips, just vapor!! They had an old Cray processing everything �cause they can�t let the feed slow for a turn. Has to be planning ahead. They got him involved because quantum physics better explains what they are seeing than Newtonian does! I don�t know; does the scrapper take vapor?
Speaking of labs: Friend was having trouble deciding between a Golden Lab and a Black Lab, so he ended up getting a Meth Lab!
|
|
- grant
- Monday, 02/09/09 22:32:06 EST
|
Hello, ive had a 55 HF aso and the soft cast iron seems easily cut. My dads freind gave us a large horazontal/Verticle Bandsaw and I wanted to cut off the horn and the heel and make a medeival like anvil. Problem is, i still have the issue of the soft cast iron. So thought i hear its expensive i wanted to add a hard face with and arc welder, and ive no idea what kind of rods to use. Ive only used 6011 mild steel rods and have never touched cast iron. So, what kind of rods to i need, and any changes gonna appear in arc welding cast?
|
|
- Jacob Lockhart
- Monday, 02/09/09 22:47:47 EST
|
I have bad Spelling and grammar, sorry. Some of that is I try to type faster than I should. My dad also says my mouth moves faster than my brain.
|
|
- Jacob Lockhart
- Monday, 02/09/09 22:49:57 EST
|
Thank you, guru, for the info on using the impact wrench for twisting. I'm glad I asked about it here before wasting my time trying it in my shop.
While on the subject of old lathes, I have 2 which I acquired in Worcester, MA and I wonder of the pedigree. A large one, almost 9 feet long, with a plaque reading Parquhay and Chandler, which I've found no info on.
I also have a smaller lathe that says Worcester Machine Co.,
which I like to think of as having been made in worcester.
I got these for the price of moving them, and I'm slowly trying to learn how to use them.
Thanks
|
|
- Josh S.
- Monday, 02/09/09 23:04:48 EST
|
Jock, I understand Your point, Ford made Model Ts long after everyone else had moved on too. If You compare the South Bend lathe from 1940 to a Monarch of 1940, other than both being lathes, there is no comparison. I have an old South Bend 16"x72" My Grandpop resurected in about 1960, I hope to get it set up in My shop some time.
|
|
- Dave Boyer
- Monday, 02/09/09 23:06:40 EST
|
Jacob Lockhart,
You can't just start melting hard-face rod onto a cast iron anvil body - it simply won't work. First, you need to pre-heat the anvil to about 400 degrees Fahrenheit and then you "butter" the face with stainless steel or high-nickel rod to make a transition form the CI to the steel hardface. After the face is buttered, you peen it some and then start laying down passes of high-impact hard-face rod. The particular rod varies depending on manufacturer, so you ask your welding supplier. After the first layer, you peen, grind, and then lay down another series of passes to fill voids and build up more surface. By now, you will have burned up about al hundred bucks worth of rod trying to make a silk purse out of a sow's ear, so to speak. Definitely a waste time/money, if you ask me.
|
|
vicopper
- Monday, 02/09/09 23:26:34 EST
|
Brent, I temper hammer heads, if I know what they are made of. Click TopPost and Gurus for contact info. I'm in Santa Fe, NM.
|
|
Frank Turley
- Monday, 02/09/09 23:28:14 EST
|
i was wondering about making my charcoal forge out firebrick, that is i need to raise up the bed 4 inches so ill lay the firebrick on top of an old cast iron tablesaw top and use a sheet of sheetmetal 3 eights thick to hold flange and 1 1/2 black steel pipe. for a firepot ill pour refractory cement at say an inverted pyramid sloped towards the hole in sheet meat at top its 10 inch square and 4 inches deep (it will meet top of table firebrick) going into a 1 1/2 opening. also around side ill stack firebrick up at 10 inch all around but leave a good gap in the front to work. ill wrap all firebrick on outside with ligh gauge sheet metal, just to hold it together, but ill shoot up say 16 inches thats 6 inches past the firebrick. does this sound ok i know i over compicated thes but i cant weld so i want a forge to make knives that will last and with ample room to stack spare fuel around sides. do you think it will suffice????? ps ive made all my own charcoal and got an old railline for an anvil im just waitin on the right forge design. thanks
|
|
stephon
- Monday, 02/09/09 23:35:50 EST
|
Forge Design: Stephon, That is a lot of overkill for a charcoal forge. Generally a forge fire needs to only be 6" or so deep under work to be forged. Deeper gets you to a welding heat. Push a little too much air and you will melt anything iron you put into it. Forges are a balance between fuel depth, air and how the fire is maintained. If the forge is too big or too deep you will constantly be burning your work. Forging blade and tool steel requires lower temperatures than mild steel or wrought. Overheating alloy and high carbon steel steel can ruin it. So you want a forge with plenty of heat but not TOO much.
Your firepot is a good bottom blast design but does not need a whole lot of depth above it. A 3 or 4" rim is normally satisfactory. The extra sheet metal could be used in better ways such as for a hood.
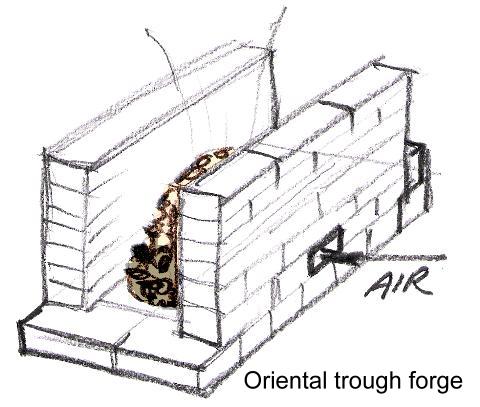
If you have the fire brick then you can build an oriental style trough forge like Japanese bladesmiths use. Just stack them up as shown (bricks roughly to scale).
This is a well tested design for burning charcoal. The fire can be shallow or deep, long work fits, you can adjust the fire zone with a couple bricks.
The advantage of a stacked forge it that it is not permanent. So, if you don't like it OR it does perform the way you want then let it cool and restack the bricks. Once you are happy you can make it more permanent, enclose it, do what every you want. The loose bricks give you a chance to experiment and learn.
|
|
- guru
- Tuesday, 02/10/09 00:34:07 EST
|
Impact and Lathes: Josh, Using the impact wrench would not have been a waste of time, it would have been a learning experience. If you had gone out and bought one for the purpose, THEN it would have been an expensive learning experience. Impact wrenches are great for getting a lot of rusted parts apart with less damage than the alternatives.
The problem with buying old machinery in New England is huge number of manufacturers that came and went. The list at www.lathes.co.uk looks very complete but it did not include my Porter (or yours).
Try a google search on "Industrial Worcester" and check the book. This was a hot bed of machinery making and invention. Blanchard, Morse, Reed (might be your lathe).
According to the above the FE Reed company lathe was a world standard at one point. Later there was a merger creating the Reed-Prentice Company (my favorite vise maker). Reed lathes are featured in my 1899 Carey Bros. Catalog. With the exception some very minor details they look like my Porter. Send a photo or two and I will see if they match up.
|
|
- guru
- Tuesday, 02/10/09 01:24:47 EST
|
Parquhay and Chandler: I can find nothing on these either. However, it could be like my Porter which has no permanent name marking that I can find but has a big brass with blue background tag next to the change gear table on the head that states "Carey Machinery & Supply Company, Baltimore, MD" in big letters. It was common for the catalog houses of the time to mark their machinery.
Carey made nothing but sold tons of tools and machinery all up and down the East Coast starting in 1886. Their 1899 catalog is 800 pages and hard bound. I also have one of their catalogs from about 1930 (1othe Edition) and it is 600+ pages but has tables of machinery sizes and features rather than engravings of every machine like the earlier catalog. It includes various machines of all types including Nazel and Little Giant power hammers. Catalog 12 was published in 1941 and #15 in 1956.
|
|
- guru
- Tuesday, 02/10/09 02:03:02 EST
|
Hi All,
It seems that wrought iron is a fairly popular material (for smiths and knifemakers) but the only place to get it is from old scrap. If that is an accurate statement, then it follows that wrought is a finite resource that is dwindling.
Is there a source for NEW wrought iron? If not, would there be enough demand out there for such a source (i.e. a small production facility dedicated to producing new wrought)?
Just a random thought I had, so start shooting holes in it. :)
|
|
Rob Dobbs
- Tuesday, 02/10/09 02:06:49 EST
|
Wrought Iron: Rob, You are right on all counts. There currently are places that claim to be "manufacturing" wrought but what they are doing is recycling old wrought by welding, hammering, rolling into new bar and plate.
The problem is the tremendous cost of actually making new wrought. It would require a specialized "mini mill" dedicated to this purpose. I doubt that even with ALL the old wrought gone that there would ever be that high a demand at a price high enough to support such an investment.
So, yes, wrought iron is doomed to a technological extinction.
|
|
- guru
- Tuesday, 02/10/09 08:38:50 EST
|
Robb, in the face of dwindling supplies of wrought, the popularity of learning how to make it is on the rise. Yes, you can make it at home if you have the time and a safe location to run the bloomery furnace. See the Anvilfire news, current edition, page 16 for information and a resource CD.
|
|
quenchcrack
- Tuesday, 02/10/09 08:57:47 EST
|
Jacob Lockhart, maybe you should consider this for your HF 55# ASO. If you go ahead and cut the horn and tail off then drill and tap four 1/2-13x2" holes in the top in a symetrical pattern, say 3"x3". Now drill the same hole pattern for clearence holes through a siutable plate of steel to cover the top and then counter bore the holes for the head of the bolt to sit below the surface of the plate. Bolt the plate to the anvil and weld the the holes shut. Grind the whole thing smooth and flat and start pounding...
Remember that you started out with an ASO and now you have an ASO with a steel top on it that may do the job for you untill you can get a real anvil.
Just a thought.
|
|
- merl
- Tuesday, 02/10/09 10:14:59 EST
|
TURNING TENNONS IN A LATHE
You are doing it all wrong! ;-)
I have done a few million of these, not as tennons but as a bearing surface on the end of a shaft, we used two different tools depending on the size, for the smaller ones we used a piloted counter sink with the pilot removed, and for the larger ones a hollow end endmill.
Mounted in a sliding toolholder on the tailstock with a 2 foot handle kinda like a handchucker without the turret, and depending on the size of the tool 4 or 6 or 8 teeth, the chips would fly.
The right way to to a job is on time and under budget, how you do it doesn't matter.
-Hudson
|
|
- Hudson
- Tuesday, 02/10/09 10:34:32 EST
|
Ptree: Got a question?
I see you built quite a nice P-hammer. What is you call a "helv" is that your name for it or is that the name for that
type of a design? Looks like one of those oil field wood peckers ;)). Iam not a b-smith and just dont know all the names for these tools. I was wondering if 1. that the hinge point couldnt be moved to the back end. 2. If the "walking beam" couldnt be made from a solid stock. With the "lost motion compensation be installed in the actuator arm.
I was also wondering just how well the the "Oleo" strut
(hyd cyl with air oil) work like is shown on another hammer in the hammer file?
I was thinking of a lighter hammer to. Of about 10-15 lbs. I have an old motor driven enclosed (runs in oil) Fairbanks Morse pump jack to make a small hammer from. Its a small by pump jack standards, but still is at least 200 to 300 lb box. Just some thoughts.
My right elbow goes off sometimes and can hardly move it, would be nice not to have to make that hurt any more than it does right? ;((
|
|
- Tmac
- Tuesday, 02/10/09 11:41:01 EST
|
Jacob, cast iron was not in general used for medieval anvils---cast iron being a more toward renaissance type of thing and the time and materials to convert the ASO into a medieval styled anvil would probably be more expensive than buying a large chunk of scrap steel and using it!
What the MOB did with ones of those 55# HF ASOs was to drill a hole through the heel toward the horn (not intersecting the hardy hole).
Then drill from the side a series of holes intersecting the first hole but not going all the way out on the other side and then tap and plug those holes.
And lastly drill down through the top of the anvil into the cross holes to make a grid pattern.
We then hooked it up to propane and made a gas stove to make coffee with at Quad-States...
Drilled like butter and had so much graphite it was a wonder it held together!
Thomas
|
|
Thomas P
- Tuesday, 02/10/09 12:02:23 EST
|
Real Wrought Iron; unfortunately the market is really quite small. I've know several people think they were going to make a killing with WI only to find that it was hard to sell enough to warrent the expense of dealing with it. Shoot a friend of mine was giving it away after his wife laid down the law...
There are not a whole lot of folks willing to pay for the expense and hassle of real wrought iron for historical work and while it's beloved by knifemakers they tend to use less than a pound or two a year per maker---one old wagon tyre will last a maker for *years* generally.
I've smelted wrought from ore and will do so in the future but it's more for the bragging rights than for any need. Note that the folks bragging about it will seem a lot more prevelent than the thousands of folks not using it and not posting their brags.
Thomas
|
|
Thomas P
- Tuesday, 02/10/09 12:09:17 EST
|
Stephon; if you want a forge that will last I assume you have been using one for years and know exactly what you want out of it and so don't need to ask us anything about it!
Otherwise I would say that you will probably want to go through several interations of forges till you get just what *you* want. Think of them as a shop consumable rather than an alter.
Using a cast iron table saw table is rather a waste of the table! Save that for mounting SiC paper on and flattening scales and guards on. A heavy sheet steel base will work better as a forge base in my opinion.
Thomas
|
|
Thomas P
- Tuesday, 02/10/09 12:15:33 EST
|
Thomas P
"What the MOB did with ones of those 55# HF ASOs was to drill a hole through the heel toward the horn (not intersecting the hardy hole)".
I thought what you were going to say is that "What the MOB did with ones" was they then tied them onto to the bodies they "Wacked" before they tossed them into the East River. ;))
|
|
- Tmac
- Tuesday, 02/10/09 12:26:58 EST
|
Real Wrought Iron:
Thanks all for the info. It is as I suspected but wanted to verify.
Kiitos
|
|
Rob Dobbs
- Tuesday, 02/10/09 12:31:21 EST
|
Grant, you may love your little Hass but the shop I work at used to have a couple of them and we had to get rid of them because they could not stand up to the amount of work we tried to put across them. We now have all Mazak vertical machining centers (all 50 taper), three Mazak horizontals (two 40 taper and one 50), four large Toshiba horizontal boring bars (all 50's),a huge Niigata horizontal with a pallet changer and six pallets(50 taper),
a large SIGMA vertical machining center(50 taper) and a fleet of Proto-Trak knee mills in 40 taper. A Mazak QT 350 turning center and a bunch of Proto-Trak cnc engine lathes.
One of the Haas mills we had would fit on the pallet of the Niigata with room to spare, we actualy had a picture of that on the company web site years ago.
Bothe of the Haas machines had 12,000 rpm optional spindles in them that we had to replace once a year because they wouldn't hold up to production, we ended up getting rid of them in less than three years.
We burned through a big Fadal vmc and three Okumas in five years too.
Least you think we just sit around making chips, we also have four water jets running nite and day to do as much pre machining as possible for weldments and making rough blanks were ever possible.
We are doing a defence contract right now that has three of our largest machines tied up cutting out armor plate kits from aluminum armor plating. They each produce more than a cubic yard of chips per hour and that is with minimum extra stock on the blanks and that doesn't count the large cut outs for windows ect...
This contract has been running for a year now and will continue for at least another year.
The Niigata was new in 1981 and we got it used, the Toshibas are only five years old but, they do a good job.
These machines run at least 20 hours per day and the ones on the contract run 24/7.
I used to run a Rockford planner mill at another shop. With a work envelope of 6'X6'x14' it wasn't the biggest one in the place but with a 100hp hydraulic system for the planner and, a 50 hp, 20"dia. x 28"long spindle motor, it was the fastest machine in the shop. I don't mean it moved the fastest but, it produced the most cubic feet of chips per hour. I bet if I bolted your Haas up on that machine I could turn the whole thing to chips in about a half an hour... but that would be a waste of a nice little machine. The Haas machines have their place but, it's not whare I work, I guess.
|
|
- merl
- Tuesday, 02/10/09 12:45:57 EST
|
Wrought Iron manufacture: The bloomery method of making wrought was very expensive and replaced by the puddling method which was more commercial but the job of doing it was worse than stoking the fires of hell. Both methods were replaced by the ? Baire ? process where blast furnace iron was converted to wrought by the addition of slag then pressed and rolled. Basically pure iron was converted to a wrought iron structure in a steel mill operation. This is still the most economical method of producing wrought in quantity. However, at the time this process was in use many engineering references were still extolling the virtues of wrought iron for bridges and exterior ironwork, ignoring the superior strength of mild or structural steels.
At this time there are still significant amounts of wrought scrap to be found so there is no need to go to the expense of making it commercially. Those making it the hard way are doing it for research and educational purposes. The results of these efforts would have to sell for $50 to $100 a pound to be profitable. Compare this to identified scrap selling for $1-$2/pound and unidentified scrap selling for scrap steel prices. Then you have Pure Iron selling for about $5/pound.
The few bladesmiths using wrought for the pattern would just make something else if there was no wrought available. It is art using what is available for the look not a necessary material.
I have the booklet on the process mentioned above that I continue to misspell. . Tomorrow I will go on a mission to retrieve it and we will put it on-line.
|
|
- guru
- Tuesday, 02/10/09 12:57:57 EST
|
The MOB dosen't whack someone before the cement shoes, they let the East River do the whacking.
|
|
- Nippulini
- Tuesday, 02/10/09 13:24:46 EST
|
Plating an ASO by Bolting: Paw-Paw had one of those little cast iron USA anvils which he beat up pretty bad. He had someone (his son I think) mill the top flat then he purchased a block of steel and had it machined to fit (about 1.5 x 3.5 x 12"). THEN he proceeded to try to drill, tap and counterbore eight holes for 3/8" bolts using one of those little $50 Chinese bench drill presses. From the crookedness of the holes in the anvil I think they were drilled with a hand drill.
The result was a bunch of crooked holes that did not line up with unfinished counterbores and a box full of worn out and mangled drill bits. Many hours were expended, the project never completed and a lot on money spent. All to convert a cheap ASO into not much more useful expensive ASO.
This job COULD have been easily completed with a good metalworking drill press. However, most folks that can't afford a real anvil (new or used) also do not have sufficient metalworking machinery or the experience to be making major modifications to a 50 to 100 pound piece of iron. A piloted counterbore to make good close accurate counterbores for this project costs nearly as much as a 50# ASO. . . A good drill chuck for the necessary size machine costs MORE than a 50# ASO. . .
TRYING to make a good anvil out of an ASO is a worthless endeavor. It is a waste of time and money. It is throwing good money after bad with no hope of success. It is a pipe dream.
|
|
- guru
- Tuesday, 02/10/09 13:26:36 EST
|
the older I get the more free is my favorite four letter F word, but it also has some disadvantages. A friend gave me a "high end" cutting torch, has worked very well for quite some time... then I need a new tip (smaller size). Needless to say, it stumped the counter guys at th local welding shop. It appears Rego is no longer manufactured and does not covert to "standard sizes". I have a Rego K X 6-56 (it seems 56 is the drill size?) and am trying to get to the equivalant to an 0 or 00 (in Victor language). they are thinking about a 62 drill size would be equivalant, but will not promise anything. Cost is around 35 + shipping. Is this correct, or do I need to back up and take a different path.
thanks,
nathan
|
|
- nathan
- Tuesday, 02/10/09 13:28:25 EST
|
Greetings, Folks and cheers to you, Guru:
I am in the final stages of making a custom anvil (two of them, actually - I found a giant rem with enough stock for two!). The shapes are cut and the faces milled. I have the anvils at a trustworthy heat treater right now. But I am wondering what would be the best case thickness or depth for a reliable anvil. He said he could easily do about .100 inch at a hardness of 52 Rockwell C or higher, with a decreasing hardness down to about .250 inches. Is this enough case depth? Any thoughts? Thanks in advance.
Arik
|
|
Arik
- Tuesday, 02/10/09 14:07:54 EST
|
Well, I don't think making wrought iron to sell was mentioned in my post. It takes way too long by today's standards to make a product to sell to a few old coots who want the real stuff. HABA is going to give it a try just because it is a challenge. However, I do know a smith or two who make WI for the products they make.
|
|
quenchcrack
- Tuesday, 02/10/09 14:29:27 EST
|
I have a few small pieces of wrought. Only thing I really used it for is for making billets of laminated steel. What else is it good for that makes it so sought after? (heh heh, sought after-wrought after)
|
|
- Nippulini
- Tuesday, 02/10/09 14:41:44 EST
|
Arik, That sounds about like the standard heat treat on modern anvils. The 52 Hr is a good non-chipping harness but might mark a little. However, most folks prefer no chips.
Sounds like an interesting project. We would love to see photos if you have then or post and article on the finished project.
|
|
- guru
- Tuesday, 02/10/09 15:21:11 EST
|
Hi, Guru:
Thanks so much for the quick response. Yes, this has been a really exciting project. You may remember from previous correspondence that I am with an ancient Roman reenactment society. As an educational group, we like to present the crafts of the times accurately. My love bieng blacksmithing, I decided to replicate a working blacksmithing shop for our displays. so, I these anvils are authentic replicas of Roman anvils. They are based off of wall paintings from Pompeii and some of the extant excavated examples from Britain and Germany. I'll gladly send somem photos when done. All my best,
Arik
|
|
Arik
- Tuesday, 02/10/09 15:24:35 EST
|
Why wrought Iron in 2009? It's a little softer under the hammer than MS. It's useful in making repro hardware and tools, if you want to be true to the material. It is a tad more rust resistant than MS, maybe 'cause some silicate is on the surface. It looks nicer, if you enter a sculpture in an exhibition, for the label to say "Wrought Iron" rather than "Mild Steel." 'Mild' sounds like a taste test. It's more easily cut hot because of its low tensile strength. When it gets thin on the hardie, the final shearing blow is more like easily breaking the pieces apart rather than shearing them. If you acid soak it for say, jewelry or belt buckles, the stringy structure will begin to emerge topographically, sometimes a desirable effect.
Don't get me wrong. If you're used to forging MS, WI behaves differently. It's worked at a bright heat, because of its sometime red shortness. You need to be careful bending it. When making tenons, fillets must be left at the base with a countersunk monkey. There will be enough salvaged WI around for my use; that's for sure.
|
|
Frank Turley
- Tuesday, 02/10/09 16:22:30 EST
|
Knifemakers like wrought iron for fittings for frontier knives and a few upscale ones as well. They generally want the lower grade stuff with more "interesting" patterns in the silicate inclusions.
Guru; I believe you are thinking of the Byers Process and the book perhaps being "Wrought Iron: Its Manufacture, Characteristics and Applications" Aston, James
They used hydraulic system to "knead" the mixture of bessemer steel and slag to get it to form wrought iron.
Thomas
|
|
Thomas P
- Tuesday, 02/10/09 16:30:09 EST
|
Thomas: not to get pickey, just want to be clear. It was Bessemer "iron" not steel as I believe they blew it down to near zero carbon. Yeah, that book is real interesting. Is that the one that mentioned rolling plate that had layers at 90 degrees (like plywood) for strength in both directions? Funny, they made near pure iron and then they added slag to give it the distinctive grain.
Actually, from a blacksmiths perspective, pure iron give most of the good qualities without the bad except for the grain if that's what you want. I used to have some "Norway iron" which was made by a charcoal process that had very little slag. I could bend (cold) a 3/4 inch thick piece right back on it's self without fracturing. Very tough stuff.
|
|
- grant
- Tuesday, 02/10/09 18:04:37 EST
|
There was a company a while back that made almost pure iron. They sent me a free sample of 3/4" bar. I lost it in my heap of scrap. I got the link to the company from a post here, maybe someone with a better recollection than me could post it.
Now, my dad is showing me all these laminated pattern knives and is calling them Damascus. I keep trying to tell him it is not Damascus, similar to calling tissues Kleenex, tape as Scotch Tape, Xerox, Post-It Notes, Band-Aids and the like. What is the specific definition of Damascus? Does it need to be made in Syria? From my understanding it has to be made of wrought iron and carbon steel layered.
|
|
- Nippulini
- Tuesday, 02/10/09 18:14:50 EST
|
Damascus shamascus: Nip, I've been fighting that battle for years and it will never get cleared up since even the knife makers call laminated steel "Damascus".
True Damascus steel is made by the "Wootz" process in small crucible by decarburizing cast iron. The very slow cooling rate produces a crystalline structure that results in a pattern that gives a unique sheen. The term "damask" for cloth with a shiney rippling texture comes from Damascus steel. The reason it is called "Damascus" is that the Europeans found it there or imported it from there. It was made throughout India the Middle East and Turkey.
Laminated or pattern welded steel is a European process used to combine wrought with high carbon blister steel to get a more durable product. Over time the process led to making specific patterns. Because the finer patterns had the sheen and patterns similar to Damascus and that it was believed to be how Damascus was made the laminated steel took on the name Damascus.
The Japanese process that results in patterned steel is yet another process. The Japanese make a crude high carbon steel by a direct process. Then this is stacked on wrought or previously made steel billets and then welded together. It is then folded and welded over and over to create a nearly uniform product. The problem is that decarburization occurs so that too many folds and welds results in much lower carbon. So, when the steel is uniform ENOUGH they stop. At this point there is still some patterning or laminations that can be detected in the steel.
Modern makers start with high quality steels and laminated them with the primary goal to make artistic patterns. However, at one time the Swedish army had a roll welded laminated steel made for fighting knives. This steel was said to be very hard but capable of being folded back on itself without cracking due to the softer layers supporting the hard brittle layers. Many bladesmiths still apply this type unpatterned laminated steel to the edges of their blades.
|
|
- guru
- Tuesday, 02/10/09 18:48:27 EST
|
Damascus was a city from whence many of the swords were distributed. In relatively recent years, there have been experiments done which purport to show that the patterning on the old blades was made as a result of the steel-making process, perhaps done in India. It had nothing to do with pattern welding. The metallurgy is involved. See http://www.tms.org/pubs/journals/JOM/9809/Verhoeven-9809.html
|
|
Frank Turley
- Tuesday, 02/10/09 18:48:37 EST
|
TMAC, My power hammer type is more properly called a guided ram spring helve. The spring pivots near center to allow the leaf spring to take on an"S" shape during use to store energy and give that Slap at the hit. This system is simplier than the Gupont system of levers and springs. I found this to be a simple hammer to fab up, using found items to make the pivots etc. There are many who do not feel this is the best design for a junkyard hammer. I can only offer that my hammer has been working since 2002, and initially cost my $42 including the Sacrete for the foundation. I am a good scrounger.
I have run 4 or 5 Little Giants and find that for the same size ram my hammer hits about the same. I find the tire clutch that I retro fitted to have better control than the LG's. I find that with the spring helve a brake is NOT needed and can easily hit single blows. The tire clutch allows good control of speed.
If you need more info, click on my name and e-mail me.
And I bought a set of the tire hammer plans at Quad State last year, mostly for the ram guide prints. May yet build one so I can compare.
|
|
ptree
- Tuesday, 02/10/09 19:07:04 EST
|
Jock, thanks... will copy and paste that. Personally, I was amazed at my first billet, the knife I made has 16 layers, twisted, doubled, then forged into the blank. After etching, I decided to test it out by putting it in the vise, bending it 90 degrees and back again. Simply amazing that it took the abuse and maintained the way it did.
|
|
- Nippulini
- Tuesday, 02/10/09 19:29:55 EST
|
Geesh Meri, I wasn't looking for a pissing contest! Yes, there are bigger machines out there, even Haas makes some pretty big machines - bigger than I can fit in my current shop. So what? You can argue good experiences/bad experiences with Chevy/Ford/Dodge too. Tha fact is there are thousands of Haas machines around here making aircraft parts for Boeing that meet very rigid inspections. Since shipping their first machine in 1988 they have grown to become the largest, most sucessful machine tool manufacturer on the planet! Last year (before the collapse) they were shipping over 1,000 machines per month. I've owned most of the brands you mentioned and I chose a Haas for the little operation I have now. I could have spent twice as much on say a Mori, but that would have been a total waste! I don't need that much precision. Like they say in racing: "Speed cost money, how fast you wanna go"? Course it's easy for you - you ain't writing the check, are you? Like I said in my first post, "the Haas is a good VALUE"!
OBTW: Haas is made completely in the U.S.! Yes, they have factories in China and Europe, but those only serve those markets.
|
|
- grant
- Tuesday, 02/10/09 20:05:07 EST
|
Grant;
You in Seattle? or Portland? or thereabouts? or Wichita? And yep Haas makes some great stuff!! ;) But I guess they had a few problems with controllers and software in the early machines. Or am I thinking about Hurco?
|
|
- Tmac
- Tuesday, 02/10/09 20:16:28 EST
|
Tmac: Yes! Thereabouts. I'm close to Mount Rainy-er. In the early days they all had trouble with software and controllers. I don't think there's a brand out there that I havn't heard horror stories about. Loyalties run the gamut just like cars. What IS the best car/truck?
|
|
- grant
- Tuesday, 02/10/09 20:54:04 EST
|
Grant:
You doing Boeing parts? I was at Vancouver Wa. I know of several Haas in Portland to. Around the PNW you find producers every where in the wood work right? ;))
Well the best car is the one I can find for near to a hunsky$ I can get and safely put it on the road ;)) and still be able to keep it running myself!
|
|
- Tmac
- Tuesday, 02/10/09 21:10:57 EST
|
Grant, I noted that Haas was in a different class, meaning that I felt that it was a definete notch above the mazacks et al. i happen to like haas, from what I have seen heard, we just never had any. A Hurco we did have, and not a good one.
Other than the tool room, our machines tended to be production job lot machines often running lots in the hundred thousand parts when I first started. Heck we had screw machines that ran 70 stems an hour that ran 2 to 3 shifts on the same part year round. In those machine accurate parts and puonds per hour through put made the money. Of course the accuracy was not aircraft grade, but the lots were just a mite bit bigger:)
In our tool room, OKK mills, CNC, with half size spindle drive motors ruled, with Diahatsu Lathes also with half size spindle moters.
The half size spindle drives were to get a in effect a double size frame and ways for rigidity and accuracy and longetivity of that accuracy. Odd idea from the old days that our management held to. Seemed to bear out. We had a 1903 Pratt and Whitney Jig bore that was in use and smack on.
|
|
ptree
- Tuesday, 02/10/09 21:23:12 EST
|
Hey Ptree;
Check this lathe out for production on an undersized motor!
Got to be the ultimate in under sized motors! ;))
PIX here
http://www.lathes.co.uk/manson/img1.gif
Info Here
http://www.lathes.co.uk/manson/index.html
|
|
- Tmac
- Tuesday, 02/10/09 21:49:39 EST
|
Now that Ptree mentions OKK mills, I have to eat My words from a previous post. They had a 50 taper manual OKK verticle mill [#3?] in the machine shop at the auto frame plant. I think it is by far the best verticle mill I have ever seen. I think it was made in the '70s.
|
|
- Dave Boyer
- Tuesday, 02/10/09 22:22:25 EST
|
Tmac: Nope, I just make blacksmith tools (Off Center brand)and a little tool and die work and prodution design for others along with some consulting work in the forging industry.
|
|
- grant
- Tuesday, 02/10/09 22:44:07 EST
|
Grant thats neet:
You have a website?
You see the stuff these guys make in Coer'Dlane Id
http://www.hernironworks.com/blacksmith.html
Nice little swage block if anyone is interested I think $135 is current price though. Some Cones too.
|
|
- Tmac
- Tuesday, 02/10/09 23:02:41 EST
|
I don't care all that much for that swage block, myself. Never liked one with the pattern split in the middle of the edges like that. Waaaay too much work to clean up all the draft difference. Better to split on the corners, I'd think. Tougher to gate and vent, but better in the long run.
I don't, for some reason, have much use for a shovel pan swage, either - might be the dearth of fireplaces down here. (grin)
Price is low, though.
|
|
vicopper
- Tuesday, 02/10/09 23:27:35 EST
|
Some ways back there was a discussion about single point cutting threads on a lathe.
I gave an example of a "thread fish" haveing a chart on it that referd to the depth of a particular thread as being the "depth per side".
I happen to do some single pointing today and I looked at my thread fish only to find that is ACTUALY says "Double Depth of Amer. Natl. Thread" Not "double THE depth " as I incorrectly stated.
So to clarify, if the chart would indicate the "double depth of thread" for a 3/4-10 (or any 60deg 10 pitch thread) to be .130 then the "per side" depth is HALF of this (.065)
I hope this makes sence and I appologize for any confusion or mistakes I might have caused.
|
|
- merl
- Tuesday, 02/10/09 23:35:12 EST
|
Speaking of big mills, there is a milling machine up in Fridley, MN with RR tracks on the table, the raw castings/weldment come in a a flatcar and they run the flatcar onto the table and jack up the casting/weldment and then pull the flatcar off the table. Lets just say US Government Navy contracts. Of course the lathe with the bucket seat for the operator on the saddle is cute also.
|
|
- Hudson
- Tuesday, 02/10/09 23:47:58 EST
|
Grant:
Just a question? you wouldnt have a Cincinnati 15" Lathe, late model square head, would you? I just was thinking and about 9 years ago I sold one to a guy named Grant from up your way. When I was in Vanco, Wouldnt be you would it?
|
|
- Tmac
- Wednesday, 02/11/09 00:00:05 EST
|
Off Center Tools You can see the entire line on the pages of BlacksmithsDepot.com.
|
|
- guru
- Wednesday, 02/11/09 00:05:18 EST
|
Blocks with parting lines on the centerline are sort of like ASO's. There are numerous right ways to part a block and then there is the WRONG way. The Saltfork block has this some problem. You see a lot of bad castings when the foundry and the pattern maker dictates the way that is easiest for them. Sadly, the EASIEST way is a common cope and drag pattern with the parting at the edge.
If you have to grind parting lines and draft off a block its a junk block. The amount of time and abrasives required to do this far outweigh the value of the block. Even if you were GIVEN one for free it might not be a good deal. . .
|
|
- guru
- Wednesday, 02/11/09 00:37:22 EST
|
Swage Block Design
|
|
- guru
- Wednesday, 02/11/09 00:41:12 EST
|
Tmac: No, not me. Had a number of machines with Cincinnati on the nameplate but never a lathe. Was selling a Warner & Swasey 3-A about that time. Had a 6� hole thru the headstock, very handy and it had a power chuck. Sold the lathe for $1.00 and the toolpost for $400.00! It was a nice big Aloris with a lot tool holders and insert holders.
|
|
- grant
- Wednesday, 02/11/09 00:49:18 EST
|
My biggest cast iron Chinese ASO has quite an overhang where the ridiculously wide face sticks out. It had occurred to me to drill it where possible to use as a rudimentary swage block. What does anybody think?
|
|
philip in china
- Wednesday, 02/11/09 01:35:58 EST
|
Nathan, check out:
http://www.americantorchtip.com/oxyfuel/Rexarc.php
for Your torch tips.
|
|
- Dave Boyer
- Wednesday, 02/11/09 03:22:16 EST
|
ASO to Bolster: Phillip, Drilling too many holes along this edge would create a shear line that would possibly break under load. But if the holes were sufficiently spaced apart (say 2x with ledge width) it would be less likely. I would drill the holes so they break out flush against the body.
The whole of the Grizzly style pattern could be improved for forming block or swage block use by cutting the feet to the same width as the face flange. Then it would sit level when turned on its side and the body could also have some holes drilled through.
If the horn was cut off equal to the foot then the curved shape under the hardy hole (a useful shape) could be used. The cut off horn could be rounded to use like a cast iron stake for light forming and planishing.
A number of old anvils were made this way so that they could be laid on their back or rolled over on one edge and the opposite surfaces used for various forming and forging operations. It makes the tool's mass and surfaces that are ordinarily not used much more useful.
Using a drill and a hand grinder or the grinder alone you could also form dishing shapes for spoons and bowls. The most useful of these are quite shallow so there is no need to carve deep holes.
The holes in the block can also be used to support a steel bolster plate that has more precise and durable holes. These often have heading depressions made into them for forming various bolt shoulders or heads such as the square bottomed flat head plow bolt.
SO there IS a use for ASO's, convert them to something else!
|
|
- guru
- Wednesday, 02/11/09 08:28:58 EST
|
ADDITIONAL NOTE: Another way to set that ASO on end is to carve a depression in the support (stump) for the horn. Then it becomes a stake ASO or SASO (yeah, I "say so")
|
|
- guru
- Wednesday, 02/11/09 08:33:04 EST
|
Damascus, Shamascus, and wrought, shmought.
While you're at it, how about "wrought iron"? We all know it's a material, but now it's pretty much used by the general public to describe most any kind of ornamental steel. If it's got a scroll, even if it's made by some third-world bending machine, complete with flat grab end, it's "wrought iron".
Language is fluid. You can fight it and find people avoiding you at parties, or just nod and say, "Rod iron (sic)? Yup I know what you mean".
|
|
- Marc
- Wednesday, 02/11/09 08:39:56 EST
|
One source I have for scrap is a fence maker (a friend of my dads). He keeps telling me about this "wrought iron" fence he took down. The second I told him how much wrought is worth he jumped on it asking me if I could find a buyer. After asking a few questions about the fence, he tells me the building it came from was torn down in the 70's.... likely not wroght.
|
|
- Nippulini
- Wednesday, 02/11/09 08:55:04 EST
|
Wrought snmought? Oi Vey. Where were you brought up. Wrought is a precious commodity. Assuming I am selling of course. Otherwise das ist schmatter.
|
|
philip in china
- Wednesday, 02/11/09 09:33:37 EST
|
Vot a deal Schlemiel! Billy Crystal talked about the Yiddish he heard as a kid growing up, this on stage while receiving the national Mark Twain award for humor. He said that Yiddish was a combination of German.....and phlegm.
|
|
Frank Turley
- Wednesday, 02/11/09 10:56:21 EST
|
Wootz was not made decarburizing cast iron according to the studies I have read but rather melting and carburizing bloomery iron. In *modern* times they often start with some cast iron to be the carbon donor; but that is generally because there are some cast irons that have appropriate alloying components and make a good way to get a measured ammount of carbon into the system.
Damascus: they have been calling pattern welded stuff "damascus" for longer than the USA has been around so if we have to get picky with that I guess we should demand that folks use the proper name for the USA too... I prefer to use pattern welded or laminated steel as Damascus can be used for two very different things and it helps to be precise.
Often pattern welded material is much tougher than a monosteel; but that can be due to it having a lower carbon content that the monosteels used because if you weld up high carbon and low carbon they equalize out to someplace in between!
Wrought iron, Rod iron, Rotten iron; amazing the ways to spell that thhat show up on craigslist. And amazing the folks who have gone astray thinking that what is used today is the same as what is used 100+ years ago because the same name is used for it. I tell them it's like "linens" go to the store to buy linens and they are all made of cotton (or cotton poly blends); but they *used* to be made from linen and so the name of the material became the collective name of the items so also with "wrought iron".
Thomas
|
|
Thomas P
- Wednesday, 02/11/09 11:39:51 EST
|
Wroght iron; Further Notes:
Nipp: It's not a matter of when the building was torn down as when the building was put up. A lot of my stock came from demolition sites around D.C. where the old Victorian row houses were being flattened for "Luxury Condominimums". Not happening as much lately, but I still keep my eye out for toshing opportunities.
Over Wrought and Under Wrought: I like working with the stuff, but folks should be aware that there is a lot of inconsistency in the scrap sources. Some of the pieces I've run into work like muck bar; others are soft and fine and don't shred at the end even if you do hit them at a less-than-square angle. I've had salvaged ship spikes that were just fine and then, from the same source, others that were just a pain to work with. Mild steel isn't "magic" like the old WI, but it does have definite virtues in its consistency and its homogeneity. As with all salvaged steel, wrought iron is a crap shoot, but I suspect our ancestors were well acquainted with that particular game of dice just in their everyday supply chain. The ironworks and later companies didn't brag about their "triple refined" WI, plow steel and sheer steel for nothing, but you paid a price.
A warm and sunny February day on the banks of the Potomac.
Visit your National Parks: www.nps.gov
Go viking: www.longshipco.org
|
|
Bruce Blackistone (Atli)
- Wednesday, 02/11/09 13:02:23 EST
|
Scrap Sources. . yep, you can never tell when a building used reclaimed railings and fencing. There is a house in Lynchburg, VA where the owner had old wrought fencing scrounged (probably from Richmond since there is none locally). The hundreds of feet of fence did not quite match and it was all installed (arc welded) between ugly 4" square modern structural steel posts with cast iron or aluminium caps. So, there is a BUNCH of wrought in that fence between steel posts and repairs made with steel. . But it is a LOT of wrought.
On the other hand, my friend Josh made several thousand feet of hand forged fence to go around an 1830's building in Petersburg VA (the National Flower Club headquarters). All of that fence is steel but there ARE a couple old parts that are original. So here is a case where the material is 99% steel all worked to traditional hand methods. . . Sections of the fence have been run into by cars and have been repaired but some has not. The disreputable stuff looks ancient and would be easy to fool a fool.
|
|
- guru
- Wednesday, 02/11/09 14:02:03 EST
|
I was watching John Crouchet's Fly Press video and noticed he was using a torch modification that he called a "dragon". Looks like a pretty neat little gizmo. Does anyone know more about them, i.e. how to build one, or where to buy? Thanks!
|
|
Dave Francis
- Wednesday, 02/11/09 14:03:35 EST
|
Hi guys, I did a little more digging and found out that the "dragon" is a modified gas-saver device that is foot operated to lift the torch up enough to ignite the gas from the pilot. Should be easy enough to make the modifications, and I'll buy the valves from a welding supplier. Thanks!
|
|
Dave Francis
- Wednesday, 02/11/09 15:13:29 EST
|
Nip, the building was torn down in the 70's, but when was it put up?
|
|
- Marc
- Wednesday, 02/11/09 15:15:31 EST
|
Hi all. Please bear with me on my unsophisticated terminology.
I want to take 20 gauge stainless strips measuring approximately 1 inch by 6 inches and bend them into roughly a "C" shape. The curve is not of a constant radius. Also, there needs to be a slight dome to the item. What I mean is that if you look at the "C" shape from the side, it is not flat but rather has a curvature which is regular and is elevated about .25 inches in the middle. If that is not clear, then think of a piece of steel which would fit to the surface of a 4 inch diameter ball.
I am looking for an efficient and economical way to do this. My thought is that I could have dies made for an arbor press and use that. Would that work or do you have a better idea? If using an arbor press: 1. Would a 1 ton capacity press be adequate? 2. Would I have to account for the material "springing back" toward its original shape when I have the dies made? 3. Somewhere I have read that working stainless with steel tools will make it prone to rusting. If I have dies made, should they also be made of stainless?
Any ideas and suggestions are appreciated.
|
|
choice
- Wednesday, 02/11/09 15:51:26 EST
|
Bracelet Making: I worked on a press type arrangement for making bracelets from copper and silver. We got through the design stage but not the construction so I do not know if it would work. It was a type of roll former like an English Wheel with a hand crank.
The problem with stainless is it rapidly work hardens so however you make the part it must be done in few steps and as cleanly as possible. Stainless is also springy so it must be over traveled (bent farther) than the final shape.
The second problem with this shape is that if you use an internal die (form) the part is difficult to remove. So the internal die must be collapsible. This is done by having a removable center that allows the other pieces to move inward.
There are a number of ways to make your part but there is always some guess work and trial and error involved. You guess at the spring back then design accordingly. If the part opens up farther than you expected then you have to make new dies. The second variable in this is the as-delivered temper of the plate or sheet. Stainless can be very hard or somewhat soft if annealed. Changing the spec on the temper of the stainless will effect the spring back and the resulting shape. All this ads significantly to the tooling cost.
My first attempt to make dies for this would be using a hemispherical die a little smaller than the tightest radius and a hard rubber backup in a shaped support to bend/form against. The die would need a strong offset so the work could wrap around it. This would be used in an arbor press or a flypress.
To make the tighter radiused ends (sides of the bracelet) you would press hard near one end of the blank. Then turn the work and press hard again. Then the lower radius middle section would be gently pressed moving the bracelet a little at a time.
Using a hand press this way would be the cheapest method but would require some finesse and would not be the fastest method.
Note that not saying exactly what you are making does no good and just makes the answer more difficult. If its not a bracelet then it would work as one. . .
|
|
- guru
- Wednesday, 02/11/09 16:52:43 EST
|
It is a bracelet. This is all intelligent advice and is exactly what I am looking for. Thanks.
|
|
choice
- Wednesday, 02/11/09 18:46:25 EST
|
NOTES: Being in the jewelery manufacturing business you may know this. Rubber acts like an incompressible liquid. Like water it can be displaced but not compressed. Die rubber comes different durometers (hardnesses). This often need to be played with as well.
If in this instance the top die is a roller and the work surface is on a low friction sliding plate OR is a large diameter elastic roller then the work can be moved back and forth under the top roller and the result is like an English Wheel. Unlike most English Wheels I would keep the top pressure controlled with a lever. Then with a simple change in pressure the amount of bending and thus the radius would change. With a little practice the parts will roll off quickly.
|
|
- guru
- Wednesday, 02/11/09 20:20:13 EST
|
Bracelet making:
The simplest way to go about this may or may not be the best way, depending entirely on how many you need to make. If you want a thousand or more, then make a press-forming die and automate the process. For only a hundred or less, I'd bend the rough shape on a knock-off of a Hossfeld bender with a follower die shaped to create the dome as it pulled the flat strip around the oval center die. It will take a bit of jiggery-pokery to set up the bender, but I know it can be done. You'll want to start with dead soft annealed 304L stainless, I'd think.
If you only want to do a dozen or so, I'd just whack them out with a hammer and doming stake. Take about half an hour each to be ready for polishing. With some fiddling, the same thing could be moderately automated by using a pneumatic planishing hammer with dedicated dies, something like a mini-Pullmax. A couple of tries would teach you how to manipulate the stock to get the wrist curvature and the dies would do the doming.
|
|
vicopper
- Wednesday, 02/11/09 21:24:34 EST
|
As with all things there are many ways to do them. The fellow I was working with could make the bracelets in about 15 to 20 minutes using simple hand tools. But it was tedious work and he wanted something he could train an employee to do that needed less skill and perhaps took less time. The problem was he had no budget and was looking for real small tools (he was used to working at his small jewelers bench). Someone built him a small Hossfeld like bender with a special die but they could not make it work. . .
|
|
- guru
- Thursday, 02/12/09 00:48:06 EST
|
If you avoid creating a HAZ while grinding it, would you need to normalize and then re-harden a knife blade made from an old circular saw blade out of a sawmill? The metal is about 1/8" thick. Thanks.
|
|
Robert Cutting
- Thursday, 02/12/09 12:16:58 EST
|
Robert, If the hardness is what you want then it will be just fine. There are many occasions when prehardened material is machined to shape. Many large die blocks are carefully hardened and heat treated so that they are just barely machinable with HSS at slow speed. Others are harder and both machined by EDM.
In our small family machine shop we avoided in-house heat treating primarily by using a material call Viscount-44. It is an H13 alloy preheat treated and tempered to Rockwell 44 which is a beautiful plum color and just barely machinable. We made wrenches, shafts, dies, tool holders, gauge blocks. . all kinds of parts from this material. I've turned pounds of Viscount-44 into grinding dust on the surface grinder as well.
The down side is it was expensive material and the chips often hardened as they came off cutters resulting in VERY hard grit (better than sand) that would rapidly chew up lathe and mill ways.
The same material is used in the automotive industry for stamping dies that are made using EDM.
|
|
- guru
- Thursday, 02/12/09 12:36:37 EST
|
Dave Francis: If you start with a Gas-Saver you shouldn't need any valves. It's just a mechanical construct. The one I saw that was foot operated lifted the torch and swung it into position with a cork-screw sort of arangement. I WAS pretty slick indeed.
|
|
- grant
- Thursday, 02/12/09 17:55:05 EST
|
Not "I" IT was pretty slick indeed.
"Poof then prost"
|
|
- grant
- Thursday, 02/12/09 17:57:10 EST
|
Is it possible to get a good "Parkerised" finish on steel. I can get phosphoric acid easily enough. What else do I need?
|
|
philip in china
- Thursday, 02/12/09 21:47:03 EST
|
Parkerizing : A black phosphate finish on steel: I thought MACHINERY'S HANDBOOK this process but I was wrong.
The process is detailed in Firearm Blueing and Blacking by R.H. Angier, referring to Field and Booney. The bath:
Phosphoric acid 25 grams
Manganese Dioxide 1.5 grams
Water 1 liter.
Cast iron filings can be substituted for the manganese dioxide. The pieces (cleaned as in all finishing processes - prior sandblasting is recommended as preliminary to this finish.) are boiled in this for 2 to 4 hours (a the beginning the steel is attacked but this slows and the result is a dark grey green that darkens with oiling), then rinsed first in cold water, dried in sawdust and brushed to free them from adherent sawdust. They are then heated on a hot plate to a "hissing" temperature, at which water dropped onto it is immediately thrown off, and at this temperature dipped into linseed oil, drained and gently warmed until dry. This is simply the Coslett or Fermangan treatment (as it is known in Great Britian).
The above data are sufficient for the occasional phosphating of smaller parts, for which the finish appearance is of secondary importance, and where special measures to promote economy would be unprofitable on account of the very small quantities of ingredients used.
Industrial application however postulates economical working: in the course of time various troubles have manifested themselves, and a variety of patents have been taken out with the object of overcoming these and of securing regular and profitable results.
|
|
- guru
- Friday, 02/13/09 01:04:49 EST
|
Hi there, i was thinking about taking a bunch of old silver i have and melting it down and making a ring for my girlfriend, i was wondering what i can use as a cheap one time use cruciable, since money is a bit tight right now,
also what kind of clay i can use for the mold?
is there any secrets to silver casting or is it pretty much just melt the silver with some borax, zip off the flux and slag, and chuck it into a and swing it around on a 4 foot chain? then cut the sprues and sand?
thanks alot for any help thats given,
|
|
Cameron
- Friday, 02/13/09 02:01:57 EST
|
Cameron,
You can get cheap small crucibles from Harbor Freight for a couple of bucks. Do not try to substitute some homemade contrivance lest you wind up wearing molten silver for a new skin.
Clay is not used for a mold, typically. Clay retains moisture that will violently steam out when contacted by molten silver, whereupon you get the molten silver shower once again. Bad idea. YOu can use calcined plaster of Paris, jewelers investment or dental investment cheaply and safely. Look at the Anvilfire iForge Demo on Lost Wax casting for more info.
|
|
vicopper
- Friday, 02/13/09 04:51:23 EST
|
Phillip-in-China, Phosphatizing is a fair way to gain some rust prevention, but as a former military man I am sure that you know that the oil must be renewed to keep the rust away.
There are many recipes for phosphatizing. Henkle Surface Technologies is one of the international suppliers. From the US Birchwood Casey has several very good small lab scale to small production kits with all of the system components.
At the valve shop we phosphatized everything made of steel that we produced and so had a large scale production line. Since the parts for the most part were forged...
1. We shot blasted every forging before warehouseing the forgings.Forgings came to the machines usually somewhat rusty, often with some scale still adhered.
2. The first step in our line was a hot sodium hydroxide bath, 180F for about 10 minutes to wash off the oils, coolants etc. the soap produced by the saphranation of the oils was skimmed off.
3. Overflowing tap water rinse.
4. Hot phosphoric acid pickle bath. Again 180F. This pickle "Blew" off the rust, scale etc.
5. Soft water overflowing rinse.
6. Phosphatizing bath. This was at 141F, and was an Iron phosphate bath. The iron phosphate was a good rust prevention base and easy to treat in the waste water plant to meet US EPA standards.
7. Soft, cold water overflowing rinse.
8. Heated "Air dry oil" bath. This bath held a a water diluted, wax base oil at about 140F that would displace the water clinging to the parts, and when left in the air would air, would dry to a soft waxy film.
This system produced an excellent rust prevention system good for warehouse rust prevention. In the oudoors, perhaps several weeks of midwest heat, humidity, and rain would produce light rusting in a couple of months.
If you need more help, e-mail me and I can go into a bit more detail, and perhaps link you up with the chemist that produced our chemicals.
|
|
Ptree
- Friday, 02/13/09 07:53:03 EST
|
A co-worker of mine is in an advanced Physics class and has access to liquid nitrogen. He has offered to take a laminated steel knife I've made and cryo-quench it for me. The blade is of wrought/file steel combo and a regular quench just isn't getting it hard enough. Are there any specific instructions for a cryo quench (other than "don't tap it on a table immediately afterwards")?
|
|
- Nippulini
- Friday, 02/13/09 09:23:50 EST
|
Nip, A cryo quench generally does not increase hardness, it increases the consistency of the temper and hardness (I think) and it not applicable (or recommended due to expense) to all steels. See the new addition to the heat treating FAQ below.
Heat Treating FAQ, Cryogenics
|
|
- guru
- Friday, 02/13/09 12:29:59 EST
|
I haven't kept track of cryo-treating for awhile, but ignoring hype, the most common use was two-fold. For "normal" steels with high alloy content, you have the possibility of having retained austenite that didn't transform during the quench. A cryo-treatment has the potential to transform that retained austenite to martensite and potentially increasing hardness after final temper as well as improving overall properties.
For precipitation hardening grades of stainless steel such 17-4, a cryogenic treatment is required to achieve planned properties. However, these steels harden by a totally different method than carbon, alloy, and tool steels.
Nip - my best guess is that with pattern-welding of wrough and a file you've decreased the overall carbon content down to a point where you will have difficulty getting a really hard knife.
|
|
- Gavainh
- Friday, 02/13/09 13:07:09 EST
|
Mold Materials: Ceramic clay can be used for mods if it is bisque fired in a kiln. It is somewhat easier to use calcined plaster and it is easier to remove. However, calcining is critical.
The easiest thing to use for small molds is a product called "Delft Clay". It is a fine grained version of petrobond (an oil bonded molding clay). To see it in use go to:
anvilfire NEWs, 25th Ed, page 5, Pewter Casting at Camp Fenby
anvilfire NEWs, 29th Ed, page 4, Brass Casting at the Armour-In
See also anvilfire iForge Molds demo
|
|
- guru
- Friday, 02/13/09 13:36:25 EST
|
Gavainh, that's exactly what I've figured... all that welding made the carbon disperse throughout.... darn. My next solution to this is to sandwich the wrought/file around a tool steel core.
Now, just out of curiousity, cryo treatment does or does not involve an actual quench in the nitrogen? Would that be a bad thing? That is to heat the piece to critical then plunging into liquid Nitro?
|
|
- Nippulini
- Friday, 02/13/09 15:39:17 EST
|
Grant, thanks very much! I ordered and received a Gas-Saver (McMaster-Carr is absolutly amazing in the speed at which they ship!), and I will be spending some time this weekend installing and configuring the rest of teh device.
|
|
Dave Francis
- Friday, 02/13/09 16:22:14 EST
|
NIP-The heat treating shop I visited had a cryo freezer that they put the metal directly into from the oven but it was kept at that temperature by the liquid nitrogen being circulated just like in a freezer, not by plunging the metal into the actual liquid. That might be a BAD thing to do. They also said that it was a process applied to only certain specific metals, most of which were not common or cheap since cryo treatment was rather expensive compared to other methods. The metals had to be put in and held at a specific temp for a specific time just like soaking in the ovens.
|
|
Robert Cutting
- Friday, 02/13/09 16:35:05 EST
|
I "believe" that for common carbon and alloys that the cryo treatment is done after quenching and tempering. Although extreamly cold it has a very low specific heat and a very low boiling point rendering it unsuitable for quenching. Like I said, that's what I believe to be true.
|
|
- grant
- Friday, 02/13/09 17:50:13 EST
|
In other words, see the book, if its not there then its Ramp;D time.
Carbon dispersion in laminated steels is usually less of a problem than decarburization. If the layers of the billet are worked too thin then a LOT of carbon can be lost at welding heat.
|
|
- guru
- Friday, 02/13/09 17:50:39 EST
|
Yeah, that's what I did. Remember, I'm using a micro-forge with dual MAPP TS8000 torches. The billet size is roughly 1"x3"x1/2". Forge depth is under 6 inches and about 2-1/2" in diameter. I need to take new shots of the shop and the redesigned forge. No more bean can style, this one is fabbed up with 1/4" plate.
|
|
- Nippulini
- Friday, 02/13/09 18:33:14 EST
|
Cryo treatment can improve hardness a few Rc points. This may be important if the part is used under very demading conditions. It causes any retained austenite to transform to martensite, hence, it gets a bit harder. As Guru said, it does not work for all steels. It works best for high carbon, high alloy tool steels. However, if you double or triple temper, this can also cause the retained austenite to transform to martensite (or other less desireable stuff). If you multi-temper, don't expect much from a cryo treatment except a big bill.
|
|
quenchcrack
- Friday, 02/13/09 18:48:05 EST
|
Good info Quenchcrack. So like double tempered H-13 (pretty typical to do actually) is probably about all you can get out of it? Yeah, I used to get these guys all the time who want me to let them cryo treat just about everything. They had all kinds of great stories, but were pretty sketchy on the science.
|
|
- grant
- Friday, 02/13/09 19:00:53 EST
|
Cryogenic treatment is more sales hype than anything else. However, in high performance applications where just a LITTLE difference may make a big difference (like winning an endurance race) then it is probably worthwhile.
The first place I remember seeing it was in old razor blade commercials (remember when THEY sponsored the super bowl?). This was for long life stainless steel blades. Being stainless and VERY thin and hard to heat treat it was probably a quite an effective process. That was back in the days when I still shaved and I bought the pricier SS blades because they did last for weeks staying much sharper much longer.
Great commercials showing the production heat treating as the hot blades passed into a frost covered cooler. . .
The sad thing is some folks remember these and then some huckster tries to sell them their superior blade cryo treated in dry ice (not cold enough).
|
|
- guru
- Friday, 02/13/09 20:37:37 EST
|
Cyro Treatment - What I remember aout it: There are some alloys that retain austenite that will transform the retained part to martensite at room temperature, so a 2nd temper can be used to temper the newly transformed austenite. Othe alloys that retain austenite must be taken to a much lower temperature to get the transformation. These are the only ones that gain by cyro treatment. many alloys with retained austenite will transform to martensite over time with no further treatment, but that will be UNTEMPERED martinsite and be brittle. In alloys that retain austenite it is better to get it transformed to martensite and tempered to the desired degree before the part is put in service. For high precision parts, this transfomation should be acomplished before finishing to final size. In the '70s this low temperature treatment was called "artificial aging".
|
|
- Dave Boyer
- Friday, 02/13/09 20:54:19 EST
|
We used to do cryo on 17-4Ph valve trim parts like stems at the valve shop. We did not do a huge amount of 17-4Ph but what we did do was cryo treated. It was one of those "Little difference" made a big difference.
We also used a cryo cool on parts that were to be shrunk in, had the set up so...
|
|
ptree
- Saturday, 02/14/09 08:54:11 EST
|
If you are going to cryo treat, harden, LIGHTLY temper, say 300F, cool and cryo treat. The light temper helps prevent cracking when you cryo treat and a little more martensite forms within the already-formed martensite. If you have already tempered the product, cryo is not going to do much. Cryo is a continuation of the QUENCH, not the temper. Needless to say, do not buy a pre-hardened knife blank and then pay for an additional cryo treatment. This constitutes fraud but that doesn't seem to stop some merchants.
|
|
quenchcrack
- Saturday, 02/14/09 12:52:00 EST
|
I am a 8 year blacksmith. Taking Doug Merkle's class at JCCFS for 9 times this March. I really appreciate all the work and skill that has gone into this website. It is an awesome resource. Thanks so much.
TF
|
|
Tom Fisher
- Sunday, 02/15/09 13:48:06 EST
|
Anyone have a good plan in how to forge a 1/2" open end wrench?
Thanks
|
|
Tom Fisher
- Sunday, 02/15/09 13:49:34 EST
|
Making a Wrench or Spanner: Tom, There are dozens of ways depending on the starting stock. A common method is to forge the wrench shape leaving the working end round, then punching a hole the size of the wrench followed by cutting the flats with a thin hot cut (high alloy) or sawing the waste out. Then the fit is adjusted. Wrenches should have a distinct clearance of about .005" for small sizes graduating up to .015" for large ones.
In tool and alloy steels round bar is often the most economical. Starting from a round you would draw out the shank to round with a good radius at the corners. Then dress the end to slightly spherical. When flattened this will make a nice smooth round with slightly bulging sides.
Note that the opening of good wrenches is set at 15° to the handle axis. This lets you flip the wrench on the 60° flats an move the bolt 30° at a time in close quarters rather than 60°. So after making your blank, do a careful layout job using a protractor and scriber to mark the angle and edge of each jaw. Then punch and cut the opening.
Manuals like MACHINERY'S HANDBOOK and the Handbook of Fastening and Joining have standard wrench size details.
|
|
- guru
- Sunday, 02/15/09 15:15:20 EST
|
Making a BIG Wrench or Spanner: I have in my collection some beautiful old Armstrong wrenches that are forged and hand polished.
One of the wrenches I have is a 3" open end (spanner) that is flame cut from plate about 1" thick. It was machine cut in two axiis. The wrench profile was cut then the handle tapered on one side from a starting radius that brought it down to 7/8 or 3/4" and to 5/16" at the end. This second cut started at about a 3" depth (across the handle) and ended at about 2". All fine flame cutting.
This was the first time I had seen three dimensional machine flame cutting. It opens a lot of manufacturing possibilities if you have the equipment OR can get someone else to do it.
Standard HD torch heads such as used for machine cutting have a range of 6". For deeper cuts you need a larger sized torch body.
If the shop that made that wrench had a power hammer the taper could have probably been made in about the same time using less fuel (oxygen is expensive) and wasting less material. A stub handle 1/2 the length could have been drawn out smoothly in one heat under a 100-150 pound hammer. Material economy is one of the significant advantages to forging.
|
|
- guru
- Sunday, 02/15/09 15:35:14 EST
|
Guru
If you were suggesting material and heat-treat for a wrench like a typical 'engineers' wrench, (single end, rather beefy), would you go with 4140 or something like 1050?
What heat-treat?
|
|
- Tom H
- Sunday, 02/15/09 17:23:25 EST
|
Something more hardenable than 4140 such as 5160, 1070-1095 good for wrenches. These steels tempered to a blue are in the mid 50HRc. Temper the handle softer OR selectively harden just the end.
|
|
- guru
- Sunday, 02/15/09 18:48:49 EST
|
I have a collection of shop forged wrenches from the Valve shop. Sizes to a couple pf inches. All Forged in the blacksmith shop. Nicely tapered handles witha couple of rather elegant double ended wrenches with a pronounced S shape.
|
|
ptree
- Sunday, 02/15/09 19:17:22 EST
|
Hi,
i have built a new propane forge and burner, and this is my second one, i am uzing a zoeller forge style burner that is supposed to acheive welding heat, i was given the kaowool 2300 degree stuff from a guy that works on kiln making and stuff for his company, i was wondering, he gave me a bottle of this red stuff, he says to spray it on the forge inside chamber and to fire it ioff til its white again,
does anyone know what this stuff is?
and what it does?
thanks
|
|
Cameron
- Sunday, 02/15/09 19:20:13 EST
|
Christening Wine. Brings good luck.
|
|
- djhammerd
- Sunday, 02/15/09 19:29:34 EST
|
Hi, This is my first time on your site. Found it through Dan Gray's "how to make knives" site. Cant say I'm just getting started in Blacksmithing, cause until about 30 minutes ago it never entered my mind. Actually until about three weeks ago, knifemaking never entered my mind either. However I seem to always buy good used cutlery (old chicago or dexter or solingen- not stainless mostly)at Goodwill, salvation army etc, and have passed most on to my kids families. figured that being recently semi-retired, I'd learn how to sharpen better than with my old Chicago cutlery electric. Got tired of the chips and scrathes and massive amounts of metal missing from my blades. Got hooked on the knifemaker forums, starting to do a passable (for me anyway) job on the sharpening, consider trying to actually make a knife, and saw the link to your "junk Yard steel" article. I moved into my home 30 years ago, and found myself next door to a backyard Farrier and loved to watch him work. Your site brought back good memories, he passed away about 2 years back. My question for today is this. I recently changed the struts on my wife's car, a 98 volvo. The strut rods look like either stainless or a highly polished steel. I read in this forum about auto springs and other parts possibly being decent tool steel. Would strut rods be good for knives or tools? I will probably just try it and then see what kind of results i get.
anyway, thanks for this site, its been interesting. been thinking bout how to redefine my life at this stage,, and beating on metal sounds like a gas-might just try it.
|
|
jefffox
- Monday, 02/16/09 01:08:13 EST
|
|
|
[
CSI - anvilfire MEMBERS Group |
Getting Started in Blacksmithing ]
|

