COPYRIGHT: Guru, I read your article on copyrights, and searched stealing band with. I learned a lot, thank you. So, in general if I want to sell my blacksmithed pieces on a "handmade" website, are you saying they would control those images? It appears to me copyrighting is not enough alone. You have to do a lot of policing yourself.
Milton
|
|
Milton
- Friday, 04/16/10 06:39:37 EDT
|
Copyright and "free" services: Milton, It depends a lot on the terms of the host system. Most of the large system's fine print says they have the rights to use your content. That does not mean YOU do not still have the right to continue to use it as you see fit. But they do as well. Their terms are designed in the broadest possible way to prevent any future issues with you or your heirs and to protect whomever they might SELL the entire operation to.
This is true of most systems but not all. However, when the system is free to use the payment is that YOUR content is THEIR content. . . That is part of why it is "free".
The other reason that they claim those rights is that people often abandon their content. They get real excited at first and do a lot with it then get tired of it and move on. They lose logins, passwords, forget where they had the stuff. . . Often this content is earning the host system money. OR it is sold to someone else that monetizes the system. The system operators do not want to have to track down all those "property" owners so they just claim from the beginning that whats yours is theirs. . .
You can circumvent SOME of this by carefully removing your content when you quit. This does not mean there are no backups or archival copies. But it generally DOES remove what is yours from that system before you close it down. Of course this assumes you are not one of the many that have forgotten how to get in. . .
One problem I have run into is that what was free stops being free. I used to maintain a couple sites for folks hosted on "free" services. One of those services stopped being free when they insisted you purchase their editor/publisher for $100. Supposedly this was for lifetime free hosting. . . But as I noted, all the terms (TOS) all claim they can be changed unilaterally by the host any time they want. And this DOES happen on a regular basis.
In any case, when the hosting stopped being "free" many people dropped out. But their content is STILL out there. They can no longer access it without paying for the $100 editor. . In the long run this is VERY cheap but some folks don't see it that way.
SO, you do not lose rights in your work. But you do lose control of it.
NOW. . all this is different than when you pay for hosting of a web site. Generally when you stop paying the bill the site disappears, the END. The space is cleaned up and sold to someone else.
However, there is a "gotcha" here as well. Many low cost systems offer registering your URL (webname.com) for you as well. IF you stop paying the bills they get to keep the URL. Now. . . old URL's have value. Some are very imaginative names. Some are personal names. Some may become valuable due to the number of links they have generated to that URL.
In any case, URL's have value especially if you are in the position to register and host them cheap. Many are simply used to keep generating traffic to other sites. Many are sold. Surprisingly personal name URL's are quite valuable especially if there are lots of folks with the same name.
SO, by offering very cheap hosting AND URL registration as part of the package the host system is in the position of using your imagination and work promoting your URL (if you abandon it and MANY people do).
Again, You CAN keep your "property", the URL, by paying the bills OR moving the registration to another registrar. Moving is tricky. If you have stopped paying the bills it is not yours any more. . . Even when you directly register a URL it is only yours as long as you pay the annual registration fees on it. Folks like Network Solutions will treat your URL like the title to realestate and make it difficult to change hands up until the millisecond your payment runs out then it is THEIRS and when the grace period to re-register runs out they resell it to one of their off-shore holding companies in the next milisecond. . . It is HUGE business and all designed to collect the best of the most imaginative names. Just TRY to come up with a new (good) URL. . . it is very difficult.
The point. Read those terms. Keep your wits about you.
|
|
- guru
- Friday, 04/16/10 08:07:21 EDT
|
Hello All,
I think this is a question that has probably been answered before, but I can't find it in the archives. Will passivating stainless (304L/316L) with citric acid remove firescale? Should firescale be removed before passivation? Can the piece be "scaled" after passivation without defeating the purpose of it in the first place? Ries; I'd love to hear about your experience in particular, as I know you've worked in this area a lot.
|
|
Charlie Spademan
- Friday, 04/16/10 08:17:54 EDT
|
Just to be clear about my post above; I want to retain the firescale, but passivate
|
|
Charlie Spademan
- Friday, 04/16/10 08:22:26 EDT
|
Its been my experience that citric acid alone will do a little, but not much. It will not remove the dark gray/black coloring you get from as forged stainless. Which I am not sure is actually "firescale", although it is probably related- some kind of oxide.
Anyway, to get stainless shiny, you need electricity, time, and a strong acid.
I use citric with my small, 40 volt touch up electropolisher, and it will only take out relatively light discoloration- purples and blues from welding, but not blacks from forging. Citric acid baths usually take a lot longer than the commercial, phosphoric baths, too- hours, rather than minutes. So you can regulate the finish you want by bath time.
So I think you are safe, passivating with citric, and expecting to keep a blackish, handforged looking finish.
Of course, it would be a good idea to do a test patch somewhere where it doesnt show, just to be sure.
|
|
- Ries
- Friday, 04/16/10 10:12:45 EDT
|
Hello, I have working metal for a short time and now want to make some scrolls. What type of scroll bending tools would you recomend? thanks
|
|
Fred
- Friday, 04/16/10 12:32:55 EDT
|
Looking to find the value of a 50# Little Giant Trip Hammer that is blet driven. I looks similar to the smaller one in your picture on your website that a 50 and a 100# hammer. I don't have a model number yet.
|
|
Eric Nave
- Friday, 04/16/10 12:33:58 EDT
|
Scrolls: Fred, Scroll making varies with your needs. IF you have an architectural job that needs a hundred or so identical scrolls you use a jig. If the job needs thousands you use a machine. If you are making a candle stand with just a handful of scrolls you make them all by hand.
A large number of scrolls are simply made by hand by the smith on the anvil using the natural tendency of a bend to be smooth and the smith's eye. Hand made scrolls are often adjusted with a forked tool called a scroll wrench and small needle nose tongs called scrolling tongs. But they are better if made without the need of using these adjusting tools.
For a general overview of scroll jigs and manual benders see all three parts of Benders. For mathematical scrolls see Spiral Layout
Good classy scrolls are not just curled up metal. Good scrolls have forged ends. See Scroll Ends by Bill Epps and Peter Ross making a Leaf Scroll by Jock Dempsey.
Scrolls with forged ends are scrolled up by hand OR on jigs. Often the bar for the scroll has a long gentle taper that is best forged on a power hammer if you have a lot of them to do. The most graceful scrolls put machine made scrolls to shame. For examples see our Bio page for Josh Greenwood. Some of his scrolls are simply tapered but others have graceful leaf terminations. Click on the link at the top of the linked page for his new portfolio site.
Some of the machines for making scrolls will now do a simple fish tail before putting the piece in the scrolling die. However, these are the top of the line decorative ironwork machines costing many tens of thousands of dollars. While the results are OK they still have that machine made look to most products coming out of them. However, a good smith can forge ends and tapers AND use the fancy machine to achieve high quality work in large quantities. But it DOES require the smith to have some talent as well as tool making skills.
|
|
- guru
- Friday, 04/16/10 13:24:06 EDT
|
Value of 50 pound LG: Eric, this can vary a lot depending on the condition of the hammer and type of hammer. Prices vary from that of scrap iron to around $4,000 for a good machine in like new condition.
ALL Little Giants a "belt driven". There are models with the motor on the hammer and models designed to use an overhead belt from a line shaft. Many line shaft machines have been converted with a motor mounted on them. The quality of these after market additions vary greatly.
A flat belt machine (center clutch) without motor and in perfect condition will sell for around $2000 depending on location. In not so good condition needing babbit and guide or die work it could sell for $1000 or less.
Note that size or model make little difference. The small 25 pound machines are SO portable and easy to setup that they sell for the same as a 50 pound hammer. The larger 100 pound hammers typically sell for the same due to being more difficult to move and setup. But I would take a 100 any day for the same price. . .
|
|
- guru
- Friday, 04/16/10 13:48:42 EDT
|
COPYRIGHTS: Guru, thank you for the detailed information. I appreciate it.
|
|
Milton
- Friday, 04/16/10 14:40:08 EDT
|
Thanks as always Guru, for the forum to ask my question, and thanks Ries for your answer!
|
|
Charlie Spademan
- Saturday, 04/17/10 05:50:54 EDT
|
My brother in law bought a laser device that measures temperature ( I'm sure you have seen them ). You point it at an object and get a read out of the temperature, 70 degrees 80 degrees etc. Why doesn't someone come out with this same device to measure the higher temperatures in forges. Lower temperatures are hard to see ie. in my gas forge I can't see red, I can only see when orange is reached. I try to guess temperature before orange is reached
|
|
Mike T.
- Saturday, 04/17/10 13:25:58 EDT
|
Mike, they do make them. Those little laser-pointer IR units are not accurate at that temp, though, so you have to go for a thing called an optical pyrometer. Got an extra $3000?
Most folks who need to know exact forge temp use a digital pyrometer with a K-type thermocouple stuck in the forge. They make controllers for these that if you know how you can program it to hold temperatures, and even slowly ramp up and down for heat treating. Pottery suppliers will have the basic units, they use them to monitor kiln temps. Omega is considered one of the best brands, look 'em up.
They're cheaper than the optical units by far, too. You can get a basic setup that just measures temperature for under $200 if you shop around. Note that the thermocouple probes are considered consumables, though. They do eventually burn out.
|
|
Alan-L
- Saturday, 04/17/10 14:28:44 EDT
|
Or for $10 per temperature, go to a welding supply store and by Tempil crayons. They are acutally more accurate than the IR units and not affected by emissivity. Don't know what emissivity is? Don't try to use an IR pyro.
|
|
quenchcrack
- Saturday, 04/17/10 15:11:25 EDT
|
quenchcrock,
so what is emisivity? why can't i use a ir pyro?
|
|
stryker one
- Saturday, 04/17/10 17:05:17 EDT
|
Quench, I do love my Tempil sticks. They were going on the trash at VOGT when we shut down, and I got a fair selection. Works a treat. Good advice.
|
|
ptree
- Saturday, 04/17/10 17:39:31 EDT
|
emissivity: the relative power of a surface to emit heat by radiation : the ratio of the radiant energy emitted by a surface to that emitted by a blackbody at the same temperature
credit: webster dictionary
IR pyro= infra red temperature measuring device
|
|
- Burnt Forge
- Sunday, 04/18/10 00:23:09 EDT
|
As BF noted, the emissvity of any radiation source is a ratio of the actual radiation and the radiation of a perfect emitter, ie, blackbox. It is adjustable in expensive units and fixed (who knows at what setting) on the cheaper ones. The emissivity is different for every material and even varies with the temperature. You must set the emissivity BEFORE you shoot the temperature. If the emissivity is set wrong, your temperature is wrong. How wrong depends on the error in setting the emissivity and the temperature: higher temp = greater error. I think most of us can run the Tempil stix without fear of significant errors. However, you do need several temperatures depending on what you are doing. I would think you would need a 400F (temper for tool steels), a 1350F (lowest hardening temp for high carbon steel) and a 1650F (normalizing temp) at a minimum. More is better.
|
|
quenchcrack
- Sunday, 04/18/10 07:46:41 EDT
|
I'm looking for the series of articles on leg vise restoration that Peter Ross did a decade or so ago. I think it was for Anvil Mag. I found the first installment on the 'net but can't find the other 4 or 5. Any hhelp is appreciated. I found a very heavy, 19th century 6+" beast missing the mounting hardware. It's nice enough to be brought back right. I think I have the W I to make it happen
|
|
brian robertson
- Sunday, 04/18/10 09:23:04 EDT
|
A low tech definition of emissivity is the intensity or infra-red color "brightness" of a substance. It is different than its white light color and is not necessarily uniform at different temperatures. When you use a IR pyrometer for accurate temperature measurement all these things come into play. Besides material, emissivity can be affected by coating like ITC products, paint or scale.
Feriz Delkich of International Technical Ceramics says that a "black body" is only theoretical and most comparisons to a black body are full of errors, especially at high temperatures. Thus making many emissivity values something that is very difficult to measure.
Type K thermocouples are limited to 2535°F. The problem being that the chromel/alumel alloys do oxidize and can be melted or burn up. For many years the common practice was to use a bare twisted and welded junction. I have a large type K system that is this way. Regular maintenance includes cutting off the end and making a new junction. The weld must be made by TIG.
The thermocouple junction creates a small voltage that is measured by a millivolt meter. You can read voltage and convert to temperature OR use a meter calibrated in degrees. My large setup has a foot long scale on the meter which is calibrated in degrees.
Today most critical thermocouples are put into a protective tube called a "thermowell". For forge temperatures this requires the ceramic (alumina) type. But the higher temperatures are still out of range and can damage the junction inside the well.
I use the type K setup when measuring hardening temperatures (well below 2000°F) and tempering temperatures. I found that my large forge radiates heat at a steady 400°F for about 15 minutes after being shut down. This made a very handy tempering temperature for the A2 I was heat treating. We also used it for controlling a furnace to melt zinc.
|
|
- guru
- Sunday, 04/18/10 09:34:43 EDT
|
Vise Brackets: Brian, I have observed three styles of mounting brackets on these old English vises. One is a diamond shape with round extrusions at the corners where the bolts go. The other two have split and scrolled ends. On one type they curve outward slightly with large bean ends. They taper in thickness but almost none in width. On the other they taper in width and spread out into a heart shape and have small bean ends for the bolts as well as bolt holes about mid way out the arms.
I suspect the styles are indicative of various manufacturers but I could not say which.
The diamond type is nearly the design that was later converted to a drop forging or casting in a much uglier form.
|
|
- guru
- Sunday, 04/18/10 10:08:05 EDT
|
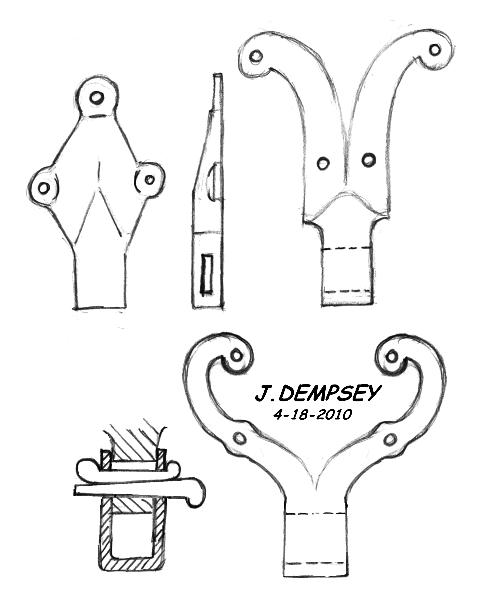
Three types of English Vise Bracket
These are normally very clean forgings with chamfers or radiused edges and no hammer marks. They were production hand forgings and thus kept fairly simple and clean. Hand made replacements could be quite a bit fancier with more details.
Vises from this era also had very beautifully forged springs that were tapered, made an S-curve, had chamfers and a fishtail those slightly wrapped around the front arm.
|
|
- guru
- Sunday, 04/18/10 12:58:12 EDT
|
I have and old farm bell that I am looking for someone who can make me a hanger for it. I have had several people who say that a blacksmith can do this for me. The bell was found in a field that was being cleared but no hanger was found. Do you know of anyone in the Columbia, SC area who could help me. Would be willing to travel l00 miles or more to get this done.
|
|
Deborah H.
- Sunday, 04/18/10 14:02:45 EDT
|
guru,is there anywhere on here that pictures of anvils,tool,events etc. can be posted?
|
|
hotmetal
- Sunday, 04/18/10 14:07:59 EDT
|
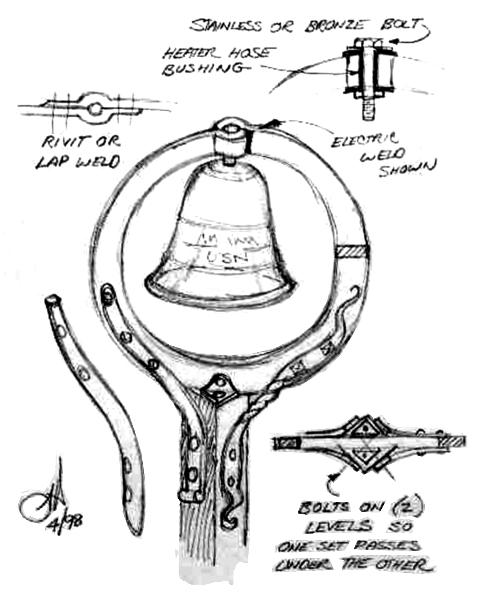
Bell Hangers: Deborah, The original hanger for these were cast and they are still made today. However, I am not sure where you would find one. The cast bracket would be much cheaper than a hand made one.
There are numerous blacksmiths in your area. Your local blacksmithing organization is the Ocmulgee Blacksmith Guild
www.ocmulgeeblacksmiths.org/
About 12 years ago I made a drawing for someone that wanted an idea about how to hang a bell. The drawing follows. It is not a great design but the fellow that wanted the drawing had no idea where to start.
|
|
- guru
- Sunday, 04/18/10 15:02:25 EDT
|
Hotmetal, Future events can be posted on our calendar of events. Anvil photos worthy of inclusion in our anvil gallery should be mailed to me with the particulars. Otherwise we are in the process of developing our own public gallery code, but have no launch date. It will include a for sale listing system.
Why our own? Commonly available packages often have security issues which are magnified by the fact that the source code is available to every hacker that wants it. The result can be like that of the Blacksmiths Journal Top50 list where you get banned by google due having hackers post links to their hi-jack sites OR worse (scripts on your site). In fact, sites that are merely members of the Top50 also get warning flags from most new browsers. This can destroy an on-line business.
While many personal sites and amateur information sites can afford the interruptions and taint of a google red flag warning page neither we nor our advertising clients can afford it. So we slowly work on our public gallery software system.
|
|
- guru
- Sunday, 04/18/10 15:32:33 EDT
|
Just out of curiosity, how difficult is it to forge titanium/ has any one ever hand forged the stuff? Not saying that I can afford such a material or know where to get any, just wondering.
|
|
Nabiul Haque
- Sunday, 04/18/10 23:16:58 EDT
|
Titanium: Nabiul, Thomas P. has made some hand forged tongs from a Ti alloy (CP). Very light and strong. For critical top performance applications Ti alloys are heated in vacuum or coated with a protectant like ITC-213 to prevent oxygen absorption. But for less than aerospace use it can be hand forged quite well. Thomas may have more to say. Some previous posts:Tong Material
One argument I have heard for using alloy steels for tongs is that the reins can be made thinner and springier, giving light tongs. My person favorite material for tongs would be titanium. However, it has some draw backs. It must be forged at cool temps or it is subject to degradation from oxygen. In small cross sections it is not very strong. I had made 2 pair of titanium tongs, which were much lighter that steel, but I abused them and broke the jaws just infront of the pivot. I may make more later, but steel tongs will take more abuse. I supposed if the titanium had been of a different alloy, like Ti 6-4 and was properly heat treated I would have had better results.
Patrick - Thursday, 05/23/02 17:00:08 GMT
I had one fellow write that he had forged some tongs out of H13. . . Overkill and you NEVER want to quench them (even a little). Thomas P. has some titanium tongs that are very light weight for their strength. Great tongs but you do not want to overheat them.
- guru - Friday, 11/21/03 18:58:07
Titanium is REALLY expensive! You can buy a lot of 4140 to make your tongs from for the price of one set of Ti tongs. Yes, iron is a blessing that most people do not appreciate. It is one of the very few metals that undergoes a phase change in the solid state. That alone makes it unique and is what allows us to harden it. By some remarkable coincidence, it is one of the most common elements on earth. There are no atheists in foxholes and there shouldn't be any atheists in smithies! :)
Yes, Titanium can be heat treated.
quenchcrack - Monday, 06/27/05 20:00:23 EDT
Comming in quite late to the discussion on titanium:
When we forge a near-net shape part we do coat the titanium with a glass type material which does the same thing as the borax previously mentioned. We do not always do that, and larging forgings will have 1/2" or more of stock removed during machining, so that should remove the "skin" which has suffered from exposure to nitrogen and oxygen. I don't think there'd be much benifit to forging inside a stainless steel foil bag since the steel and the titanium will move at different rates and the bag will likely ruputre. The other thing you can do when you get close to final size is to lower the forging temp to around 1700F. This will minimize pickup of oxygen and nitrogen, but the material will be much stiffer.
Patrick Nowak - Monday, 01/05/09 18:27:01 EST
I was given a bar of that 6AL4V titanium ( we think) to play with. It's bloody recalcitrant...very stiff, even at yellow.
Then there's the phase change...shockingly abrupt and it sends the hammer right back at your head long before you expect it...hard on the hammer and anvil too....snotty stuff...but kinda neat..very light and stiff.
- Pete F - Thursday, 09/09/04 04:24:52 EDT
I have forged Ti in charcoal, coal and gas forges and never had any burn up---guess it wouldn't be very good for high speed planes if it was real sensitive to ignition...
CP Ti is too soft for a blade as it does not harden. I have not worked with the Al and vanadium alloys.
- Thomas Powers - Thursday, 03/20/03 21:25:37 GMT
Titanium...
Pure Ti melts at 3300 degrees F. Grade 2, commercially pure is pretty easy to work (machine, forge, etc). Then you get to the alloys (just like steel) such as 6AL-4V which become harder to work with.
I've taken skin from crash sites of SR-71/A-12 Blackbirds and brought them to white heat, beat the c**p out of them, only to have them return to their bent and twisted shape. It's quite amazing.
True, Ti will burn (I've caught plenty of chips on fire myself). But it's still pretty easy to handle as getting a large mass up to kindling temperature is difficult.
Ti wouldn't make a good knife blade, perhaps a high-priced letter opener though... ;-) Ti is light, tough, flexible and resistant to heat and chemicals. Best suited for airplanes that fly 3x the speed of sound at 100,000' ASL.
Zero - Thursday, 03/20/03 21:48:42 GMT
Titanium: Several weeks ago we had someone (Atli I think) ask about titanium swords. Apparently a "sword smith" in Canada advertises his "titanium" blades. They are actually supposed to be a titanium alloy steel (only traces of Ti) . . . not titanium metal OR a titanium alloy but it was hard to decypher from the description. The fact is the type of steel mentioned is not particularly good for blades and is rare enough that it is probably not what is really being used. In fact all the blade descriptions were full of poorly stated information that were quite creative. . and had little to do with reality.
In the blade trade where pseudo science as well as myth is used to sell cheap imported blades "titanium" is a sexy term used to woo the ignorant. It ranks right up there with "living steel".
Ti takes on beautiful temper colors and some really oustanding effects can be created using a form of electro anodizing. It has ben used to make some very interesting jewelery.
Ti has a density of 4.5 g/cm3, steel 7.8, aluminium 2.7 and magnesium 1.74. High strength aluminum alloys are about the strength of mild steel but have limited ductility. Magnesium when alloyed with a little aluminum is as strong as low alloy aluminium but considerably lighter and is the reason it is used in many high performance applications such as in race cars.
Ti is VERY heavy when compared to aluminium but you use less for the same job (because it is stronger than aluminium) AND it is lighter than steel. In aerospace applications it is used where high temperatures are expected. Steel is still the best material for most applications because of its strength and low cost. However, in applications where weight is a large factor other materials that are not as good as steel are used in its place.
For making "all metal" devices like blades with a metal grip aluminium and magnesium are great when used with steel for the blade. Aluminium can be anodised thus having a very durable finish. Magnesium is very light weight and is comparitively close to plastics and bone in density. Brass and bronze on the other hand is denser than steel and not as strong. Thus parts must be larger and this increases the weight disadvantage even further.
Knowing what materials are good for and how they are best applied is an important part of design and engineering. But today that is often secondary to a sales pitch that is often a lot of BS. Sadly, anyone with a good technical understanding of metals and use of terms can write a very sexy description of an annealed low carbon blade and make it sound like the greatest thing since sliced bread - WITHOUT lying about the facts.
- guru - Friday, 03/21/03 01:07:18 GMT
Titanium alloy steel: The primary use of titanium in steel alloys is for grain refinement. Titanium combines with nitrogen to form TiN (titanium nitride, the stuff they coat drill bits with). The TiN particles form at grain boundaries and act to prevent grain growth when the steel is re-heated for rolling or forging. It can dramatically improve toughness but has no appreciable effect on the hardness of steel. As the Guru pointed out, many disreputable dealers count on the ignorance of the general public to sell sexy sounding stuff that is, in fact, just snake oil.
- Quenchcrack - Friday, 03/21/03 13:39:06 GMT
titanium has enourmous affinity for nitrogen. Nitrogen makes up about 70% of the atmosphere we breath. Heating it to forging temperature in open air creates the perfect environment for the formation of Titanium Nitride (Yes, the same stuff they put on cutting tools). Once titanium nitride has formed, you will not get it to dissolve again and things go from bad to brittle.
quenchcrack - Sunday, 12/28/08 13:14:17 EST
at room temperatures, titanium is much less reactive and atmospheric nitrogen poses no problems. Several years ago the company I worked for was approached with a request for information on how to HF weld titanium strips into I-beams. Because the HF welding process is so fast, the weld area was not hot long enough to cause problems in the welds. I guess it worked OK. The I-beams are on the Hubbel Space telescope. I have several straps and screws made from titanium in my lower back. Hope it is not affected by body fluids, too.
quenchcrack - Sunday, 12/28/08 15:59:06 EST
One of my favorite "titanium" stories involves Robb Gunther, who, while working at Sandia Labs, was involved in a discussion with a boss about the high cost of machining titanium parts from billet stock. This process makes for a lot of very expensive chips. Robb suggested that the parts be roughed out by forging, then finished up in the machine shop, whereupon the boss let him know that titanium couldn't be forged. The boss was one of these folks who like to back up to a door jamb and scratch his back, so, after he left, Robb got a piece of titanium, hammered out a Chinese backscratcher, and left it on the guy's desk. 'nuff said.
3dogs - Friday, 03/21/03 13:21:04 GMT
I have seen John Rais demo at an Abana conference, I think it was Flagstaff, forging titanium.
He was using borax, heating the piece to 500 degrees or so, rolling it in borax, heating then forging.
He successfully and quite easily forged some 2" round or so down to an 18" long ladle, working the material quite a bit more than the question implied, with no problems. Periodically, as he worked it, he would reapply borax.
The borax melted into a shell like crust, but it seemed to forge just fine, and he showed samples and photos of many pieces he had done this way, with no imbrittlement problems.
He usually sand blasted or glass beaded the pieces at the end, as the borax was not totally consistent or universal.
- Ries - Monday, 12/29/08 12:37:05 EST
Protecting Hot Metal: ITC sells quite a bit of ITC-213 to industries that forge exotic metals. The billets are coated prior to heating. The coating flakes off during forging but at that point exposure to air is minimal and the metal considerably cooled. It also prevents billets from sticking to each other in the furnace.
- guru - Monday, 12/29/08 14:02:37 EST
|
|
- guru
- Monday, 04/19/10 00:13:20 EDT
|
Thanks.
Reason I ask is because of how easy it is to 'colour', it looks a lot better than dyed aluminium as well.
|
|
Nabiul Haque
- Monday, 04/19/10 01:26:48 EDT
|
The quake was nowhere near us. The reason I have been away from this forum is that I have had a group of 5 disabled men in the shop where I have triedto teach them a few basics. They have been making simple stuff- welded window grilles etc. I have shown them some better designs than they were using. They have also done a small amount of forging which was good for them. Tomorrow I think they get the design for the window grille with no welding. That should blow their minds!
|
|
philip in china
- Monday, 04/19/10 03:32:32 EDT
|
Guru,
I ran across a Hudson 150lb anvil, it doesn't appear swabacked, but has a few torch cuts on one edge of the top. I didn't really look at as closley as I could have but it may be for sale. Any guess as to a ball park price assuming it will ring true, with the cuts in the top?
|
|
rusty anchor
- Monday, 04/19/10 08:46:36 EDT
|
Would to have another point of view on bending forklift forks. I gie wants me to heat up and bend back one of his forks for his John Deer . Its bent down about 4 inches at the tip.
I already have my opinion on this , But Im wondering what others may think.
Just a added noat , the fork needs to be rebent up. at the 90.
Dan
|
|
Dan
- Monday, 04/19/10 10:47:26 EDT
|
Hudson = Hay-Budden Rusty, Hudson was a private label made by Hay-Budden in the early 1900's. Rarely do these anvils get swaybacked. The worst damage is usually chipping along the edges which can be dressed by removing any mushrooming and then radiusing the edges. I would work around the torch cuts if they are small rather than try to repair them.
Besides condition value depends largely on location and price depends on who is selling. I would put a minimum value of $250 on it and a max of $350. However, anvils like this often sell for as little as $1/pound or less.
|
|
- guru
- Monday, 04/19/10 10:49:17 EDT
|
Repairing Lift Truck Forks: Dan, This is a very high liability item. If it was the user that bent the fork they have already shown that they abuse and overload equipment.
IF you work on this item you become liable for any future failure. Small fork lifts have capacities of no less than about 3000 pounds at 6 to 8 feet off the floor. Dropping this kind of load could easily kill someone. Slightly larger lifts are good for several tons at 16 to 18 feet. While generally illegal these machines are also commonly used to lift personell.
|
|
- guru
- Monday, 04/19/10 11:11:06 EDT
|
Guru,
I get second look at the anvil, there is a farrier in line ahead of me and he gets first look. there is also a coal forge and hand cranked blower with the anvil. The forge is in rough shape but the blower turns freely, we'll see if I get a look.
Thank you for the response
Mark
|
|
rusty anchor
- Monday, 04/19/10 11:22:21 EDT
|
Repairing Lift Truck Forks (more): Even if this was my lift truck I would have to think long and hard about it. I would repair tips in the last 6 inches or so but anything more would require serious thought. I probably would not touch the critical bend area, even on my own machine (I have a 4,000 pound Komatsu).
|
|
- guru
- Monday, 04/19/10 11:23:07 EDT
|
Forks
This is what I was thinking also. Thank you.
Dan
|
|
Dan
- Monday, 04/19/10 11:27:34 EDT
|
Forklift tines:
Dan, I think if your customer has a fork that has spread at the 90, that fork is junk.
When the riggers come to our shop to set a new machine they bring thier 60T forklift and a 20T that fits on the forks of the bigger one. When they came and set the bed of the bridge mill that I run, the forks bent for a foot befor the load started to pick up and they went right back to normal as you would expect.
We have done alot of lifts at work with 4 or 5 guys hanging on the counter balance just to get a block of wood under a part so it could be rigged for lifting with an overhead crane.
I have never seen a fork not come back to its normal position. Whatever your customer did, that fork is sprung and should be replaced.
Acording to some of the guys around here, it will make a great anvil...
|
|
- merl
- Monday, 04/19/10 11:58:35 EDT
|
Bent fork. Be aware that in many states one can not sue the employer since workers comp laws equate coverage and no sue. BUT!!!! an employee hurt can sue everybody who made, worked on or adjusted the item that hurt them.
|
|
ptree
- Monday, 04/19/10 12:43:45 EDT
|
Regarding the fork.
The story goes the tractor was out bringing in big round bales of hay when a hyd leak happened . The young man who was driving back tryed to hussel the tractor with the bale back to the barn but stuck it in the dirt . So it could have fliped the tractor but no one was hurt.
Im thinking a new fork can only cost 2 to 350 dollars .
Im a cheap bastard but Im not that bad. Im on the way to tell the gie now.
What I hate is word getting around that Im turning down work.
Thanks agan Dan
|
|
Dan
- Monday, 04/19/10 13:57:15 EDT
|
Dan- It'd be worse if word got round that your repair didn't work or got someone hurt. Cut it up and sell it on craigslist as mystery tool steel, you might make as much as you would on a 2 hour repair job.
|
|
Judson Yaggy
- Monday, 04/19/10 19:09:36 EDT
|
Lifing and Libility: I have broken just about every rule of using lifting equipment but did so under slow careful calculated and controlled conditions usually with backup and a crew of workers. Folks using off road lifting equipment often do so in a hurry, without care or consideration and alone. There are reasons farming is the number one most hazardous an occupation over mining. The key reason is farm tractors.
Turning Down Work: At some point we all turn down work or SHOULD. Often the job is simply beyond our capability, too large, too technical. But there is an area to avoid and that includes high liability areas. Lots of welders and fabrication shops do high liability work such as installing trailer hitches and modifying truck frames. But they should have insurance for this work (and keep paying for it long after the last job). Its a sticky area.
|
|
- guru
- Monday, 04/19/10 19:33:50 EDT
|
Sir,
What can you tell me about Jet anvils? Are they cast iron or steel? I found my very first real anvil for sale where I can afford it and it's a 100 plus #'s.
I'm so worked up over this.....you don't know how long I've been trying to get an anvil w/o the heavy price tag.
Thank you sir and I look forward to hearing from you.
Danial Bang
forgenarmory360@yahoo.com
|
|
Danial Bang
- Monday, 04/19/10 20:49:16 EDT
|
Jet Anvils Danial, According to Anvils in America these are (were) a Japanese made cast iron anvil. If it is new it is difficult to know.
Note that all the "affordable" (IE cheep) imported anvils are either cast iron or low grade steel. Many are identified as steel when they are not. Many are identified as "professional quality" when they are the farthest thing from it. The market is awash with these things we call "ASO's" (Anvil Shaped Objects). You can make that shape out of anything but that does not make it an anvil. At the end of the day an anvil made of manure is still a pile of manure.
Look at anvils on the major blacksmiths suppliers sites. There is a considerable price range. However, anything new for a lot less than those prices is probably not a good anvil as it IS a competitive market. Good old used anvils (over 50 to 175 years) often sell for between 1/4 to more than new top quality anvils. But this is the market to search. Old beat up anvils from the 19th and early 20th century are better tool than a shiney new ASO or even a lower cost new anvil. A little wear and tear on an anvil makes no difference in the quality of work you produce on it.
|
|
- guru
- Monday, 04/19/10 21:55:43 EDT
|
Thank you sir.
A Google-search after my post now makes me feel very stupid. I "thought" I had something hot, but should have known better from reading so much here in the past.
Your quick comeback though is like a coaches pep-talk and sets me back on track again.
Lord willing, I'll find a good anvil one day.
Thank you again, Sir.
Danial
OUT.
|
|
Danial Bang
- Monday, 04/19/10 22:11:01 EDT
|
I am thinking of making a RR rail anvil. I have about 24" of rail and I am thinking about cutting it in half and shaping one half to have a flat surface and a horn, and then welding it to the end of the other part. There are some drawings on this site that describe doing that.
My question is why is there no mention annealing the rails first? I was thinking about just building a nice fire on it and letting it burn down over night. Some people do that with files before they grind them into a blade. Thoughts? Anyone?
|
|
Chuck Tilbury
- Monday, 04/19/10 22:56:55 EDT
|
Chuck, Why anneal? Are you going to do further heat treating to re-harden the rail (it is only work hardened). Are you going to use machining processes on the work hardened surface? Annealing is normally only needed for machining, not grinding. When making knives from files by stock removal (grinding) they are usually left hard and possibly tempered slightly softer.
Note that the more steel under the work surface the more efficient the anvil. On a 24" piece I might cut it at 10/14 rather than in half. If you are cutting off the web and flange for the top you may want to weld it back on replace mass or a base flange. Steel added to the side of the "column" will also add centered mass.
The goal of anvil making is to create compact mass. Generally the more compact the better. Use the mass you have wisely.
|
|
- guru
- Monday, 04/19/10 23:31:30 EDT
|
I was only thinking of making the cuts that are required to create the anvil part using a band saw. There is a drawing in this site in the anvil making articles by J. Dempsey that looks good to me. I may have access to a few pounds of mild steel to weld on, too. I think I want a 1" hardy hole, too. I was thinking of machining that, and then welding the back part back on. How deep would I need to grind to get past the work hardened area?
|
|
Chuck Tilbury
- Tuesday, 04/20/10 13:53:01 EDT
|
Chuck, The work hardening depends on the age and use of the rail. Some hardly work hardens at all and some over 1/16".
One recent suggestion was to cut the rail from the bottom and let the blade approach the work hardened area from behind. This gives the blade the advantage of already making chips. Saws also tend to be more forgiving on such things than drills and milling cutters.
If you grind the crown off the rail the majority of the surface will be free of work hardening.
If you are going to weld a hole on it can just be a slot machined in a piece of scrap then welded onto to a flat surface. That makes the hole a simple end milling or saw and file job.
|
|
- guru
- Tuesday, 04/20/10 14:58:38 EDT
|
Guru,
I live near Marietta, Ohio an am in need of coal for my forge. The two places I used to get coal have closed. Can you help me? Thanks, Betsy
|
|
- Betsy
- Tuesday, 04/20/10 17:54:40 EDT
|
Guru,
I live near Marietta, Ohio an am in need of coal for my forge. The two places I used to get coal have closed. Can you help me? Thanks, Betsy
|
|
- Betsy
- Tuesday, 04/20/10 17:54:52 EDT
|
Mr. Turley, I have a quick question for you regarding your school program. Please PM me if you have the time...
Also, a warm hello to all on the site, I've just now gotten caught up reading through the archives from my 1+ year absence. As always, you've all proven to be an invaluable source of knowledge!
|
|
MacFly
- Tuesday, 04/20/10 20:19:55 EDT
|
Hello,
I dug up an anvil. I have since learned that it is a fisher & norris because of the eagle on the side. It is dated 1835 and is in good shape. I would love more info about it. Can you help?
|
|
scott
- Tuesday, 04/20/10 20:59:49 EDT
|
Where to get coal: Betsy, First contact your local blacksmith association. If anyone knows about local sources or bulk buys they will.
The problem is that both domestic and home use of coal is rapidly ending. In the South almost every coal distributor is gone and there are fewer and fewer in the North. Folks are replacing coal furnaces due to the high labor required to feed them and dispose of the ashes. Generally the last large buyer is a local industry or school and when they stop using coal there is not enough business for a fuel dealer to continue to carry coal. . . the end.
You generally have three choices. One, is to purchase coal by the bag and pay shipping from one of the blacksmith suppliers that sells it (Blacksmiths Depot or Centaur Forge). Two, to arrange to buy a 15 to 20 ton truck load hauled directly from a mine. There ARE truckers that do this but it is not cheap AND its a large investment. Occasionally you can take part in a group buy and split up the coast and the coal. Three, convert to charcoal, or propane. . .
Along the Ohio a little piracy would work. . . lots of big barges going down the river laded with coal for the power plants. . . just kidding!
Most smiths today have multiple forges. Gas for common work and coal or charcoal for that picky work like welding small pieces. Oil forges are also an option but are not common in small shops.
|
|
- guru
- Tuesday, 04/20/10 21:02:28 EDT
|
Fisher Norris Eagle Anvil: Scott, See our Anvil Gallery or FAQs page, anvil articles, Fisher-Norris. We have a bit of history, photos and various types.
If you want more detail we sell Richard Postman's Anvils in America. If you have any interest in the history of anvils it is a bargain at $65 + S&H. Note that copies bought from us are signed by the author - an anvilfire exclusive!
|
|
- guru
- Tuesday, 04/20/10 21:09:21 EDT
|
FISHER NORRIS:
fisher didn't exist (i belive) before 1845 and stopped production in the 1970s. they are a tool steel face and a steel (not as hard, so probably medium carbon steel) on the cutting table and horn. the body is a fairly high grade cast iron. i have one myself (from the 1850's i think) that has a short horn, wide body and overall is very stumpy. the one the guru has pictures of is a later model in a different patter. can you post pics of it? i know someone can tell you more about them. they are good anvils and nice and quiet too. they aren't as expensive as other anvils and won't take top dollar, but they are verey serviceable.
|
|
bigfoot
- Wednesday, 04/21/10 07:32:34 EDT
|
Hello Guru and helpers, I recently aquired a Hay-Budden anvil and was told that you may be able to help me with some information about my anvil. The S/N is 150796 ... A 12 stamped on it by the pritcher hole ... and an 03 below the name. here are some pictures if it helps...
http://s581.photobucket.com/albums/ss254/draknon/Anvil/
Than you for your time and help...
Marty
|
|
Marty
- Wednesday, 04/21/10 20:02:45 EDT
|
i have a prentiss bull dog 98 vise it weights 325 to 350 lbs did prentiss make a bigger one jaws 8 1/2 wide opens 14in any info on this company would be grate thanks jr
|
|
jr coyote
- Wednesday, 04/21/10 20:28:25 EDT
|
Hay-Buddens were made from 1892 until about 1928. Late models have an all steel upper half and are welded at the waist. The very last were arc welded at the waist. Early anvils were the classic wrought iron with welded steel face.
Yours was made in 1894 OR 1919 if the serial number has a A prefix, which is what the A on the side MIGHT indicate. IF the entire horn is steel then it is a later model.
|
|
- guru
- Wednesday, 04/21/10 21:48:40 EDT
|
Prentiss Vises: Jr, I have two big Prentiss Chipping vises. The smaller with approx 6" jaws opens to 14". I think the larger is 8" or more. Both are my other shop so I cannot go measure them.
8-1/2" seems to be about the widest jaws in metalworking bench vises.
Reed, who took over Prentiss OR vise versa (maybe), made 8 and 9" jaw chipping vises. The large weighed 283 pounds
They also made swivel base machinist vises up to 9" and 327 pounds.
In the "Bull Dog" line Prentiss vises in 1/2" jaw increments but my catalog only lists up to 6" wide.
Many of these old companies were closely related and their product lines changed over time and with mergers and acquisitions. There were enough major vise manufacturers at one time that practically every hardware catalog had a different line or combination of lines.
During the hey-day of the heavy duty vise and handwork most of these vises were cast ductile iron. Only cheap light duty vise were cast iron. The era of the big vise manufacturers is gone and most now come from China and are of questionable quality and design. Simply compare the weight for the same size, look at the flimsey handles and screws and try to find the actual material. . . The DO NOT compare to the good old vises.
These are WONDERFUL old tools and will last lifetimes in heavy service if not abused. They CAN be broken with a heavy hammer or by using a pipe on the handle. Screws can be worn out if not cleaned and oiled. I have two Prentiss fixed base vises that I much prefer to the 6" Columbian swivel base I also have. There is no way to sufficiently tighten that swivel base when doing high leverage work. So even though it is a huge vise, it is much lighter use.
Howevr, no matter how heavy, in all cases for serious blacksmith work, you still cannot find better than a forged blacksmiths vise.
|
|
- guru
- Wednesday, 04/21/10 22:31:44 EDT
|
I have have one of those Chinese bench vises since I bought it at the big blue box store some ten years ago. About four years ago it got enough humidity to start popping off the quarter inch of Bondo that they had used under the paint to make a smooth finish over the rough casting surface. There aren't any major defects visible so far, but I won't be surprised to find some as more bondo flakes off. It still mostly works, but if I ever need to get another one of these it will be an antique one made in the USA and it won't be painted except by me.
|
|
mstu
- Thursday, 04/22/10 11:53:28 EDT
|
I would like to get a few feet of used railroad rail. Does anyone know of a source in the Chicago area or anywhere along the I-57 route the length of Illinois?
|
|
Jim T
- Thursday, 04/22/10 15:22:06 EDT
|
Jim, I can't help with chicago but there is a guy on ebay selling pieces of rail. Hes listed under blacksmith anvils. . .
Many large scrap yards handle rail. The problem is they do it in spurts as it becomes available and it is usually moved pretty quick. Used RR-rail is crushed into abrasive media anywhere from 1" pieces down to 1/4" pieces to use in grit blasting machines. Its a VERY sad end to what was once the life blood of our industrial transportation system.
If you are looking for something to make an anvil from you should be MUCH more opportunistic and look for any large pieces of steel. I beam is the last choice due to its thin sections and springiness FOLLOWED by RR-rail. Please look closely at how I recommend using rail in our anvil making articles. Solid pieces of heavy plate (3" and up) make much better anvils, so does large diameter shafting (4" and up).
|
|
- guru
- Thursday, 04/22/10 16:36:57 EDT
|
The world is so transfixed on making anvils from RR-rail that I often feel like removing every reference to them from anvilfire. . .
But the fact is at least one manufacture of craft anvils made them from rail. The face and sides were machined flat and square, holes drilled for bolting it down and a small horn formed on one end. These were a "craft work" anvil sold to jewelers and schools. They were not intended for forging. AND at least they were miles better than the cheap cast iron things imported today and sold to the same market. . .
|
|
- guru
- Thursday, 04/22/10 17:13:14 EDT
|
When I was a kid I wanted My uncle's anvil, but He would not part with it. He worked at the local Bethlehm Steel plant, and got somebody there to make an anvil from a chunk of medium size rail for me. They did a nice job, all factors considered.
After He died, I did get that old anvil, a soft cast iron ASO about 75#.
|
|
- Dave Boyer
- Thursday, 04/22/10 19:08:06 EDT
|
Not all old anvils were good anvils. Many catalog houses sold cast iron ASO's for about 1/2 of what premium anvils sold for. But, being what they were, very few survived long enough to be "good old anvils". So you still have a better bet buying old than anything new on ebay. . .
|
|
- guru
- Thursday, 04/22/10 20:32:55 EDT
|
Even the little cast iron craft anvils have their uses if you know their limitations. I use mine for copperwork and jewelry. ASOs are sometimes okay for very light work and straightening, or flattening mail rings. You just don't have a full capability tool, which means if you try to step them up to any sort of heavier forging, you're in trouble. It's all in the knowledge, which most manufacuters, merchants and private seller are either reluctant to impart, don't know, or just don't care about. It's sad that you seldom or never see "light duty" or similar caveats in the descriptions.
Meanwhile, certain catalogs for "replica" historic weapons and gear will just make things up to suit the inventory. (A subject for the Hammer-In, perhaps.) It's not just endemic in blacksmits tools. :-)
|
|
Bruce Blackistone (Atli)
- Friday, 04/23/10 07:12:48 EDT
|
Definitoins: I understand everyone will have a different view, but I would appreciate a general description of the following terms. 1) hobby blacksmith 2) professional blacksmith 3) Journyman 4) master blacksmith. Thank you.
|
|
Milton
- Friday, 04/23/10 07:20:37 EDT
|
Milton, These are fairly clear until the last which there has been contention about in some places. I've put the following together for a FAQ.
- Apprentice Smith
- Any student smith working for his teacher that is not a Journeyman or any student that has not reached Journeyman status. This may include legal employment of not. It may include a defined schedule of apprenticeship or not. See our Apprenticeships FAQ for details.
- Journeyman
- Someone who has completed an apprenticeship or has been taken on as a Journeyman due to skills learned elsewhere (self taught, schooled or while employed). A Journeyman is expected to be able to perform all the basic of blacksmithing tasks as well as operate all the tools and machinery commonly found in a blacksmith shop. In the modern shop this includes most welding equipment, cut off saws, drill press, bench shears. . .
- Master Smith
- In Europe (only in Germany at this time I believe), one who has completed an apprenticeship and earned Journeyman papers, then worked in sufficient shops or a prescribed time in order to apply to their guild for Master's Papers. In some cases Master's Papers are legally required to teach the craft.
In the U.S. or other places where papers are not issued, any professional smith who by their body of work is considered sufficiently skilled to teach their craft at least in their specialty. However, they should have a fairly well rounded knowledge ranging from artistic smithing to industrial methods.
While anyone could call themselves a "Master Smith", due to the lack of a ystem to define a Master many who are Master Smiths do call call themselves such and are often embarrassed when called a Master Smith. Others have occasionally gone to other countries to obtain papers in their craft. However, these papers are often "honorary" as the entire system has not been gone through.
Generally if someone calls themselves a Master Smith one should take their word for it.
- Artist Blacksmith (Kunstschmied)
- A smith who primarily does artistic blacksmithing including small decorative works, large decorative architectural work or sculpture.
- Industrial Smith
- A smith that works primarily in industry doing open die forging making forged parts according to blueprints or as a tool maker.
- Professional Smith
- Anyone who earns their living at blacksmithing either producing work or their own or for others. Usually a Journeyman level or better.
- Hobby Smith (Hobbyschmied)
- A smith who's primary occupation is not blacksmithing. A hobby smith may have a better equipped shop than some professionals and may have the skill level of a Master.
- Horseshoer (Farrier)
- Farriers are NOT by definition a blacksmith but are commonly called blacksmiths. This is partially due to the pioneer and horse drawn era when almost all smiths were also shoers. Farriers must have a deep knowledge of the anatomy of a horses' foot, hoof diseases and other things that a blacksmiths does not. On the other hand a blacksmith will probably need to know many more forging techniques than a farrier. However, most farriers that forge shoes are very skilled at moving metal and can easily pickup the skills of the artist blacksmith and others.
- NOTE:
- Many of thes classifications are not exclusive to each other. One can be a Hobby Artist Blacksmith or a Journeyman Industrial Smith. In some casses Toolmaker is a specialty smith but should not be confused with a Machinist Toolmaker. - guru
|
|
- guru
- Friday, 04/23/10 09:04:17 EDT
|
I need to add to Journeyman, Should have a high school education or better. This should include an elective no longer taught in many schools, mechanical drawing. And if the goal is to be an artist blacksmith, art classes.
A Professional Smith also needs more education especially since most are self employed entrepreneurs. Bookkeeping and some business acumen is needed. Art and Craft schools do not teach how to price one's work. Nor do they teach how to calculate shop rates or how to use press releases for advertisement. But this is another subject. . .
|
|
- guru
- Friday, 04/23/10 09:19:45 EDT
|
Just an idea....I was thinking if you had a large container of borax, place it on a hot plate, melt it and keep it in a liquid state, prepare the steel for welding, dip the pieces in the liquid borax, weld, fold, redip etc.
When the level of borax goes down, add more for remelting.
The moisture content should be gone.
|
|
Mike T.
- Friday, 04/23/10 10:07:21 EDT
|
Mike, the container would need to be a high temperature glass or ceramic. Borax would eat most common metals metal. I guess the only question is if its cost/fuel efficient.
|
|
- guru
- Friday, 04/23/10 10:19:15 EDT
|
Mike; your not the first to have that idea; I remember running across a patternwelder who did it that way about 15-20 years ago. He used his forge to melt the borax; most hotplates don't like to run as hot as you need to melt borax!
It seemed a lot more trouble to go through unless you were really cranking out billets during a short ammount of time.
Thomas
|
|
Thomas P
- Friday, 04/23/10 11:59:48 EDT
|
I could see where it might be efficient in a shop with three or more smiths doing forge welds all day. But for efficiency using dehydrated (anhydrous) borax would be much cheaper. Use the fuel once. . .
|
|
- guru
- Friday, 04/23/10 12:10:57 EDT
|
The terms Journeyman and mastersmith are vague in general blacksmithing...in bladesmithing there are specific tests and requirements for these titles:
http://www.americanbladesmith.com/ABS_JSTest.htm
http://www.americanbladesmith.com/ABS_MSTest.htm
|
|
- arthur
- Friday, 04/23/10 16:11:22 EDT
|
I was at the NWBA meet today, and I am reporting that I saw, in reality, all three sizes of the Rhino/Bubba anvils.
All three sizes actually exist in the real world, and not just as CAD drawings.
|
|
- Ries
- Friday, 04/23/10 16:49:24 EDT
|
While the ABS has a performance test it really does not speak to the depth of knowledge and maturity a "Master" of any craft should have. There are a couple teenage "Master" smiths in the ABS.
The ABS standards have some really huge holes in them as well. The 90 degree bend test should have a maximum bend radius. Some of the early applicants bent blades to an inch or so radius but many today just make half the blade length. There is a huge difference. The "layers" of steel thrown around in knife circles mean nothing. Layers per unit thickness such as layers per inch MEANS something. You could have 300 layers in a two inch billet and they become 2400 layers per inch when forged to 1/4" thick but is still only 2400 layers per inch if the blade is then ground to 1/8". . .
Standards: ABANA has a Journeyman program and a list of suggested requirements.
http://www.abana.org/resources/education/journeyman/index.shtml
Other U.S. smithing organizations have tried to set standards but have failed. I understand because I have issues with all those I have seen. ABANA's is best. But there are others that require the use of specific machines that I never had in my shop until recently and only use for special purposes, not general use.
I believe that any journeyman in metal working (smith or bladesmith) should have completed accredited welding courses for oxyacetylene (minimum) and arc welding (if expecting to practice it). It is the only way to properly get all the safety rules drilled into you and tested. While ABANA requires knowledge of modern welding it does not emphasize how it was obtained.
While some things can be learned on-the-job this is one that SHOULD not. We have posts this moment on the Hammer-In where so-called "weldors" are giving advise to a teenager when they don't have a clue what they are talking about. I'd bet they don't know HALF the safety rules they should.
The Victor welding booklet I just pulled out of a Journeyman II outfit has at least 32 critical rules and starts out with DO NOT use this equipment without proper training.. . . We learned about twice that many in a semester course.
Other than that, ABANA's Journeyman program COULD be tested or "proved" by a series of required samples and tests listed. But I want to see your welding school certificate or equivalent before you touch that cylinder rack. . .
|
|
- guru
- Friday, 04/23/10 18:41:00 EDT
|
I had been thinking of taking knife making classes at the Bill Moran blade making school in Texarkana, Ark. I called them and got some information and read up on it on their web site. In order to pass, you arrive with a knife you made in your own shop. The knife must have a welded pattern of 300 folds, sharpening the knife, once arriving is not allowed. You must be able to chop a 2 X 4 in two, then cut a rope in two with one chop, then be able to shave with it, then undergo a bend test in a vise. I changed my mind about attending the school, I think it is ridiculous.
|
|
Mike T.
- Friday, 04/23/10 20:34:10 EDT
|
I live in Pittsburg KS (that is southeast KS) does anyone know if the coal that was mined here is good for blacksmithing? It was stripped mined and I have found a place that I'm still able to find it on the ground.
|
|
Adam Grillot
- Friday, 04/23/10 20:59:14 EDT
|
Mike, That is the Masters test. I think they had to be telling you the goals of what they teach. OR thought you were applying for the Master's test. I think you had some gross misscommunication.
|
|
- guru
- Friday, 04/23/10 21:12:14 EDT
|
I was looking for the RR rail piece (see above) to make anvil tools like a fuller or base for a bending fork and such. I was already able to get a reasonable anvil...(I hope) But have yet to make my first project.
|
|
JimT
- Friday, 04/23/10 21:24:18 EDT
|
Kansas Coal, Adam, I know nothing about it. However, Coal comes in infinite variety from stuff that it only fit to pave roads with to the highest grade fuel short of refined petroleum. Coal for blacksmithing generally needs to be the best. A lot of mined coal is burned in bulk in plants that are "tuned" for its characteristics. Coal that works fine in these big plants might burn in the forge but not burn hot enough and leave large amounts of ash and clinkers.
A good way to find out about coal is to build a very cheap brake drum forge with scrounged parts, THEN buy a bag of 1st class coal from one of the blacksmithing suppliers. Try some, melt the end off a steel bar, see how it acts and how much burns up for the small amount of ash. THEN test your local coal. Break it up in about the same size pieces as the purchased coal. Try a bucket full. If you can scrounge something for an anvil, try forging with it. Then go back to the good coal. Its a relatively cheap efficient test that you learn a lot from including how coal behaves, how to build a coal fire, manage it and maybe a little forging. If the local coal is no good and you think bagged coal plus shipping is too expensive then you may want to go to a propane forge OR get a bag of real lump charcoal (not briquettes), and test it in your forge.
Note that these little forges are not the best and only have a short time when the fire is just right. But they will work well enough to get started and test some coal.
|
|
- guru
- Friday, 04/23/10 21:37:16 EDT
|
Mlke T
I think your a little confused..The test you mention is for a Mastersmith rating..No Damascus alowed for the journeyman test..and each part is designed to test a different aspect of the blade...This has nothing to do with the school!! The school is a fine place to learn and offers several courses ranging from the two week introduction course..up to advanced courses on folders,Damascus,etc...I found the school to be excellent as have everybody else I know who have attended..
|
|
- arthur
- Saturday, 04/24/10 12:25:50 EDT
|
After 40 years of welding my husband's kidneys have failed. He was sure it was just the flu. He's a Vietnam Vet and the government says there is no connection between all the welding he's done and the auto-immune disease he has. I'm wondering if it could be linked to heavy metal fumes and dust. Do you know of a website or organization that could help me? I have found some information but I need all I can get to fight the government.
Thank you,
Sammi
|
|
Sammi
- Saturday, 04/24/10 16:26:27 EDT
|
Sammi, Welders get heavy metal poisoning from a variety of sources.
1) Most welding rod has manganese in it. The higher the strength and harder the rod the greater the manganese content. Manganese has been found to be related to more and more illnesses and there is much debate at this time.
2) Common galvanizing contains zinc which is related to metal fume fever. Repeated exposures tend to have more severe reactions. One of our members died as the result of zinc fume exposure. See Metal Fume Fever.
3) Cadmium plating and zinc/cadmium was used on marine hardware and particularly military hardware of various types. Fumes from cadmium is very toxic. If it does not kill you it has serious long term affects on major organs.
4) Weldors are often called upon to repair babbitt bearings.
5) Weldors often make repairs to surfaces painted with lead paint either making dust or lead fumes in the process.
6) In the past and still too often today weldors work in tight spaces or with improper ventilation. All welding creates some metal fumes. Welding plated metals or painted surfaces creates more. This ends up being inhaled unless there is very good ventilation.
If your husband's doctors are not looking for heavy metals they will not find them.
NOTE: We get a request like this about once a year. It is always a wife looking for answers to mystery diseases suffered by their long time weldor husbands.
|
|
- guru
- Saturday, 04/24/10 17:46:55 EDT
|
Is there anywhere on the net where I can get reliable information on acetylene welding? Here there seems to be only 1 design of torch available for both cutting and welding. Would ordinary, mild steel fencing type wire be suitable? I have got some technique but want to improve.
|
|
philip in china
- Saturday, 04/24/10 19:52:28 EDT
|
Just got back from trip to check out another anvil, this time it paid off.
Came home with a HAY-BUDDEN, stamped 1 1 2 under the Brooklyn NY. There's a number 5 to the right of the square hole under the horn, but the #'s on the front feet are marred up hard where they took sharpened horseshoes and bent them over the feet to drive into a stump. It's been used and the horn's covered in shallow nicks from beating horseshoes, but a real clean & smooth face with a good hardy-hole. Old cowboy took care of it.
I'll let the wife take some photos of it and I'll post them.
Thank you Guru for setting me straight on that junky jet-ASO. You helped turn a bad trip to see cast-iron into a good trip for a nice anvil.
Danial Bang
forgenarmory360@yahoo.com
|
|
Danial Bang
- Saturday, 04/24/10 20:09:11 EDT
|
Phillip, Except for the very small torches that use the preheat flame for both welding and cutting all standard torches use a single jet tip for welding and an attachment that uses multiple jets for preheat and a center pure oxygen jet for the cutting.
God oxy-acetylene welding starts with good weld prep, then the right sized tip and then puddling technique. Filler wire is a mild steel wire and the source can vary but it needed to be clean. Commercial rod is copper flashed to keep it from rusting. You can oxy-acetylene weld from 1/16 plate to 3/4" (if you are crazy).
IF you get the torch to close into the puddle, and the jet is too soft (slow), and a spark travels up into the nozzle, this causes the POP that then blasts out the metal in your puddle and requires restarting the bead. Learning to avoid this is the critical part of torch manipulation.
Constant motion of the tip to manipulate the puddle and control the amount of heat and preheat ahead of the puddle is the art.
Then its practice, practice practice. That is the thing about going to welding school. I used up way more fuel and rod than the curriculum cost. But it is the same in your own shop. Until you have put in the daily hours and used up the materials you will not have learned what you set out to do. Fuel, rod, steel. . . takes a bunch to learn. This is something I knew but had not applied it to all tasks. When you go to the power hammer school you might go through 50 pounds of short pieces of steel and the necessary fuel to heat it doing nothing put practice pieces for a couple days. Forge a point. . bad, toss it forge another, an another and another. . . Forge a ball, then another then another. . . Welding is the same. Run flat beads, then inside fillets, then outside corners then tubing at right angles then fitted odd angles. . .weld light to heavy. . . Do it again until you get it right. I had a clue when I took welding that my $75 tuition was subsidized or not properly costed and I took advantage of the materials, not wasting time and doing extra when the time and materials allowed. . .
|
|
- guru
- Saturday, 04/24/10 20:57:13 EDT
|
"Came home with a Hay-Bud", there's got to be a song in there someware...
Good for you Danial B, welcome to the H-B brotherhood!
Too bad about the unreadable serial number, it would have been nice to know how old it is.
I have a 134lb. H-B that is 116 y.o. this year. Like yours, the horn is a little nicked up and I would guess that would put yours with a wrought iron body and tool steel top like mine.
For its age, I consider the top on mine nearly pristein with good edges to boot and, flat as can be.
All the working surfaces stay clean and bright with use although I admit that I do baby it during the winter months.
I made an enclosure from 1" "blue bord "insulation that covers the anvil and stand right down to the floor.
Then I have a 200w oil pan heater that I stick on it to keep it warm for use in my un-heated shop.
I find that keeping it warm and coverd, also keeps it from rusting so, I don't need to oil or paint it either.
You may be able to see it on the AnvilCAM page as soon as I get some stuff done for the Guru.
Happy Hammerin'
|
|
- merl
- Saturday, 04/24/10 21:24:46 EDT
|
Phillip: The old standby shade tree garage welding rod is coat hanger wire. The fence wire might be galvanized, if so it is less desirable. Bare bailing wire is fine if You can find it.
There is some irony to Your mention of the lack of torch equipment in China, perhaps they export all of it to the US. I thnk there are some differences in what Us North Americans are accustomed to in torch equipment compaired to what is used in other parts of the world, especially Asia. See picture- http://genstartech.com/fs/outfit-fs.html This shows what Americans expect in a torch set, it is a copy of Victor brand. The picture shows the cutting atachment mounted on the handle, the welding tip & mixer just below it.
As for practice, start by carrying a uniform puddle on steel plate, when You can do this reliably then add filler and carry a uniform bead, learn to work in all directions, then all positions, & various joint geometries as Jock mentioned
|
|
- Dave Boyer
- Saturday, 04/24/10 22:45:38 EDT
|
Well ain't this something....
Bought a pair of heavy-duty tongs a few weeks back that was painted red...but I've never seen a pair like these before, and they are in great shape!.....but then, I'm new & taking it slow, learning as I go.
cleaned them up & found a name stamped in them, TRUAX, GREEN & CO. So I looked them up and had the wife do some checking also.
Turns out they're old surgery insturments from way back in the day.....Leg amputation forceps. They're over 21 inches long! Wife got an e-mail on them and they're over 150 years old. And some "mu-zee-um" over in England is wanting us to let them check 'em out.
Really, they make horrible tongs, so I guess I won't pound on them then.
I'll tell 'em I'll trade them for one of their anvils......
Danial
forgenarmory360@yahoo.com
|
|
Danial Bang
- Sunday, 04/25/10 01:04:12 EDT
|
Its a Blacksmith's Tool: Individuals, antique dealers and junk dealers try to classify ANYTHING old and rusty as blacksmiths tools and if it has a pivoting joint it's a pair of tongs. I've seen everything from upholstery hog ring pliers to wire cutters labeled "tongs". And our recent discussion on the Hammer-In identified an ebay "anvil stand" as a milk separator stand. It would probably bring more money as a piece of antique farm equipment. . .
|
|
- guru
- Sunday, 04/25/10 09:39:57 EDT
|
I just got a sweet deal on a little champion that had been sitting on someone's lawn as a decoration. Needless to say, a bit of cleaning was in order! I've already disassembled and derusted everything in an electrolysis bath, and am in the stages of re-assembly, but I was wondering if you gents had any specific oil/grease recommendations for the gears... Other than the cosmetic rust on the outside it actually appears to be in *great* condition. I'd be happy to send pics of the project if you'd like.
Also, speaking of tongs- I was at an antique mall yesterday and stumbled across a pair of fairly large tongs. As near as I can tell they were for some pretty hefty flat bar or something. Well, the whole time I'm looking at them I was thinking
|
|
- MacFly
- Sunday, 04/25/10 10:33:40 EDT
|
'jeeze, these things are a poor excuse for tongs... Did the guy even know what the heck he was doing when he made these?!' Well, I then saw the description and price; 'very unique RR tool, $169' Lemme tell ya, I got more than a few looks when I started laughing!
|
|
MacFly
- Sunday, 04/25/10 10:35:39 EDT
|
Re "old blacksmiths' tools," how about corn/bunion tongs and arc welding chipping hammers?
|
|
Frank Turley
- Sunday, 04/25/10 11:32:49 EDT
|
Oh, and Mr. Turley- Thanks for all the info, that flyer you sent me got here FAST!
|
|
MacFly
- Sunday, 04/25/10 14:16:56 EDT
|
Large cludgy tongs:
We see a lot of these at flea markets, often in groups. I used to call these "farmer tongs" as they were common and obviously not made by a trained blacksmith. Later I found a fellow that had a large box full. I asked him where they came from. . . an old trade school. These were first tongs made as graded projects by students. And as is fairly common in such situations the materials were two heavy (5/8" round for reins) and the instructor probably not a professional smith. The virtually useless tongs were left behind at the school. . .
About all these "tongs" are good for is raw material OR decorator pieces. Considering the cost of steel these days its sort of a toss up.
Since the junk dealers don't know good tongs from bad and both sell the price is the same.
|
|
- guru
- Sunday, 04/25/10 15:23:01 EDT
|
Hello, I have a Trenton 150# anvil, and Peter Wright 186# anvil wanted to know if you would want pictures of them to add to the Avnil gallery? please let me know
|
|
- Jeff King
- Sunday, 04/25/10 17:57:07 EDT
|
Hello, I have a Trenton 150# anvil, and Peter Wright 186# anvil wanted to know if you would want pictures of them to add to the Avnil gallery? please let me know
|
|
- Jeff King
- Sunday, 04/25/10 17:57:47 EDT
|
I have a 1979 f350 I am looking to put back on the road. It has a dump body which works good with a pto and large cylinder to raise the bed. I am considering putting a whole new bed on it, and the dumping mechanism isn't all that useful for blacksmithing...
I'm wondering about the feasability of utilizing the components in a more useful way. I thought of using the cylinder for a hydraulic press, or perhaps keeping the pto mechanism to run a crane or some such thing. I'm open to any ideas..
|
|
- Josh S.
- Sunday, 04/25/10 19:10:54 EDT
|
If you are stripping the dump bed off then the PTO has a considerable demand. The cylinder might work for a press but is probably long travel and not as high a force as you might want for a press. The pump is seperate from the PTO and has its own value as well.
An F-350 is a little small for a dump bed isn't it? My F-600 seems to be more dump body size. . .
|
|
- guru
- Sunday, 04/25/10 19:38:07 EDT
|
Regarding antiques wrongly classified my father was an old school pharmacist. He had learnt to make his own tablets, pills etc. He once sold a whole load of old gear to an antique dealer. One item was what the dealer later sold as a bullet mould. It was actually for making suppositories.
|
|
philip in china
- Monday, 04/26/10 09:16:14 EDT
|
"in bladesmithing there are specific tests and requirements for these titles"
Arthur; those were set up *by* the ABS *for* the ABS. There was quite a lot of bad blood generated in the Bladesmithing community when the ABS was started and instituted their ranking system. A lot of master bladesmiths refused to join over it.
As such they would have as much validity as if you started up a smithing group and instituted your own system for apprentice, journeyman and master smith. What merit they have is in the reputation of the certifying group. They were not handed down from on high to the ABS.
I remember some of the discussion that went on during that time!
BTAIM the ABS school is very well thought of and everyone I know that has attended it has learned scads. And there are class for every level you are at---beginner, intermediate and experienced!
Thomas
|
|
Thomas P
- Monday, 04/26/10 17:04:59 EDT
|
Thomas..I've also found that over the years the bar is continuously raised and some old time mastersmiths wouldn't pass under todays standards....also the performance tests are not all that hard and any handforged blade should be able to pass..It's the five knives submitted for judging that are the real challenge..still it's good [I think?] to have some kind of judging standard...My knives while being admired by SWABA would not come close to earning a JS stamp.
|
|
- arthur
- Monday, 04/26/10 17:31:34 EDT
|
Does anyone have a source for pure nickel wire? I would like to use some in a pattern welded cable knife blade. It is mentioned in chapter six of The Pattern-Welded Blade book by Jim Hrisoulas.
|
|
sroomsmith
- Monday, 04/26/10 18:05:58 EDT
|
Hey, i've always wanted to make a gasoline engine completely
from scrap with my hands (have no experience blacksmithing
or machining) and was exploring a few ideas for tecniques.
I know that if i take aluminum foil and crunch it up, i can
compress it and it becomes rock hard. So, if i use a metal mallet or something to do this instead of my hands, would it become hard enough to withstand a blow from a small gas explosion if i mold it into a piston? The cylinder and piston is really the only part i'm afraid of doing wrong.
Also, i was thinking that if i take several tin cans and wrap them around each other, could that make them stronger? I really have no idea where else to ask these questions.
|
|
John Jacob
- Monday, 04/26/10 20:27:05 EDT
|
also, the main reason i'm deciding to use aluminum foil
is that it's the most easily accessible pure metal
material i can think of using. Also, easily foldable
and workable using the hands, and optionally tools, and
very light. But most of all, it has a very high melting point, which is good to have in an engine that may get very hot.
|
|
John Jacob
- Monday, 04/26/10 20:42:50 EDT
|
John Jacob - NO NO NO. Aluminum does not have a high melting point - it's around 1100 F, copper melts at much higher temps and iron higher yet. You can't compress aluminum foil into a solid using a hammer, even PM using powdered metal and multi-ton forces per square inch doesn't reach 100 % density even after sintering - it's got to be forged again at proper forging temps for the metal in question.
If you want to make a gasoline engine, casting parts is a better way to go. I believe Lindsay publications has books on building gasoline engines and also building backyard foundries for casting AL.
|
|
- Gavainh
- Monday, 04/26/10 21:55:05 EDT
|
@John Jacob. Your idea of what 'rock hard' is, and from an engineering stand point what 'rock hard' is, are two completely different things. Aluminium is not hard in any shape or form as a pure substance, and as mentioned, one of the common lower melting point metals you'll come across. Infact, aluminium is so easy to melt, that you could do it using a heating element in an insulated container. However the advantage of this, as mentioned, is that you could somewhat easily cast the 'housing' for the main engine components. Infact, small 2 stroke engines that you see on grass trimmers etc are made from cast aluminium I believe. Yes it will get hot easily as aluminium is an excellent conductor of heat, but it will be just as easy to cool it using appropriate methods. Even still, a large portion of the heat generated from combustion will be converted to mechanical energy.
However, I don't think aluminium is the only metal that they use; as was explained to me before, engines are made of cast iron or aluminium with machined metal alloy inserts for the cylinders, if I recall correctly (I don't remember what the inserts were made from).
Think about it, if it is easy for you to shape aluminium to a form, it will be just as easy, if not even more, for gas pressure to deform it. Also one of the neat things about why aluminium is so resistant to corrosion is because it is very reactive, so reactive that any exposed surfaces soon develop a very thin layer of aluminium oxide (a ceramic material) which protects the pure aluminium underneath. So regardless of how hard you beat aluminium sheets together, you cannot make them fuse together due to the layer of oxide on their surfaces.
I suggest studying how gas engines work and the relevant thermodynamic principles behind them, before even attempting to decide upon materials etc, even the simplest engines have some pretty complicated ideas behind how they work. Also consider if a spark ignition gasoline engine is the first thing you want to try, a diesel engine which burns the fuel purely from heat of compression might be easier. I don't think there might be a need for a fuel injector either if it is designed so that the compression process causes ignition just as the engine enters its power stroke.
|
|
Nabiul Haque
- Monday, 04/26/10 22:33:54 EDT
|
You know, I'm so new & dumb here at this wonderful site called ANVILFIRE.com that I'm as square as a hardy-hole.
I mean just starting from bare basics I've learned that I don't know how to swing a hammer the right way and I'm taking lessons in the I-Forge archives from a duck named Dippy......it's true.
But back in a different time & place I remember some wizz-kid Ivy-school engineers pushing a bad idea for an all aluminium sound suppressor for full-auto fire.
No matter how they "wrapped & packed" these things, they just DID-NOT-WORK. Even controlled burst-fire would turn the baffles inside into something like mangled pasta-shells.
Sometimes pushed bad-ideas can cause more than just failure, it can get someone killed.
|
|
Danial
- Tuesday, 04/27/10 00:30:09 EDT
|
John, Interesting thoughts but no, it won't work.
As others have noted there are other ways. However, you are very unlikely to do it without machinery, at least an engine lathe.
Boot Strapping and other Life Choices
IF you want to do this on the cheap and very low tech then KNOWLEDGE is your most important tool. The first step is to learn basic metalworking methods. There is a good general text book titled Metalwork Technology and Practice. New copies are, well what new books cost but used copies are available cheap. You want to study the and practice the most basic metalworking techniques, chiseling, filing, scraping and sawing. With the knowledge of some basic metallurgy and use of the simplest tools you can make more complicated tools, machines and many of your engine parts. However, it DOES require patience.
If you study the development of modern technology you will find that most modern machine tools tools were originally made with nothing but hand methods and simple castings. Forging was also used but less than you think. Most shafts were forged iron or steel which today you obtain already in the form of shafts. But you may forge parts if you wish.
Castings for machine tools are best made of cast iron but there are plans for making them using aluminium castings. If you make the aluminum a little heavier than the cast iron parts you can make very good equipment.
In a modern society you can also use commonly available steel shapes but some might consider this "cheating". But the fact is that you can start with large lumps of metal and carve parts from them rather than using castings. This is largely the modern chip making method used in many machine shops. It helps to have machines for this method (purchased or those you build).
Building (or purchasing) small simple machines to build larger more complex machines is a "bootstraping" process. Many folks enjoy this process and start as primitive as possible. It is definitively an educational if not somewhat altruistic method.
The other less altruistic and somewhat more practical method is to purchase small machines, learn to use them and then make your projects, engines, inventions, whatever.
Either way, metalworking is a very enjoyable hobby or occupation. But there is no going half way.
|
|
- guru
- Tuesday, 04/27/10 00:30:27 EDT
|
John Jacob,
I'm front & center and asking for your eyes-on-me for just a moment....please.
In no way was I wanting to come off as calling you out, or dumb,(that was me picking on myself) or flagging your thoughts as a "bad idea".
IF I did come off as such, please forgive me. I am sorry.
Who am I, among all these mighty men of wisdom & knowledge, to judge??? Not I.
I sincerely hope that you take your idea and run with it until its honed and refined till it snaps & spins like a fuel-injected rattle snake!
( waddling back to the school of archives, and removing Dippy-ducks hammer from my backside. )
|
|
Danial
- Tuesday, 04/27/10 01:38:33 EDT
|
Hi. I am a complete beginner getting set up. I live in town and have a small woodworking shop with some outdoor work space. I am debating between coal forge and gas forge. Coal seems cheaper but I am concerned about the odor. Gas forge would take up less space but I hear will cost about $10/hr to operate with propane. Neighbors don't complain about woodshop noise so I don't think metal hammering will be any more or less annoying.
My shop is multifunctional and space is an issue. What can you suggest I do?
Thanks.
Rob
|
|
Rob Gorrell
- Tuesday, 04/27/10 07:01:33 EDT
|
My personal answer was both; but it depends upon your scale of work and ambitions. I get about 21 hours off of a "barbeque" size gas cylinder on my one-burner Whisper Baby gas forge. It is perfect for smaller parts such as box hinges, small to medium knives, display pieces, iron jewelry, or even spearheads. It is good for sub-assemblies on larger projects. You do, of course, have to be careful of sequencing, so that you don't make a big bend or curve and not be able to get the item back into the small working chamber, or out the back hatch.
However, if you are doing any welding or bigger work such as large chest or barn hinges or architectural work, you need a lot bigger gas forge using a lot more fuel (and at greater expense) or an open coal forge.
Now, some of my neighbors actually like the smell of the coal; it reminds them of their childhoods back up in Pittsburgh. Also, I’m down on the farm, and there’s lots of room for the smoke to dissipate. Suburban neighbors can be a little fussier. One dodge is to experiment with a small brake drum or "BBQ" coal forge. Small investment; small loss if it doesn't work out. Also, if you have a steady and cheap source, lump (not briquette) charcoal is wonderful- clean, no sulfur to contaminate the finer cutting edges or springs or more sensitive steel projects; mostly smokeless, mostly odorless; and you can cook hotdogs over it! It's the historic fuel of the blacksmith, but you burn through it, by volume, at a fierce rate and there are a number of tricks to forging and welding with it. (I've ripped through a LOT of charcoal doing a weld.)
Just like anvils, you can do small work in a large forge, but you can't do large work in a small forge; so unless you already know the scale of your work, you would probably be best experimenting with a medium coal/charcoal forge and see what the neighbors think. Then adapt as necessary based upon the reactions of your neighbors and your developing capabilities.
One final note- I'm presently setting up a separate building for my woodshop to remove sources of random fuel from my forge. Woodchips and sawdust and long shavings from planes and drawknives make great tinder. Random hot coals or hot cutoffs at the hardy make great ignitions sources. In the forge I use sodium silicate AND metal wainscoting, and a dirt/sand floor at the hot work area to reduce the threat of fire. You may wish to make your setup and "out the door" system, so you can forge outside, and only put things in your woodshop when they cool down and are safe.
I’m sure the other folks here will add to this. Good luck!
Sunny with clouds and cool on the banks of the Potomac. The waterspout/tornado managed to miss us last night at Oakley!
Visit your National Parks: www.nps.gov
Go viking: www.longshipco.org
|
|
Bruce Blackistone (Atli)
- Tuesday, 04/27/10 08:02:56 EDT
|
Boot Strapping: Hasluck's Metal Working Has plans for a small foot treadle lathe designed to be made from a bunch of small cast iron castings. The only trouble with this is the near impossibility of getting a foundry to cast the parts from your patterns. When the book was written almost every town with any industry at all had a foundry/ironworks and skilled foundrymen who could take amateur loose patterns or even old work/broken parts and make castings from them. While like all foundries their money was in the production of a product in large quantities they also did a lot of one-offs for in-house use as well as off the street business.
Today such foundries are rarer than hen's teeth. Thus the backyard foundry. This is much simpler said than done and is very serious business.
|
|
- guru
- Tuesday, 04/27/10 09:21:29 EDT
|
John Jacob(jingle himmer schmitt???... just teasing...)
That is an interesting proposal, "to make a working I.C. engine from highly compressed aluminum foil"
It sounds like you are trying to imitate the stintering prosses but, I dought you would ever be able to achieve the heat and pressure needed to cause fussion of the material even in a very small, localised area, not to mention a complete, homogeinious part.
No matter how tightly "packed" your aluminum ends up it will still be just alot of unwelded layers.
If you want to build an engine from scrap I would suggest you go to a srap yard and ask if you can carefully dig through the aluminum scrap to see if you can find a piece of tubeing to suit your needs.
The other thing about "bootstraping" as suggested by the Guru, is that you don't want to start at a point so far beond your skill and knowlage level that you will completly loose sight of the project. How many steps back from the desired end resault SHOULD you take? Are you going to go off and learn how to identify a naturaly occuring Bauxite(sp) sorce and then learn how to mine and prosses it and refine it and make your own aluminum ect...?
A noble endevor, if that is what you're after. The persuit of knowlage can be like a great religious experience for many people. On the other hand, practicality may dictate an alternate reality for you, as it does for most of us.
If you're undaunted by all of us "nay sayers" here then I would suggest you research the stintering prosses and the Linley lost technology books and see what you can find to fan your flames...
|
|
- merl
- Tuesday, 04/27/10 10:00:50 EDT
|
correction:
"Linley" was the name of the company that manufactured the very fine little jig mill that I have.
"Lindsay" is the name of the publishing company that produces the books I refer to.
I'm pushin' my mid-late 40s and some times the clutch slips...
|
|
- merl
- Tuesday, 04/27/10 10:12:45 EDT
|
Mixing Wood Working and Metal Working: There are some issues to be aware of. One as Bruce noted is fire.
Metalworking is generally dirty. Coal and charcoal dust can stain your woodwork. Worse, is iron scale, powder and swarf. Grinding grit can embed in wood and stains oak in particular. Welding sputter balls do similarly.
If you have a fairly large open shop these problems are not too severe. Storing wood where it is not exposed to grinding swarf and sputter balls is important. Otherwise with good housekeeping the two can be compatible.
|
|
- guru
- Tuesday, 04/27/10 11:01:15 EDT
|
|
|
[
CSI - anvilfire MEMBERS Group |
Getting Started in Blacksmithing ]
|


