I'm a welder of moderate skill level primarily working with stick and mig. I was thinking of assembling a sword out of some of the thin pieces of scrap I end up with at the shop mostly mild steel plate of eigth inch and quarter inch width (approx.) and various pieces of everything in between.
With a 1" wide strip of 3/16" as a core and two pieces of harder thicker gauge steel joined to the back and the cutting edge side with a 6010 root pass and 7014 covering (bevelled butt joint) and an edge laid down from hard alloy (surface hardening) rod or stainless steel.
I would like to know if this is:
1)a feasible project and what sort of difficulties the different metal hardness and joining might cause and/or if this would be a functional sword.
2)if there is anyway to temper or harden the sword (the shop has a crucible that I've gotten permission to use)
3)I plan on using a disc grinder to remove the excess weld and put the edge on and following up the rough shaping with a polish disc do you think this will cause any problems.
4)Would it just be easier to cut some scrap into a sword shape and polish it up? and would that result in anything
remotely functional?
Its intended as a gift for a friend (who I trust not to do anything stupid and I'll build a sturdy lockable display case for his adolescent stepson's benefit). A functional sword would appeal to him even though it's meant to serve as a wall hanger. Also I'd like to show off some of my welding skills, and maybe turn a better profit off of the scrap than what the shop currently gets from the recycling place.
Thank you for your time
|
|
Chris
- Wednesday, 07/08/09 00:29:05 EDT
|
Compact Hobbies:
Sometimes, when hauling vast quantities of blacksmith tools, Viking style weapons, camping equipment, anchors and ships gear (frequently all at the same time for a single event), I do contemplate the possible joys of stamp collecting! Travel the world from the comfort of your armchair, with the philatelistic joys of discovery and precision. (At least until I was found dead in my leather armchair; crushed under an unstable stack of albums cascaded across my study; still gripping my tweezers and magnifying glass. ;-)
|
|
Bruce Blackistone (Atli)
- Wednesday, 07/08/09 07:52:40 EDT
|
I think tool collecting is a worldwide disease.
I met an ornamental turner a couple of years ago, from the UK, who showed pictures of his house- in every room, including the kitchen, there were large ornamental lathes- somewhere between 30 and 50 of them, each one so rare that it is unusual for one to be for sale in the USA once a year. He specialised in Swiss and German reducing faceplate lathes for making medals and plaques.
I also once met a Norwegian smith with 5 Beche's. I have seen pictures of an old Art Deco Movie Theater in Capetown, South Africa, with more tools in it then you can shake a stick at, a complete blacksmith shop- and the guys at Transfer Company, a Japanese blacksmithing duo, own all the tools one could want.
Where there is a will, there is a way.
But even here, in the land of plenty, there are people who take pride in being able to work with almost no tools- Tai Goo, for example, will make knives with a hole in the ground, and maybe a hammer.
I think its more a matter of attitude than necessity, but we do have the opportunity to acquire industrial equipment here quite cheaply- my friend George has a 10,000 sq foot shop so full of tools and equipment you can barely walk in it, including multiple anvils, 5 power hammers, 3 forklifts, several complete machine shops, and much more. He is pretty american in his love of tools for tools sake.
Grant is no slacker when it comes into shoving cubic feet of iron into small spaces either, for that matter.
And me, I dont like to talk about it. But I am sure not moving any time soon.
|
|
- Ries
- Wednesday, 07/08/09 10:16:28 EDT
|
Another Sword Project: Chris, There are numerous problems with your plan. The first problem I have is understanding your word picture. However, the other problems are.
1) Hard facing rod does not make an edge. This material is generally used for abrasion resistance. There would also be a stress and warpage problem.
2) It may be a vocabulary problem but heat treating is done is a furnace, not a crucible (a container for holding melted metal). Generally hard facing rod is not heat treatable.
3) The blade is only half the project, the guard, grip, pommel. . . These are where a lot of the art are involved.
Shaping with an angle grinder works if you have a good eye and skill with the grinder.
A sword as a lethal weapon is just as lethal if made from soft metal as hard. In fact any pointed bar of soft iron will kill quite well. Hardening and putting a sharp edge on it are long term durability issues. Even wall hangers can be lethal.
If you are going to make a wall hanger, do it, make it pretty. Put some art into it.
As to using scrap metal, that is a big part of blacksmithing. But many projects with high levels of labor are much better served with new materials of the proper type. It all depends on your goals.
|
|
- guru
- Wednesday, 07/08/09 10:41:31 EDT
|
Chris, depending on what type of sword you intend to make it's way too thick as described and doesn't account for any distal taper. It's also a lot more work to get a most likely inferior sword.
All such welds need to be full penetration and depending on what type of sword 3/16 is already the thickest you would want it. What about fullers?
A crucible is a pot to melt metal in; do you mean a crucible furnace? A trench dug in the dirt filled with chunk charcoal with a piece of black pipe with holes in it along the bottom blowm by a vacuum cleaner exhaust would probably work better than a crucible furnace for sword heat treating.
A disk grinder is quite acceptable for roughing out a swordblade.
If you have access to medium or high carbon steel plate, cut the blank out and grind! You may need to send out for heat treat though. If you plan to do your own please expect to ruin a bunch of them before you get heat treat down pat.
As for turning low grade scrap into value added product; well you would be lucky to use 100 pounds in a year and spend thousands of dollars in labour and consumables doing so.
May I commend to your attention "The Complete Bladesmith" by Hrisoulas as it contains info of grinding, heat treat, metal selection, hilting that is applicable to swords even when they are not forged to shape.
Thomas
|
|
Thomas P
- Wednesday, 07/08/09 10:51:49 EDT
|
I have been trying to solder brass and copper into jewelry pieces but the heat discolors the metal. What do I need to do to get back to the original color?
|
|
Pat
- Wednesday, 07/08/09 15:00:36 EDT
|
TOOLS- When Dad was young & cocky in the orthopaedic business he quit one local shop and went to the other in town for a job. They told him that they had work enough for another man, but not enough tools to go around. Dad being Mr. Modest replied that "when you are good, you dont need very many". :) And he didnt, he still can do lots of things cold that I cant match working the material hot.
|
|
- Brian C.
- Wednesday, 07/08/09 15:22:46 EDT
|
Pat you can buff them, use a metal polish or what most folks hard soldering do is to use a pickle like Sparex, often kept in an old slow cooker as it works quickest when hot.
Jewelry Making: Techniques For Metal (ISBN: 0486440435 / 0-486-44043-5) McCreight, Tim
Might help you a lot!
Thomas
|
|
Thomas P
- Wednesday, 07/08/09 16:54:49 EDT
|
"Its intended as a gift for a friend (who I trust not to do anything stupid and I'll build a sturdy lockable display case for his adolescent stepson's benefit)."
I run into this type of thinking more and more..The way I was raised and the way I raised my sons was to Respect weapons.. Hiding them from the kids is not as good as teaching them how to safely use them...I had a valuable bone handled Damascus folder confiscated in England because knives there have to be less then 2"...And this type of thinking is becoming popular here..There is a bill pending now to limit knife imports...Don't even get me started on firearms..Sorry to get on the soapbox,,but this is an important issue to me..It's a parents job to teach their kids to be responsible!
|
|
- Arthur
- Wednesday, 07/08/09 17:39:23 EDT
|
Thank you for the book recommendation "The Complete Bladesmith", it's actually affordable.
I actually do have acess to high carbon steels, would it be better just to shape a blank from that and finish it out with a disc grinder? It's pretty thick though 1/8" is about the minimum width of of any the metal I can get. I was hoping to accomplish the sort of softer core ranging to a harder edge using techniques I'm familiar with.
RE: Arthur, I actually do think the familiarization of weapons like knives, guns, and swords is the best way to teach respect for the weapon and prevent accidents. However, I remember all the things I did as a teenager. The lockable case would be there just so my buddy can be sure the kid wasn't taking it out and waving it at his friends trying to look cool when no one is around, which was how I took a knife through my hand when I was 14. Grant you it was only a fully extended hobby knife, but it went all the way through and freaked me out. I'd hate to think what could happen with a real sword, so the case is so my friend can keep control of the weapon, and teach the kid if he wants to. He has other swords that could be lethal already so I'm not hugely worried about giving him another, just want to give him a gift from the heart and want it to be in responsible hands.
So I'll stop spamming and get studying, thanks for pointing me in the right direction.
|
|
chris
- Wednesday, 07/08/09 19:09:19 EDT
|
I have seen pictures of cannister welding. Placing one metal ( chainsaw chain ) on top of another ( 5160 ) in a pipe ( sprinkling with borax ) and heating to make a weld. The pipe seems to be intact, which makes me wonder why the pipe doesn't at least distort in the welding process ? The guy then repeats the process, placing pieces of brass on the top and bottom ( using borax again ), this time after the heat, he takes the top piece of pipe off, beating ( completing the weld ) from one end to the other. The finished blade he made was beautiful.
mike
|
|
Mike T.
- Wednesday, 07/08/09 21:41:08 EDT
|
Mike T,
What you described makes little sense to me. I must be missing something, I guess, because all the canister welding I've seen involved mashing the snot out of the canister. Also, I've never heard of "welding" brass to steel by forge welding - in fact, I don't think it is possible unless performed in a vacuum as a solid-state diffusion bond. Not even sure you can do it under those circumstances. Do you have a link to the pictures to which you are referring?
|
|
vicopper
- Wednesday, 07/08/09 22:12:07 EDT
|
I tried to post a picture of the blade, but couldn't.
The site is www.aescustomknives.com
|
|
Mike T.
- Thursday, 07/09/09 00:09:07 EDT
|
Laminated Steel AKA Damascus: Yep, Container welding was the big thing a decade ago now. Square stainless tubing was used most of the time OR a round tube was forged square. The NEW thing is simply using stainless foil wrap. Does the same job but is cheaper in the long run and much easier to remove. It is also a good thin to have in any shop that does heat treating. The Big BLU videos on Damascus show the process VERY clearly.
Normally in these methods NO flux is used. However, a little paper or kerosene (a drop or two) is put in the container to use all the free oxygen that may be in the container. When stainless wrap is used the fit is very good and this is not a problem unless the bars are not very flat and there are gaps in the stack.
There has been a TON of experimentation and development in the laminated steel field. Many smiths now use thin stock (1/32" to 1/16") so there are many more layers in the starting billet thus less total cuts and welds to get a given layer count. At one time using .008" (0.2mm) razor blade and shim stock was the rage. But the material was expensive and hard to find so now they are using thicker (but still relatively thin) stock. Billets used to be long and blade like and then someone figured out that nearly square and building a cube held the heat longer and reduced weld failures.
There is lots to know in this field and the processes should be VERY clearly understood.
|
|
- guru
- Thursday, 07/09/09 00:54:51 EDT
|
Okay Mike, I took a good long look at Salaverria's website and now I see what you're talking about, I think. He does some pretty interesting work, by the way. Thanks for passing along his site.
His damascus blades are canister welded the way pretty much everyone else does, and the can gets righteously smashed in the process. I would have been flabbergasted if he could have done it without mashing tghe container.
I didn't see any brass welded to steel. What I did see was him making a copper and steel mokume gane billet using copper, 1010 and 1070 steels. He did this in a canister prety much the same as the damascus process, but the temperatures he gave, 1200C (2192F)for 15 minutes, would result in the copper going past the liquidus point so he was essentially doing a big spelter brazing process. Doing it in a canister excludes air so he needs no flux and gets a solid bond. If you look at the photos you'll see that he isn't totally mashing the snot out of it, either - just enough to secure a good bond. He's using the billets he creates this way for the scales, hilts and bolsters of his knives, not for the blades. The copper in the billet would make it significantly less able to tolerate stress without shearing at the interfaces, plus I think there a significant likelihood of the copper migrating into the grain boundaries in the steel which would make the steel weaker. That's another reason for not heating it for too long a period.
As I said, he has a very informative and interesting website and I appreciate you referring me to it.
|
|
vicopper
- Thursday, 07/09/09 01:13:19 EDT
|
Chris; there are several ways to get differential properties into a blade besides using different alloys. Also look into dirfferential hardening either by the clay process used by the Japanese of by edge quenching. Another one would be to use differential tempering.
From you descriptions I get the feeling you are talking about wanting to do a japanese blade if so PLEASE SAY SO!
It makes it much harder to have to reference back and forth between Japanes and European methods though most people are surprised to find that the europeans were doing amazing things with lamination and differnet alloys centuries before the japanese were---they stopped when they got better mono-steels. (as an example "The Metallography of Early Ferrous Edge Tools and Edged Weapons" shows an european blade from around 600 AD IIRC with 13 separate pieces welded up 5 of them being pattern welded themselves.)
Note too that swords with non hardened backs/cores tend to take a set if stressed latterally---I tend to go for blades that would be appropriate for battle use where "perfection" in it's use is not usually available.
Hrisoulas also wrote "The Master Bladesmith" and "The Pattern Welded Blade" but as a starter the first book in the series, "The Complete Bladesmith", is best to get first!
Thomas
|
|
Thomas P
- Thursday, 07/09/09 10:47:18 EDT
|
I got a used anvil yesterday for free, i estimate its about 200#, it has a single horn with two steps and the top part (of the horn) is flat, hammers bounce really nicely from the face, however it has a rust layer and the edges are all messed up, other than that the face has no dents.
considering i got it for free and I'm barely starting in blacksmithing i think it's worth it to start with that anvil and see if i can handle the trade.
i want to polish the face to get rid of all the rust, I'll do it by hand since i have no power tools but i do have a lot of patience and time.
my question is: Should i try to fix the anvils edges? and how should i do it?
one tip: If you happen to find yourself in northern Mexico near the cities of Monterrey or Saltillo visit the "Fierreros" some times they have decent anvils and are very cheap, my uncle told me of a double horn German style anvil that weights 150Kg (over 300#) that sells for the equivalent of $250 US dollars. apparently you can still find good used anvils here in mexico. maybe yo can even get one for free like me, the guy was just happy that i took that big chunk of metal from his yard.
|
|
Juan
- Thursday, 07/09/09 11:10:08 EDT
|
hi 2 questions. what is best drill bit size for countersinking standard sheet rock/brass screws? Saw here long ago, but memory fails. also with keepers on slide/cane bolts how were the keepers held in place, slightly longer to peen on back plate?? I wondered what method/s were used thanks much!
|
|
robert
- Thursday, 07/09/09 14:24:03 EDT
|
Juan, To remove rust hand sanding is tough but it works. That is how I did my first anvils.
The edges should be left alone unless they make the anvil useless. If the chipping has caused sharp edges or is rough then you should dress it to a smooth radius using a grinder or hand file. Generally welding corners can do more damage than good.
|
|
- guru
- Thursday, 07/09/09 14:28:53 EDT
|
Robert: Forge brazing is another method.
For my rusty anvil I removed the loose rust and then am usung hot steel to gradually polish out the face; works quite well.
Thomas
|
|
Thomas P
- Thursday, 07/09/09 15:38:19 EDT
|
Ive been reading out of interest about the bessemer steel process and my question is how is the slag removed from the steel? Is it just poured off the top? I read that its pig iron charged with lime and that is supposed to draw out phosphorus and sulfur but I dont if the molten iron and the slag are mixed or will the slag settle on top?
|
|
- Nathan Keen
- Thursday, 07/09/09 15:54:37 EDT
|
Screws, Countersinks: Robert, Drills are not used for countersinking (except in soft materials) because the point is the wrong angle. Sheet rock screws have a special radiused head that is self sinking in soft materials. They are not made to have a matching countersink.
Countersinks come in various angles but, 82° and 90° (91° metric) are the most common. Check the screw type you are using.
You can re-grind a drill bit to these angles but a single lipped countersink works a LOT better especially in metals. One size covers a wide range and they are an excellent investment.
Clips, retainers, stand offs on various metal items have a tenon (often rectangular) that is upset flush on the back. The holes are often just barely chamfered with a file then the tenon upset flush to the back. Some modern smiths make the same joint but weld the back and grind flush.
|
|
- guru
- Thursday, 07/09/09 16:28:31 EDT
|
Nathan, there are no more Bessemer Converters in use as far as I know. The Basic Oxygen Process does much the same thing but much more efficiently. The slag on the steel floats to the surface where it can be poured off into a slagging pit or onto the mill floor in older mills.
|
|
quenchcrack
- Thursday, 07/09/09 16:41:27 EDT
|
Iron Making: Nathan, When iron is smelted or melted for casting the slag rises to the top as it is much lighter (less dense) than the iron. The slag is tapped off when smelting and there is very little when casting depending on the furnace type.
|
|
- guru
- Thursday, 07/09/09 16:46:28 EDT
|
Vicopper,
Your welcome, I think Salaverria has a good site, he does a lot of experimenting, and has good tutorials, I think he
would welcome any questions about methods and procedures.
mike
|
|
Mike T.
- Thursday, 07/09/09 17:56:33 EDT
|
Mike T.
I have to echo Vicopper,I went onto Salaverria's site and was quite impressed with his work. It kinda makes me want to build knives again. Thanks
|
|
Amos Culham
- Thursday, 07/09/09 19:57:53 EDT
|
Just found out that the entire 1703 edition of Moxon's Mechanik Exercises has been issued as a facsimile CD - source is The Toolemera Shop at shop.toolemera.com The price is $21.65 + $0.75 for shipping for a total of $22.40
To quote from their blurb, the CD is Reproduced in facsimile from the original in our personal library
◆ High Quality Imaging ◆ Full Featured PDF ◆ Fast Search ◆ Bookmarked ◆
I'm not associated with Toolemera, but have priced recent printed facsimile editions on the internet and they sure aren't available for $22.40.
|
|
- Gavainh
- Thursday, 07/09/09 23:57:37 EDT
|
I've got an Astragal Press hard back copy from 1994 that was priced at $25.00 several years ago. Not sure if they are still available but its a nice copy.
|
|
- guru
- Friday, 07/10/09 01:25:09 EDT
|
let me echo that, I am also a big fan of Ariel Salaverria. Many of his finished knives are pretty rough, but for the most part that is the desired effect. What blows me away about him is his creativity and innovation. Everything in his shop is dirty, rusty, jury-rigged, crazy, but genius!
|
|
- vorpal
- Friday, 07/10/09 02:29:12 EDT
|
Is it safe to use heat-proof gloves instead of tongs for forging? And if so, how heat-resistant do they need to be?
|
|
Baruch
- Friday, 07/10/09 10:02:24 EDT
|
Baruch, You can look at several glove varieties at www.advancesafetyequip.com. The problem is that if you become used to wearing them, the day will come when you don't have them on, and you'll unwittingly pick up a piece of hot iron.
|
|
- Frank Turley
- Friday, 07/10/09 10:38:16 EDT
|
To *replace* tongs you'd need gloves resistant to 3000 degrees or so. Sometimes you're likely to work with a piece small enough that it's hot everywhere and you need to reach into the heart of the fire to get it.
There are times when gloves come in very handy. It think, though, that for most work, most smiths either keep the piece long enough to handle with bare hands or use tongs.
|
|
Mike BR
- Friday, 07/10/09 11:11:02 EDT
|
Tongs, Gloves and Bare Hands: Smiths hold hot work various ways. Long slender pieces with short heats from intense heat sources are commonly held by hand. Coal and charcoal fires provide the most intense heat. Gas forges tend to heat longer sections due to the "dragons breath" venting out the stock port. Users of gas forges use gloves for long stock more often than solid fuel forge users.
Gloves, even the best, only protect from moderate heat. They are used to protect from accidental burns and momentary exposure to high heat. However, no gloves of any type will protect from high black to red heats or higher. So tongs are used.
While tongs seem clumsy at first they become second nature or like second hands with practice. They are absolutely necessary to handling short pieces or fully heated pieces. Tongs can also help isolate somewhat from the shock of a power hammer and keep one's hands away from the machinery.
Primitive tongs were wooden tweezer type and did a bit more than gloves. Being wood they were semi-consumable. Charing was expected. The lack of increased leverage limited their use and one's hands were still very close to the work.
The preferred gloves of many smiths are Nomex. The woven heat resistant fiber provides some insulation but primarily they do not burn as easily as cotton and do not conduct heat like leather. The next favorite are snug fitting leather TIG gloves. These are soft, flexible and hinder touch less others.
When gloves are needed I've always worn standard leather front, cotton back work gloves (such as Mule brand).
|
|
- guru
- Friday, 07/10/09 15:17:42 EDT
|
Guru, working in industril forges, I can offer a few glove tidbits.
"Hot work" gloves are the most common in industrial shops. These are thick cotton gloves, good for shock isolation as well as some heat protection. Often gaunlet style for scale protection. These gloves are very cheap and can be discarded as soon as soiled with oil etc.
The heat resistant fiber of choice when in the synthetic arena is Kevlar, an arimid fiber. Nomex is flame resistant, the Kevlar is heat resistant. The kevlar is also very cut resistant.
There are some newer gloves with a silicone rubber coating that allow handling of hot items like extrusion dies at temps of up to 600F, for say a minute.
I have seen NO gloves that allow long exposure to directly handling of forge temp steel.
By the way, I use leather palm work gloves when I wear gloves in the frge shop at home. These are the gauntlet style cuff work gloves the Guru describes. I paid about $1.00 a pair for the last dozen I bought.
|
|
Ptree
- Friday, 07/10/09 15:32:35 EDT
|
Baruch,
There really isn't any such thing as heat-proof gloves, only heat-resistant. I have some asbestos gloves for foundry work that are as close as it gets to heat proof, but even those can be damaged if subjected to sufficient heat (like passing an O/A torch flame across them).
One big issue with most gloves, particularly leather, is that they make your hands sweat and then they become saturated with sweat. When that happens they become conductors of heat. By the time you realize the situation, there is a glove on your hand that is literally steaming hot and you can't get it off in time to avoid burns.
The Kevlar hot mill gloves are much better in this regard, but they don't have the tractive surface that leather has, so holding things tightly while wearing them is difficult. You have to really grip hard, which means less control and more fatigue.
The best solution to holding stock for forging is properly fitted tongs. Second best is an integral handle, either part of the same bar, or forged down form the parent stock, or welded on. Any of these allow you to hold the stock securely in your bare hand. Badly fitted tongs, poor substitutes and jerry-rigged solutions almost always cause problems.
Making tongs is good forging practice and every smith, particularly hobby smiths, should be able to make the tongs they need and adjust the tongs they have to properly fit the work piece.
|
|
vicopper
- Friday, 07/10/09 18:26:08 EDT
|
What are the plus and minus's of cold rolled steel vs. hot rolled steel ?
It is my understanding that when scrap yards send their scrap to the smelter, it is hot rolled and sold as A36. What I was wondering is if a person could test a section for carbon content ie.-blade making, with a rockwell tester, test files, and randomly tested pieces. Just a thought.
mike
|
|
Mike T.
- Friday, 07/10/09 19:12:57 EDT
|
Mike T: Junkyard steel is still junk yard steel. Even if You find a chunk that is hard, or harder than most, You have NO IDEA what the alloys are for sure, and even someone who is good with spark testing only has a rough idea.
Having said that, if You find a piece that is hardenable and through experimentation find a way to heat treat it so that it works for what You want, You can use it.
Many different steels cold be cold rolled as a finishing process, all steels are hot rolled at some point in their manufacture. While in the machine shop We did specify steel as hot rolled or cold rolled, those designations only worked for Us as We only had cold rolled mild steel, and refered to hot finished mild steel as "hot rolled steel". The tool steel was hot rolled too, and that which had not been machined to remove bar bark didn't look any different than hot rolled mild steel.
A36 is a designation based more on mechanical properties than alloy content, so attempts at predictable heat treatment results are a crapshoot.
|
|
- Dave Boyer
- Friday, 07/10/09 21:31:59 EDT
|
Scrap and Product: Mike, The iron and steel sold as scrap could be turned into ANYTHING from tool steel to ASO's.
A36 has a "relatively" wide range of carbon but the maximum is far below that needed for hardening into edge tools or high stress springs. At the MAX it is just barely out of the "mild steel" range. It also has strict limits on other elements besides carbon.
"Hot Roll" just means the steel is sold as-rolled with a tight scale finish. The steel could be anything from extra low carbon (SAE 1008) to high grade tool steel.
High grade hot roll steel is the feed stock for CF steel (see Steel Product Types). It is descaled then processed.
If you want a specific steel then buy it. It is cheap compared to the labor that goes into many items.
|
|
- guru
- Friday, 07/10/09 21:48:39 EDT
|
Guru, Dave
Thank you for the information.
mike
|
|
Mike T.
- Friday, 07/10/09 22:21:16 EDT
|
Why is cold rolled finished with an oil but hot rolled isn't?
Is this rule of thumb reasonable accurate - if it has sharp edges it is cold rolled?
|
|
Ken Scharabok
- Saturday, 07/11/09 02:24:25 EDT
|
Ken, it is oiled because,
1) It has been descaled and has no natural rust resistance.
2) It is sold with a smooth finish (RMS 32 or better) that rust would ruin.
3) It is a precision size (+0/-.005") that rust could change.
4) Most CF bar is used in machining operations while most HR bar is welded or cut with a torch, operations that would require expensive degreasing.
Rusted CF steel is often sold as cheaper HR steel due to the rust. Good CF bar is often used as-is to meet tight dimensions such as for keys. Thus cold drawn is often called "key stock". It is also used in automatic machines and griped with precision collets which require tight tolerances.
Sharp edges just mean it has sharp edges. Bar sheared from plate has sharp edges but is not the same as drawn or cold rolled steel. See the Steel Product Types link in the post above.
|
|
- guru
- Saturday, 07/11/09 08:25:48 EDT
|
Mike, most of the steel produced today is what the un-informed call "re-melt". They spit this term out like the steel made by re-cycling scrap was junk. Well, it's not so don't be afraid to use it. Electric Arc Furnace steel is made by melting scrap that is carefully graded and sorted. It is melted and then often sent to the Ladle Metallurgy Station for adding specific alloys and cleaning. It can be de-gassed at the LMF if it has the equipment to do it. Steel produced by EAF can be cleaned to the point where it has no detectable sulfur and almost no phosphorus, two of the elements that are considered as dirt. EAF steel is used in high pressure pipelines, military vehicles, space shuttles, and tin cans. It all depends on how much you want to pay for the steel and how clean you really need it.
|
|
quenchcrack
- Saturday, 07/11/09 14:43:09 EDT
|
Quenchcrack,
Thank you for the good information.
mike
|
|
Mike T.
- Saturday, 07/11/09 18:52:45 EDT
|
I don't know about yall ( that's a southern word ), but I love Harbor Freight. You can't go in there without buying something. I received a flyer today from them and they have a 20 ton hydraulic jack for 100 bucks, one pair 20 ton arbor press plates for 40 bucks. All you need are some I beams or angle iron and you can build a 20 ton press for 140 bucks. I think I will do that myself. Just thought I would pass that along.
mike
|
|
Mike T.
- Saturday, 07/11/09 22:47:49 EDT
|
HF and Press: Mike, Many have a love hate relationship with HF. They offer cheap goods but they are often inferior imported goods.
Building a press takes a little more than just the cylinder and some plates. Most presses need return springs to retract (lift) the ram if it is a top cylinder press. Depending on the type work to be done the press may also need a guide bearing.
The structurals need to be heavy enough to resist springing as much as possible. When the frame springs it stores energy that can cause parts to fly if something slips or when things come apart (such as pressing out bearings). The more deflection in the frame the more violently it can throw parts. The deflection can also be the cause of parts slipping out of the press. Every part must be looked at. Pieces such as your "press plates" should almost not deflect at all. On a 20 ton press this usually means plates of 1" or more.
Most auto shop presses sold today are less than half as heavy as they should be. They are often sold with frames labeled "30 tons" that will fail at much less. So if you look at one for your model then increase all the part sizes, especially horizontal members. Also not that deflection increases with the cube of the increase in length (span). So a little increase or decrease makes a big difference. If you can't find heavy enough steel then make the span narrower.
Hydraulic Press
On 20T press design used by Jewelers is a four column design built with 1" threaded rod and 3 heavy (1.5") plates that the rods pass through. The top and bottom plate are held on with nuts top and bottom and the middle plate that is moved by the ram floats on the threaded rod. This is a very rigid setup that can take all the force of an overloaded cylinder. It can also be adjusted for large or small capacity. Drilled and taped holes hold punches and dies in place if necessary. A big advantage of this press is that it takes little space and can be stored under the bench when not in use.
I paid $100 wholesale for a 20 ton hydraulic Blackhawk jack 35 years ago. . . Makes you wonder how they can make them for the same today OR how much they have cheapened the product.
|
|
- guru
- Sunday, 07/12/09 01:19:44 EDT
|
Cold drawn bar - it's also lubed to help pass through the dies.
I've got to agree with QC regarding the quality of EAF steel - it can make steel as well as any other method of making steel. When I heat treated bolt stock for nuclear reactors, the path was EAF, vacuum degas, then VAR (vacuum arc remelt) of the entire ingot. We could have gone blast furnace, BOF, vacuum degas, VAR or ESR (electro-slag remelt). The EAF gave a cleaner starting point.
The one big drawback for EAF production is that you can't get rid of some residual elements such as copper and nickel. Whatever you start with you end up with. With BOF production using hot metal from a blast furnace you'll have lower residual elements of that type. Of course if you use some scrap in the BOF, you'll still end up with some residual element pick-up, just not as much as the EAF. I haven't been around a BOF shop for awhile, but I remember the max percentage of scrap being used as about 25% - it varied with the shop, the production circumstances (what grades are being made, are they short on hot metal due to blast furnace issues, etc.)
|
|
- Gavainh
- Sunday, 07/12/09 01:43:43 EDT
|
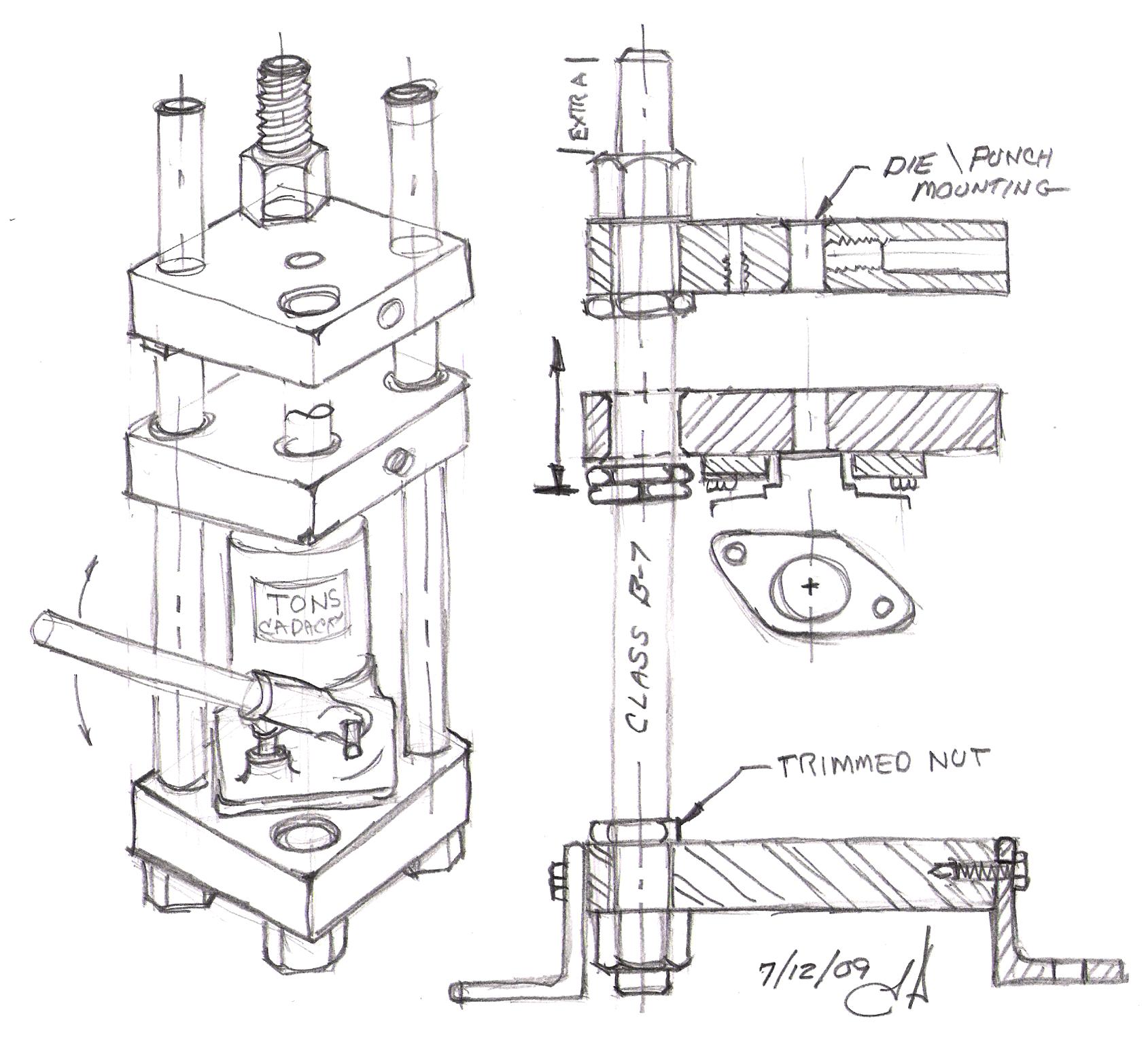
4 Post presses:
I have been an advocate of these since I found how strong and cheap they are to make many years ago. I have built them to 50 tons, and used off the shelf B-7 all thread and 2H nuts. The mill supply all thread and nuts are a real bargain considering the versatility. Many of the presses I built were for hydro test of valves and clamped the valves using O-ring adapters to seal the ports. Since O-rings must have a very ting gap to seal or they extrude, we swept in the adapter holders to 0.005". This was possible, as we just adjusted the platens with the nuts. Once set, I never had to readjust one, as they were overbuilt.
If going this path, ask for "B-7 all thread and 2H nuts" This is the high strenght treaded rod and Heavy Hex nuts that give the strenght.
Note that many hydraulic forge presses of the golden era are 4 post design, and these were often 2000 ton plus.
|
|
ptree
- Sunday, 07/12/09 08:51:06 EDT
|
Threaded Rod: Always inspect what you are buying as there is some really BAD threaded rod out there. Much zinc plated rod at hardware stores is really crummy stuff. If the thread peaks are rough or look split they may not be properly formed. While rolling makes superior strength threads it can also make rough nearly useless threads.
Go to an industrial supplier or order from one that you can trust. Get the B-7 rod suggested above by Ptree if your application is critical.
|
|
- guru
- Sunday, 07/12/09 10:26:54 EDT
|
I would suggest that ANY press application is CRITICAL
|
|
ptree
- Sunday, 07/12/09 11:08:22 EDT
|
Guru, Ptree
As usual, this site has given me some good advice, I will make my press solid, I'll try to find some pictures of a 4 post press,what I was thinking is, when I start trying to make damascus, instead of hammering it out, if I can press one small section at a time, the flux and scale will be pressed out, also making the steel a uniform thickness. I was also wondering if the press could be adjusted so that a distal taper can be made on knife blades.
|
|
Mike T.
- Sunday, 07/12/09 13:07:15 EDT
|
Mike, welding with a manual press is much too slow unless the entire weld is made a one time.
Making a 4 post press requires drilling some large holes in heavy plate. It is a job that you may need to hire out. I'll post a drawing in a few minutes.
|
|
- guru
- Sunday, 07/12/09 13:13:37 EDT
|
Hot rolled and cold rolled are the exact same material except cold rolled has gone thru one additional prosess which gives it a smoother finish....
Harbor Freight is a great store just be reasonable in your expections,,,Their folding crane is a bargin,as are their drill presses and you can't beat their glove prices...No it's not the place to buy socket wrenches for your Farrari....as with the rest of the world you get what you pay for..
|
|
- Arthur
- Sunday, 07/12/09 13:59:22 EDT
|
Guru, I have decided to build my own forge, and was unsure what type of brick to use to line the inside of the forge. Also I really wanted to make my own brick if it is at all possible. Thanks in advance for any answers you may provide.
|
|
shawn
- Sunday, 07/12/09 14:21:43 EDT
|
Gavainh, you can buy blast furnace pigs to blend with the EAF scrap to lower the copper. And you can buy low copper scrap to begin with but it is more expensive. However, you are correct in that EAF will usually have higher residual element content.
|
|
quenchcrack
- Sunday, 07/12/09 14:23:54 EDT
|
4-Post Press Drawing:
Click for Full Size
The drawing above has details that are optional. A tool shank hole in both the top and moving plates, a jack centering plate and support feet (to help clamp the press down tight).
The drawing shows the jack on the diagonal but it must actually be at an odd angle so that both the control valve and the operating lever are accessible. You may need to make a layout based on the actual jack you have purchased to determine the dimensions needed.
I've found it convenient to make a knob (or in this case an extension and knob) to operate the control valve. That way the operating lever and knob remain on the cylinder.
For any purpose (most uses) where you need to apply a significant hand force on the lever you will need the press anchored. This can be done with two angle iron brackets as I show above OR two of the threaded rods could extend through your bench. The angle iron brackets can be bolted OR clamped.
While it is a small simple device the plates must be heavy and the holes are not easy to make unless you have the machinery to do so.
Jewelers use these presses to form all kinds of parts using metal dies as well as metal punches and rubber dies. AND while 20 tons seems to be a lot you will rapidly find limitations. But it will make cold 90° bends in 3/8" x 2" bar in just a few seconds with primitive dies.
|
|
- guru
- Sunday, 07/12/09 14:50:04 EDT
|
Hot Rolled and Cold Drawn: Authur, While they CAN be the same products as I noted in my post most CF bar is SAE 1018-20 and most hot roll (of the same size) is A36. There is a big difference in the two if you are machining or heat treating the two.
|
|
- guru
- Sunday, 07/12/09 15:02:47 EDT
|
Bricks and Forges: Shawn, What kind of forge? Gas, oil, Coal, coke charcoal?
Gas and oil forges use high temperature refractory bricks (or fiber refractories). These come in various hardnesses and densities as well as chemical compositions for resistance to different metal oxides. Making these is an industrial process requiring high temperature aggregates, high alumina clays and very high temperature furnaces.
Solid fuel forges do not use brick unless they are permanent fixtures. Most forges are all steel and cast iron, no brick. Some are clayed or have thin refractory liners made from refractory cement.
A traditional brick forge is made of "common" brick. This is fired red clay brick, the clay coming from where ever it exists. Brick making is fairly simple but requires the knowledge of how to stack the bricks into a self contained furnace and then fire them for 12 to 24 hours using wood, gas or oil.
These are specialty crafts that you should leave up to others unless your goal is to pursue those crafts. See Foxfire 8 for information on pottery including processing clay and making brick. You would also need to investigate local sources for materials. Like gold nuggets most valuable materials including clays are only found in a few specific places.
|
|
- guru
- Sunday, 07/12/09 15:39:58 EDT
|
Mr. Dempsey,
Thanks for the drawing and notes, I copied them and placed them in my documents.
Getting back to Harbor Freight, these are my thoughts on the subject. I believe that technology in manufacturing has advanced enough so that companies are able to make GOOD cheap tools. Let me give you an example. Back in the 70's when I worked on the railroad, we were only allowed to carry certain model watches ( mostly Bulova Accutrons ), and these watches had to pass inspection every year by a railroad appointed jeweler. Now here we are 30 years later, and a $1.00 digital watch purchased at the dollar store will keep better time than the old Bulova Accutrons we used to wear. I bought a plastic digital micrometer for less than two dollars at Harbor Freight, when I got home I was curious as to how accurate it was, I started measuring bar stock, rods etc. and to my surprise this micrometer was very accurate and accurate enough for everyday shop use. I am very surprised how much technology has advanced.
|
|
Mike T.
- Sunday, 07/12/09 15:40:35 EDT
|
Cheap Goods: Technology has changed some things but many items are just made cheaper, I.E, thinner materials, less maintainable, shorter life and the big cost item, slave labor rates.
For years the importers have convinced congress that cheaper goods are good for America. But the fact is these "cheap" goods have sent huge parts of our industry and jobs overseas. The result is less jobs, lower wages and a declining economy.
When you can't find a job or you get laid off from the one you have because your job was sent overseas think about those "cheaper" products made by people that live in houses with mud floors, can't afford a car, TV, PC, access to medical care, and have very short life spans.
Those in the middle making the money from those "cheaper" goods don't care if your quality of life suffers. They do little to raise the quality of life on the manufacturing end and don't care if yours is lowered to equal the others. When YOUR quality of life is reduced and you will work for $1/hr or less then they will just hire you as cheap labor so you can be a gardener, caretaker, maid. . .
Those same people have also convinced congress and the public that we will maintain a superior life style by being the bastion of high tech. But at the same time that they have been moving manufacturing jobs overseas they have also been moving research and development. Instead of the high-tech coming from the U.S. and Europe it will soon be coming from the Chinese.
As far back as 1985 (produced during 1984 the Orwelian year) the main character in "Back to the Future" states "All the Best stuff comes from Japan", to the confusion of his 1955 counterpart who only knows Japan as the source of cheap junk and trinkets. . . Amazing what a 30 year difference made. And now nearly another 30 years has past and the situation is much graver. Japan with the limited area and resources of 12% less area than the state of California has dominated the global automobile industry. In their rush to more and more automated plants they sold off entire manufacturing plants including molds and dies (or as they say, lock stock and barrel) to other countries in the area (S.Korea, Taiwan, China) that had the labor to operate them. Meanwhile U.S. industries just can't get enough of that "cheap" labor and are sending jobs (and technology) to China as fast as possible. . .
Those "good old" Swiss watch movements. . I wore the same one for 15 years and it would have lasted MUCH longer if I had not worn it while using an impact wrench to change tires eight hours a day. . . That $1 to $8 electric MIGHT last 1 yr. Those 17 jewel Swiss watches were $50 when I got mine. That was $3/year for a shortened life. The normal life would have been less. Maybe they were not quite as accurate as the new electronics but they were no more expensive and were generally more durable (would survive running through the washer AND dryer. . ).
|
|
- guru
- Sunday, 07/12/09 18:32:14 EDT
|
Guru
Thanks for the clarifaction on the HR/CR...I spent most of my life in sheet metal fabrication where HT and maching weren't an issue ......Blacksmithing is how I'm spending my retirement..
|
|
- Arthur
- Monday, 07/13/09 00:22:41 EDT
|
In forge work it doesn't make much difference except in cost. However, oiled CF bar's slick surface and sharp corners does not match forged surfaces like HR bar does. When HR is forged on the ends the middle still has a light scale finish and slightly broken corners. The oil on CF bar will either burn or stick and is difficult to remove and can ruin a paint job if the work is not more thoroughly degreased than HR bar.
My preferred size for fireplace tools was 7/16" (11mm) square. This is not available in HR bar so I used a lot of CF bar and dealt with the finishing issues. Later I ordered a run of 7/16 HR from a local mill. When it finally came in some two years after I had ordered it there was several thousand feet. . . I am still using it!
|
|
- guru
- Monday, 07/13/09 07:34:05 EDT
|
Gloves:
I've been getting Kevlar terry gloves for a while. I think they're around $5 a pair from places like Enco. I don't use them regularly, but sometimes it's nice to be able to hold things with the hand instead of tongs. They protect like leather, but what's nicer is that when it gets too hot, you just let go and they're instantly cool. Once the heat gets through leather, you've got to throw the glove off.
Another glove I use is the Kevlar knit, about $3. They don't protect like the terry, but are nicely flexible. I use these gloves extensively when doing torch bending work and TIG'ing. They let me manipulate the steel nicely and protect well enough if I grab too closely to hot stuff.
I also got some Kevlar sleeves, since I seem to have a tendency to brush my arms against still-hot stuff. For TIG, or any welding, I usually wear a long-sleeve cotton shirt. I kept getting flash burns at the gap between the short TIG gloves and the cuff. I suppose a decent welding jacket would be better, but I rarely find those at Goodwill :-)
|
|
- Marc
- Monday, 07/13/09 07:52:33 EDT
|
It Stinks: After four years of forging with gas, I bought a coal forge... a Centaur unit with hood and variable speed blower. It's really well built and assembled easily.
Sunday morning I drove 60 miles to a hardware store that sells bituminous coal where I purchased 300 lbs. Having read some books and articles and watched a few videos, I figured I was ready to fire it up. I setup out in the driveway. Everything went fine until I started to move the coal into the startup fire of oak chunks and charcoal. At that point, what I knew in the back of my mind and became immediately aware of was a billowing rise of acrid green smoke. Within minutes my wife laughingly yelled out the upstairs window, "YOU STINK".
As I stood and watched the smoke drift down the street on a beautiful Sunday afternoon I realized that I faced a challenge... getting the fire to a clean burning state without having one of my neighbors call the fire department or DEP. I knew that the coal was fairly wet, (the hardware owner had left the entire pallet sitting out uncovered through several days of rain) and that it takes a bit of time for the coal to work down to coke, but I wasn't quite prepared for the very smelly impact of that transition.
I've stood the bags up on end out in the sun in hope that they'll lose some of the moisture. Is there any way to minimize either the amount of smoke or the length of time that the coal produces it?
There's only so much that can be done... I know. It's an older technology and people�s tolerance for things like sulfur smoke in their back yards isn't what it used to be. Still, I hate to think I'll have to wait for hammer meets or demo days out in an open rural field to use my coal forge. No doubt a taller smoke stack an a better managed draft will help reduce the neighbor-abuse aspects, but I'm curious to know if I can prep the coal or set my fire up in any way that will contribute to a cleaner initial burn. Any suggestions will be greatly appreciated. Thanks.
Ross
|
|
Ross
- Monday, 07/13/09 08:00:19 EDT
|
Ross, Until a coal fire is coking and there is enough heat to burn most of the gases coming off the smoke is pretty much normal. However, tossing a pile of raw coal on a hot fire will always make a lot of smoke.
Quality of the coal makes some difference in the sulfur smell but not much in total smoke.
One option is to purchase bagged coke. Coke has had the volatiles and most of the sulfur that make that yellow smoke cooked off and it burns MUCH cleaner. Coke is a little more expensive per pound than coal but produces more usable heat. Centaur and the Kaynes as well as other handle blacksmithing coke.
Another option is charcoal. NOT briquettes. You want real-wood charcoal. The advantage to charcoal is that it may be purchased locally and it burns very clean. The smell is also familiar and your neighbors are unlikely to complain.
|
|
- guru
- Monday, 07/13/09 10:35:34 EDT
|
Can coal on a small scale, e.g., 55-gallon drum, be converted to coke much like wood is coverted to charcoal?
Ross: Just curious. Why did you want to go from gas to coal?
|
|
Ken Scharabok
- Monday, 07/13/09 11:41:25 EDT
|
Clean Coal Fires:
The first fire is always the worst! Once you get past that, and have some coke to get things moving, it tends to get somewhat less smokey. One thing that I find critical is my starting fire, or "conflagration" as my friends call it. Not just a couple of balls of newspaper wadded up, but paper, tinder, kindling, pine cones, nut shells, scrap wood... Almost enough stuff to forge with, and really roaring along before you start raking in the coke, and then, behind the coke, the raw coal. Controlling the air is good too; enough to keep things hopping and burning off the volatiles once the coke and coal are in; but not so much as to just add to the problem (or blow the tinder up and out of the forge) when you start.
Anyway, that's how I'm able to work it most of the time; the other day, distracted by some friends and neighbors and youngsters, I managed to fill the whole forge full of smoke! 8-0
Your reality may vary; but careful fire tending is seldom a bad thing.
|
|
Bruce Blackistone (Atli)
- Monday, 07/13/09 12:06:37 EDT
|
My question is: How can I find info on how to build a small forge and a one brick forge.
|
|
George
- Monday, 07/13/09 12:08:35 EDT
|
Micro Forges
|
|
- guru
- Monday, 07/13/09 12:45:37 EDT
|
Ross,
You can do what Ken Scharabok alluded to and just go ahead and coke all your coal ahead of time. You do it pretty much the same way that you would make your own charcoal, by burning it in a closed container so that the volatiles are driven off, leaving just the carbon. A 55-gallon steel drum will do nicely. You can take the drum and the coal out into the countryside somewhere where you're safe to burn and make your coke and take it home.
If you use a drum with a snap-ring lid you can set the drum up on a couple of blocks, on its side, and put in all but a few pounds of the coal. Then put the lid on, leaving the big bung oriented to the top and open. The little bung you can leave open or not. Build a nice wood fire under the drum and once it is going nicely put on the coal you reserved. In minutes you'll a voluminous plume of nasty yellowish smoke pouring out of the bung. After several minutes you can put in the big bung and remove the little bung and just let it go until the fire burns out. If you have any indication that the coal in the drum has actually ignited, you put the little bung back in to snuff the fire, but since it is at the bottom you shouldn't have to - any combustion byproducts should fill the drum and snuff the fire anyway. It should only take a couple of hours to coke 300# of coal, I would think.
It's been decades since I actually did this, but I think I'm remembering it correctly. If not, someone who has done it more recently will chime in and correct me, I hope.
When you start a forge fire with coke instead of green coal it will take a goodly bit more fire to get it going. I just use my O/A torch, but plenty of wood and/or some charcoal briquettes will do the job. You'll need much more blast, so a too-small fire will just be blown right out of the firepot.
|
|
vicopper
- Monday, 07/13/09 13:21:14 EDT
|
Actually the coal I'm using works *best* when stored in a bucket of water. The water in the coal is not what's causing the smoke!
Was that coal listed as good for smithing or was it just heating coal?
Thomas
|
|
Thomas P
- Monday, 07/13/09 14:08:12 EDT
|
Making Your Own Coke. . .
The problem with this is that if you have the right kind of coal you may end up with one solid mass when you are finished. The best coking coal actually liquefies or becomes plastic and sticks together.
The labor to break up that block of coke could easily be worth more than the cost of the product plus shipping. . .
Remember, there are infinite varieties of coal.
|
|
- guru
- Monday, 07/13/09 14:52:17 EDT
|
George, be extremely careful with the one-brick forge. It is highly addictive. I built a one brick forge about 10 years ago. I now own three forges, two anvils, one post vice and about a hundred forging tools. It is a sickness....
|
|
quenchcrack
- Monday, 07/13/09 18:26:21 EDT
|
Ross, I own two gassers and recently bought a rivet forge to use coal. I only use it at HABA club meetings out in the Boonies or at demos. Sorry, coal is inherently smokey and the smoke smells bad. For a while. Then is smells pretty good in my opinion. Far out, dudes, eh?
|
|
quenchcrack
- Monday, 07/13/09 18:30:05 EDT
|
Thomas: The coal I'm using is bituminous 'Blacksmiths Coal' from Mahanoy, PA... sold in Aubuchon Hardware.
From what I'm hearing then, dampness isn't really an issue. I think I simply didn't have the fire hot enough to burn off the gasses and probably rushed the coal into the center of the fire.
|
|
Ross
- Monday, 07/13/09 19:48:30 EDT
|
QC, that's a whole nuther kind of smoke there buddy!
|
|
- Nippulini
- Monday, 07/13/09 19:49:33 EDT
|
Ross: Add the raw coal slowly to a paper & wood fire that has plenty of flame. A lot of that heavy smoke will burn up given air and an ignition source. Even at best there will be a good bit of smoke.
|
|
- Dave Boyer
- Monday, 07/13/09 21:28:35 EDT
|
"Clean" Coal Fire: The method Bruce gives works for many smiths. You make and save coal from your forge fire. Then when you start your next fire you start it with a small amount of green coal and mostly forge made coke. Pile the green coal around it and feed to the center slowly. The new coal will smoke but the hot core of the fire should burn up much of the smoke.
While this is not perfect it reduces smoke by a significant amount.
|
|
- guru
- Monday, 07/13/09 22:02:30 EDT
|
guru: if coal as it cokes begins to form a solid mass, then i have one great source of coal! i thought my coke was clinker as it was goey at temp, but when quenched in water, it floated. and ross i start my forge with about to fireplace sized logs split. if you start a log cabin shaped stack of wood and get that going you can fill the center with coal and that will light it plenty quick (i am still a begginer so people will find better ways to light a fire). good luck and have fun.
|
|
bigfoot
- Monday, 07/13/09 22:02:43 EDT
|
I have had very good luck starting my fires with hardwood charcoal and a "weed burner" torch or a smaller LP torch. After that is self sustaining I start to toss bits of coke left over from the last fire. As soon as that is going I can throw on a few handfulls of coke. When that is blazing good I can start putting on scoops of raw coal but, only while the fire is blazing up or I will get alot of smoke. This way I will tend to get some fire balls when I throw the raw coal on but, I think it's more from the dusty coal I have.
I have to keep cranking the blower continuously while I'm doing all this but, it only takes about ten minets to get a good working fire going from a cold start.
Alot of the work I am doing right now is best done in a "hollow fire" The coal I have works very well for this. Once I get the center white hot and as large as I need it, I will throw a good size scoop of raw coal on top of it and wait for it to catch fire pretty well. Then I douse the top of the raw coal with water from the sprinkling can so that it is no longer burning on the outside but the inside is white hot. Most of what I'm doing now is from round bar or flat and is carefully poked in from the side at the thicker base of the fire were a hollow will form as the coke is burned up from the inside. As the fuel is used I keep adding from the top and repeating the watering prosses as I go. I do have to knock the top of the fire from time to time to get more of the coke to fall from the roof of the "cave" to fill the bottom or the "floor" of fire.
Some smiths don't like this method because they claim it takes too much attention to keep the fire in condition but, I prefer it because it lites up and gets hot fast and because it lets me use less coal for the fire I can rake it out fast and shut things down quickly when I need to.
This is especialy helpfull when I suddenly relize that the kids were supposed to be in the house to get ready for bed ten minets ago and they are both still out in the shop with me!
BTW, I'm not sure what kind of coal I have but, I'm told it came from a power plant that was either shut down or converted to gas. At 12 cents a pound it is great coal, very clean, hot burning and, cokes up easily. I realy want to build a treadle torch but untill I do the coal forge does a great job and I'm sure there will always be a need for it.
|
|
- merl
- Monday, 07/13/09 23:43:26 EDT
|
Merl, I used a beehive fire most of the time in my portable forge because it worked better most of the time, especially for small work. For large work you need an open fire. The reasons the beehive fire worked better for me included the fact that I was using a bellows and the fire stayed hotter and heated up faster between heats. I think it was also a best fire type for my particular home built forge.
My method of making the beehive fire was different. I would start a fire with a little kindling or a torch, then piled on about a half bucket of coal. I would then vigorously pump the bellows until the heated gases ignited the gases above the fuel pile. Then I would back off, compact the fire with the flat of the shovel then poke a hole in the fire from the front down into the core with a special poker. This poker had a point (no barb) and a slight curve that followed the curve of the fire path.
I maintained the fire similar to you. The fresh coal was piled up at the back and top of the fire then pulled forward and patted down as needed. I could keep this going for about 4 hours before I had too much coke and the fire would collapse into a big very hot open fire. So I would schedule the type work I was doing for the kind of fire that I had during the day.
In a long day doing demos I would often have to kill the fire, retrieve clinkers, dump ashes and rebuild the fire about mid day.
|
|
- guru
- Tuesday, 07/14/09 08:18:46 EDT
|
Nip, not sure what that coal is bagged in...looks like...hemp. I probably don't build a great fire in my little forge but it does quickly get to work ok. I call it my "Smoke Pump" until it gets settled down. I use a newspaper scrunched up into a mushroom shape, light the stem and pile on the coal. Stir until burning brightly.
|
|
quenchcrack
- Tuesday, 07/14/09 13:31:47 EDT
|
Quenchcrack, I too use the newspaper into a mushroom and stir hard at first. Works for me. With good Seweul (SP?) seam coal from the Cumberland Elkhorn coal co in Louisville, fires right up, burst of smoke for short period and then gooey cke and off to work we go.
|
|
ptree
- Tuesday, 07/14/09 16:03:34 EDT
|
I get some good Pennsylvania coal at my local farrier supply. $15 for 50 lbs and it burns clean, low clinker, cokes well, too.
|
|
quenchcrack
- Tuesday, 07/14/09 18:15:23 EDT
|
IIRC Alexander Weyger's "The Complete Modern Blacksmith" shows an adaption he made to run the smoke off the start up of a rivet forge back into the hand crank blower and so burn it off rather than letting it infringe on the neighbor's tolerance.
When I lived in the city I had a retired neighbor who liked coal smoke---reminded her of when she was young and they heated with coal. Nice lady!
Thomas
|
|
Thomas P
- Tuesday, 07/14/09 18:47:04 EDT
|
Thanks for the support Guru, here all this time I thought having to tear down and re-biuld the fire was from something I was doing wrong not,"just the way it works"
I have a large rail road type forge but, have yet to do anything in it that I needed a big open fire for. We do use the open fires at the club demos when doing a wagon tyre or something like that.
|
|
- merl
- Tuesday, 07/14/09 19:14:29 EDT
|
IT STINKS: Thanks to the input of many of you here I had great success this afternoon starting up my second fire. I made up about 2 cubic feet of charcoal yesterday evening and built a pretty large flaming fire this afternoon. I heaped a full bucket of coal around the charcoal and wetted it down frequently. By the time I began to run out of charcoal (about 45 min.) I had a dense wall of coke all the way around.
Smoke was minimal and as the charcoal ran out, I worked the coke in.
I put a square timber spike in the center and set the blower at half. In about 3 minutes the spike was approaching white hot.
It took about 20 min. to settle the fire down and take it apart, but the volume of coke inside the dome was really great to see. I felt like twelve years old and getting blooded on my second hunt… I’ve been coked.
Thanks to all.
|
|
Ross
- Tuesday, 07/14/09 20:28:33 EDT
|
Ken:
In answer to your question about going from gas to coal… I haven’t. I’ve added coal to my options. There are things you can do with gas (like close temp control and assembled mixed-metal brazing) that’s either impossible or really difficult with coal. On the other hand, the size capacity of my NC Whisper Deluxe has made me envious of those with an open-top coal forge. Plus, there’s a sense of authenticity that I’ve always associated with coal (probably just me). I wanted the best of both worlds.
|
|
Ross
- Tuesday, 07/14/09 20:38:58 EDT
|
I get my loose coal from a feed store five minutes from the forge. It's Colorado coal and comes primarily in large chunks. Us local smiths have found that by building a fire with old coke and some of the smaller pieces of green coal, we can build up the sides later with the bigger chunks. When the big pieces get hot, they "fractionize" and are easily chipped into the fire as they are becoming coke. It works OK.
|
|
Frank Turley
- Tuesday, 07/14/09 21:11:27 EDT
|
I see W2 mentioned a lot, I have E-mailed two or three metal places, but have not been able to find it. Anyone
know a distributor ?
|
|
Mike T.
- Tuesday, 07/14/09 22:01:27 EDT
|
Mike, if you google "W2 tool steel" you get a number of suppliers that stock it.
Note that the biggest difference between W1 and W2 is that W2 has a less carbon and more vanadium. The difference in heat treating is that the W2 has a longer flatter tempering curve that makes it more controllable.
|
|
- guru
- Tuesday, 07/14/09 23:47:03 EDT
|
"SMOKE PUMP..." Geez QC, I'm still laughing at that one!
We have a rivet forge at the club shop with a pump like mechanism on it. I'll have to rellay that one to the master smith the next time we get together.
|
|
- merl
- Wednesday, 07/15/09 10:24:53 EDT
|
Romance in smithing: I commend to everyone's attention the Rudyard Kipling poem "The King" which deals with this topic very well.
I, of course, hew to the one true method of smithing with a group of 6 people using blow tubes around a charcoal fire---these new fangled bellows just ruin the romance of it!
Frank once used my forge at a demo and hauled out a couple of pieces of coal about 1' x 1' x .5 foot and plopped them down around the fire built of ground coal...I found it humerous but it worked well for him.
Thomas
|
|
Thomas P
- Wednesday, 07/15/09 11:24:18 EDT
|
W2 tool steel:
This is very very hard to find. No American company makes it anymore, even those such as Diehl who list it on their website. There are rumors of German production from time to time, but I haven't seen any floating around.
Knifemakers like it because of the vanadium, which forms very wear-resistant carbides, and for the low manganese levels which make it a very shallow-hardening steel. This can be used to create very impressive "hamon," the overly hyped Japanese "temper line." W1, 1095, and 1065 steel share this low hardenability, leaving the vanadium carbides as the only advantage W2 has. That's a good advantage for certain applications, however!
If it's so great why don't we make it anymore? Well, other steels that are even more wear-resistant and that can be treated to produce that hard skin/soft core effect took over. Most of these steels are either difficult to forge stainless/air hardening alloys, or are tough chrome-molybdenum alloys that have had a surface treatment such as case hardening or nitriding to give a hard, wear resistant skin.
|
|
Alan-L
- Wednesday, 07/15/09 12:19:56 EDT
|
I know a lot of top production SS cutlery is chrome vanadium steel. Very durable stuff.
Then there are "Vanadium" brand anvils. . .
|
|
- guru
- Wednesday, 07/15/09 15:13:59 EDT
|
Speaking of anvils. . . We are working on a gallery series of anvil photos. We are looking for rare, unusual or just very good anvil photos. Any submissions must be your original photos that you have rights to release to us.
So far we have submissions of a major collection that includes many European anvils, photos from the number one dealer of antique blacksmithing tools and my collection of photos. There is a bunch of stuff that almost no one has seen and all together it will be a fantastically entertaining and educational resource.
|
|
- guru
- Wednesday, 07/15/09 16:06:29 EDT
|
Mr. Guru,
I've been blacksmithing for only about a year and a half and am having the time of my life. I'm 36 and only wish I would've found blacksmithing about 15 years ago. I'm working towards opening my own shop and need information about lighting- making chandeliers, fixtures, etc. I live in Montana in the US. What regulations do I need to follow? Do I need any special equiptment to test fixtures once they're made? Finally, what kind of insurance do I need to carry to protect my business...Thankyou so much for your time and consideration!!!
|
|
Jason Failor
- Wednesday, 07/15/09 16:50:39 EDT
|
Guru, I have a 70# "vanadium Steel" anvil, and it is know to be the loudest brand of anvil.
They will make you bleed from the ears if you forget you earplugs and demo all day! I may know about that one first hand:)
|
|
ptree
- Wednesday, 07/15/09 17:48:17 EDT
|
Business Start Up: Jason, Some of these questions are for a lawyer and an insurance agent. Note, DO NOT go to your current home owners insurance company yet. Running a business out of your home (if that is what you are doing) MAY be verboten and questions at this stage may cause trouble you do not want. Wait until you have as many answers as possible. Same with zoning. If you ask the local zoning Zar about your forge shop you may get an unwelcome visit your are not expecting.
UL or Not: If anyone asks or requires it your electrical lighting devices will need to be UL approved. There IS a way for manufacturers to get blanket UL coverage but you will need to ask UL. If you sell in Canada you may need a CA cert as well.
Note that as a "manufacturer" you do not need to have an electricians license to do wiring on equipment you make. You would only need a license if it was required for installation. This varies from city and county to city and county.
In GENERAL if you assembled a lighting fixture from UL approved components the result would be UL acceptable. You could use a JIC box, conduit and conduit fittings and a standard light receptacle, strain relief and lamp cord to make a lamp and it would be approved by proxy. The problem comes when you enclose wires inside tubes or the body of the lamp. These parts are NOT UL parts and thus should be approved.
Some lighting manufacturers get around this by not running wires inside their parts. They use an approved junction box and run the wires on the top surface of the tubes or bars and wire tie the wires on. They make clear insulated wire for this that looks very nice on brass fixtures.
Another work around is low voltage wiring. Devices using 24 volts or less do not require UL approval (PLEASE check this yourself). So an approved transformer and box are used. From the low voltage side on you are good. I have a desk lamp on by desk that the power goes to the fixture through the two bare metal arms. The arms are the conductors. You can only get away with this using low voltage. Low voltage lights can be very bright if you select the correct bulbs.
But if you run 120V wiring inside parts YOU make then you will need a UL permit.
Insurance Needs: You can pay up to as much for insurance as you make or much less. Some insurance companies audit your books and TAKE as much as they think you can afford (all the profit). You can have manufacturers liability insurance which does no good after you stop paying and your product goes on and on. . . You normally need general shop liability insurance and commercial insurance on your truck. If you do site installations you may need a contractors license and whatever insurance is required locally.
If you hire ONE employee you will need unemployment insurance and workman's comp. Note that as soon as you have ONE employee on the books you really have TWO. The second is the accountant to keep you out of tax trouble.
The Locality you are in is the big determinant. In some you may need a business license and not in others. In some the license may require zoning approval and not in others. Zoning rules may let you operate a business from your home or property or NOT. If you burn coal the locality may have a lot to say about it. There are things you can get away with as a hobby but NOT as a business.
None of this includes health insurance for yourself which you may not be able to afford.
If you are in a state with sales tax you may need a sales tax certificate and this may be connected to your business license.
Localities are either over regulated or under regulated. There is rarely an in between. The regulations vary from almost none in rural agricultural areas to every possible intrusion in some urban areas (zoning, parking, air quality, noise, commercial waste, sign permits, business licenses. . .)
SO, Research your local and state business ordinances. THEN pay for an hour with a local lawyer that works in business law. Part of his advice will be in regards to insurance.
|
|
- guru
- Wednesday, 07/15/09 17:49:44 EDT
|
Electrical Testing: Nothing special is needed as no testing is required other than plugging it in to see if it works and often this is not done. I've seen crews of immigrant laborers brought into Lowes stores to assemble dozens of lamps and rarely is a piece tested.
If you have concerns about the things you make then a basic multi-meter ($15 to $100) will tell you if there is a short on either side of the circuit or a discontinuity.
|
|
- guru
- Wednesday, 07/15/09 18:06:11 EDT
|
Guru,
You guys are great. I love your site. Thanks so much for the quick answer about lighting. You probably saved me about 10 hours on the internet. I will be asking more questions soon. Thanks again!!!
|
|
Jason Failor
- Wednesday, 07/15/09 18:35:12 EDT
|
Ahh my wife once paid to have a dishwasher installed by a professional. He did so but we couldn't test it until the counter top and sink were installed and the custom colour cast iron sing was damaged in shipping causing a long wait for the next go round.
When it was finally all put together the dishwasher wouldn't work. Called the big box (Home Depo),store and they said we had to go through the manufacturer for warranty work. Meanwhile I went into the basement and traced the wires and noticed that the installer had hooked it into a 220 volt line going to the central airconditioner and so that was *not* a neutral wire...
Called back to the store and told them what had happened and they we wanted a *new* dishwasher and they said they would send the same installer out to make good. I told them we would not allow him on our property as could have electrocuted us or himself or burnt the house down and had worked *hot* cause if he had turned the breaker off he would have known it was a 220 line!
The sent us a new dishwasher and an installer who followed code.
Anyway I would not base what a big store does as what's legit...
Thomas
|
|
Thomas P
- Wednesday, 07/15/09 18:51:54 EDT
|
Smoky start-
I'm with Merl on using some hardwood charcoal first then coke, then coal for a low smoke start-up. Avoid using too much newspaper, perhaps throw in some softwood kindling if needed.
|
|
Judson Yaggy
- Wednesday, 07/15/09 19:33:50 EDT
|
Jason Failor, Chinese philosopher say, "Whenever you start is right time."
|
|
Frank Turley
- Wednesday, 07/15/09 19:46:32 EDT
|
Careful Frank, I have the monopoly on Chinese comments here. Don't inflinge my copylight.
|
|
- philip in china
- Wednesday, 07/15/09 20:24:23 EDT
|
Philip, I know. I shoulda' said 'light time.' I thought I had my foot in the door because of practicing a short form of tai chi since 1981.
|
|
Frank Turley
- Wednesday, 07/15/09 22:29:46 EDT
|
Big Box and Wiring: The area I was speaking of is rather fuzzy as to who is responsible for what and the type of personell that should do the work. As I mentioned, manufacturers' electricians do not have to be licensed. It is "assumed" that they follow the electrical engineer's plans and instructions, AND the EE also does not need to be licensed. I would say that the manufacturer does not expect unskilled laborers to be hired to do their assembly but THEY are somewhere overseas and no longer care. . .
However, home installers come under local licensing regulations and should be licensed electricians. . . . BUT. . on the other hand, I have seen so called professional electricians that could not do much more than wire a lamp. In a rewire job on our home in Virginia the electricians put all the downstairs outlets on one side of a 220V 60A feeder, a shorted appliance nearly set the house on fire . . . and in our shop another licensed electrician dead shorted a 220V control switch on a lathe. I had to sort out both problems and in the second case the electrician agreed that he would run the conduit and pull the wires but let me do all the machine connections. Many commercial electricians do nothing but domestic work and are freaked out when they have to go into a 3PH motor starter ESPECIALLY a reversible.
The number one rule in home wiring: A neutral IS NOT a ground.
|
|
- guru
- Wednesday, 07/15/09 23:53:35 EDT
|
Guru, how do we go about submiting these photos?
I can give you a pic of my Hay-Bud that I am told is 115 years old but, still looks fresh and is going strong...
|
|
- merl
- Thursday, 07/16/09 01:44:32 EDT
|
Hay-Budden Anvil Photos: Merl, Yes it is a tribute to their quality that most Hay-Buddens in use are about 100 years old and still one of the most popular anvils in the U.S.

Hay-Buddens by Ryan Wasson & Jock Dempsey
Standard Hay-Buddens are the one anvil of which we probably have enough photos. The image above is a digital painting created from a typical photo of two typically rusted Hay-Buddens, a 52 sitting on a 525 (10 to 1). I've digitally de-rusted them a lot. We also have several other good photos from dealers that are all polished up and in very good condition.
The Hay-Budden photos we are short on is the less common types, the Double Horned Export anvils and the late Farrier anvils or other specialty anvils. A clear image of a good Hay-Budden logo would be nice but the logo's themselves are rarely clear or complete. A classic in-situ photo on an aged wood stump in a working shop might be a good one. . .
Email me at: guru2 at anvilfire dot net. You should be able to click the color link below if your mail is setup properly.
|
|
- guru
- Thursday, 07/16/09 07:31:21 EDT
|
|
|
[
CSI - anvilfire MEMBERS Group |
Getting Started in Blacksmithing ]
|