|
 |
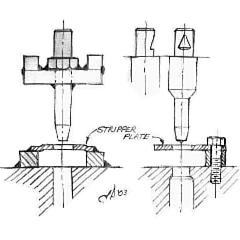
Punch and Die:
Hot punching is one of the few places Russel used tool steel. The punch here is made from S-7.
In use, the punch is lubricated and cooled using Never-Seize or thick grease (Figure 7).
The punch is fabricated from a 3/4" hex head bolt, some mild steel blocks and the tool steel punch all welded together.
For this application it would be easy to machine a punch on a small lathe OR make a punch holder that accepted a common shank size.
The die is made from mild steel and is a loose fit on the punch.
It is fitted with a "stripper plate" to hold the work down when the punch is pulled out.
The drawing shows both fabricated and machined tooling.
To make these using machine shop techniques only requires a lathe and a drill press.
|
Above Left: Commercial Tooling is available for presses that will work on all types of press.
The die shoe, die adaptor, punch and die shown are all from Roper Whitney and will fit the #4 and #5 flypresses.
The striper plate was made to suit the job but will work with several size punches.
Commercial punch and dies are made for blanking not hot punching.
However, the die shoe is a convienient tool that can be used with tooling made from mild steel OR
a true hot work steel such as H-13 or H-27.
Commercialy available punch and dies can be used for blanking and hole punching on small presses or made from something like A-2 tool steel.
Copyright
©
2003 Jock Dempsey, www.anvilfire.com
Webmaster email: webmaster



|