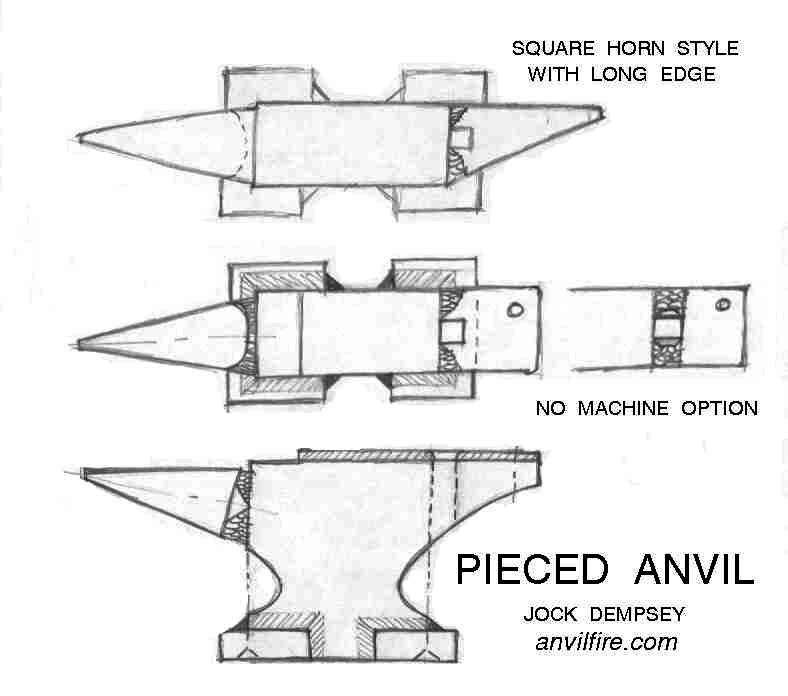
The body starts as a rectangular piece of steel plate (A-36 or 4140). When buying new plate you pay for the rectangle. This design produces little waste. The waist notches can be cut by the steel service center or in your shop. The horn is formed separately either from plate or a piece of shafting. It starts as a blank torch cut in two dimensions. After rough cutting and grinding off the torch swarth the horn can be forged or machined. Note the shape of the weld preps. The heal can have the hardy hole groove and weld prep machined on a milling machine or a shaper. It can also be built up by welding alone. The asymmetrical square horn shown at the top is my idea. This provides the "Euro" style square horn plus a long straight edge on one side. The base is widened by the addition of square bar welded around the base. NOTE: The above was written in 1997 when heavy steel plate was relatively inexpensive and readily available in alloy steels from J.T. Ryerson. Since then there has been a huge decline in the US steel industry and current steel prices make it more affordable to purchase good imported anvils than to buy new steel plate. A fabricated anvil of dubious quality can now cost you more than a real professional product. Ernie Leimkuhler <stagesmith@earthlink.net> has a posting of his method of anvil making similar to this at METAL WEB NEWS The instructions are lavishly illustrated with photographs of each step of his process. Go to Blacksmithing see "Picture Instructions for making a 275 lb. Anvil"
References and Links
|
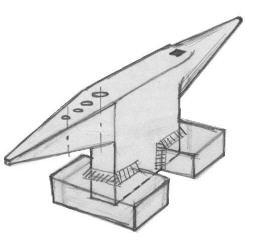
 Photo of the Hofi Anvil, pattern by Phil Cox.
Photo of the Hofi Anvil, pattern by Phil Cox.