Fabricated Cone Mandrel :Making a light duty blacksmiths mandrel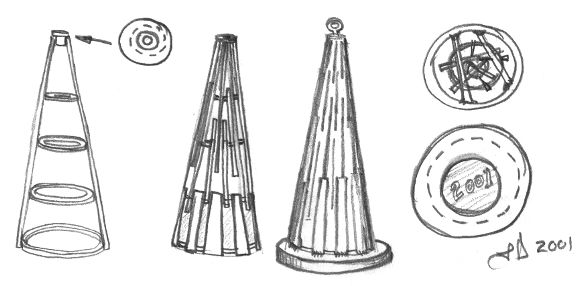
This tool tends to be rare and expensive (new or used). Making one is not difficult if you have access to an arc welder. Dimensions are not given as cone mandrels vary in size. Small ones may be 8 to 10" diameter at the base and three feet tall while larger general shop mandrels 10 to 12" at the base and about 4 feet tall. Start with a series of different sized rings (forged or cut from pipe). Use two pieces of square bar to weld them into an armature. Then fill in the sides using square and flat bar to build a conical shape. Small gaps will not hurt as the cone is used to correct the roundness of forged rings and is not used for actual forging. Gaps of 1/2" with 1/2" bar at the top and 1-1/2" gaps with flat bar at an 8" diameter bottom will not hurt. The flat bar at the bottom can have the corners knocked of with a grinder OR forged with a SLIGHT cup. Old worn wagon tire would be perfect if the right thickness. The result would NOT be a bad looking tool. I would use 1/2" square to start, then some 1/2" x 1" and 1/2" x 1.5" (maybe even some 1/2" x 2"). Using all 1/2" thick stock the mean surface will be very uniform. All square stock would work just as well as variable stock widths. If you want a heavier cone then use 5/8" or 3/4". Work with what you can get. You can also weld the cone to a heavy base. Some folks like square bases but I find that cones are easier to move like welding cylinders by rolling tipped on the corner. So a round base might be best. To stiffen the whole, short pieces of bar can be welded across the inside at various angles (see drawing below and end view above). The extra internal bracing could be any sized stock. You may want to start at the point of the cone while building the outside and there is easy access to reach in and weld. 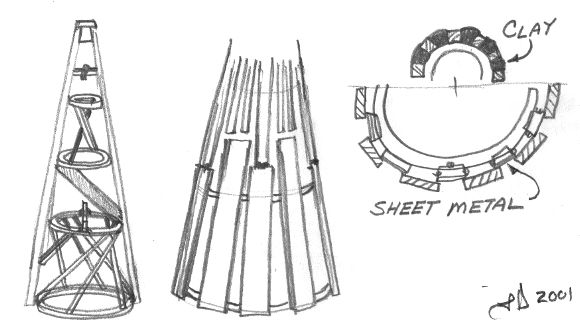 If you are not satisfied with the final weight then you COULD fill the cone with concrete. Concrete is not very dense but it would add 50 pounds to the average cone and a LOT of stiffness to this design. However, there is one precaution you need to take. Concrete and hot iron do not get along. The concrete spalls explosively. You will need to NOT let the concrete fill the gaps in the cone to the surface. At the point and in narrow places I would fill the gaps with modeling clay for the concrete pour (drawing above, section at right). At the base I might weld in thin cover plates from the inside. Descale and give the whole a coat of rust preventative primer before preparing to fill with concrete. I would but in lots of internal bracing even if filling with concrete. THEN, (after filling the gaps) wrap the cone with corrugated cardboard held in place with duct tape OR lots of duct tape at the point and cardboard on the rest. Support upside down and fill with concrete. Note that pre-mixed bag concrete is VERY lean (not much cement) and results in weak low grade concrete. I would mix my own OR add a shovel full of Portland cement to each bag of premix. Have a pile of short iron drops that are almost useless? Lots of iron in the aggregate wont hurt and will increase the mass. Always mix concrete stiff (as little water as possible). You may want a small batch without stone for the point. Tapping the outside of the cone with a hammer will help settle the wet concrete and assure a good bond. Many cones have removable top points. These are usually an optional part that can be used in hardy hole or vise. However, I find that a threaded hole for a 1/2" or 3/4" eye bolt is MUCH handier (for lifting the cone). In this home made cone the top piece could be a piece of 1.2" to 2" round bar with a hole drilled and taped in it. Note that shanks of eye bolts are fairly long AND have a heavy fillet under the shoulder. I normally use a countersink at the top of eyebolt holes to nearly double the shank tap drill diameter. Folks with access to a lathe could make a very nice top part for their cone. Be sure to lube and fill the tapped hole if you fill the cone with concrete.
Estimated weight would be about 75 pounds plain (8" base 40" tall). TOTAL Weight 150 to 200 pounds using 1/2" (13mm) bar and plate.
References and Links
|