Matthew, do you want to buy one or make one (gas forge) ?
Centaur forge (an advistor)sells them, check the drop down list in the upper right corner.
|
|
DAVEB
- Monday, 03/01/10 09:41:54 EST
|
Sorry I missed that one. . (gas forge). As Dave noted you can buy them or build them. Blacksmiths Depot, BigBLU Hammers and Centaur Forge all sell good gas forges.
One thing to note is that unlike a coal forge which has a very wide range of work capacity, gas forges are limited to their size and if oversize are not very efficient. So, many shops have several sizes of gas forge as well as a coal-charcoal forge for the things that just don't work in a gas forge at all.
|
|
- guru
- Monday, 03/01/10 11:15:38 EST
|
Yes truck springs are a perfectly good alloy to make tooling from *HOWEVER* they are generally so large that you spend way more time just getting them to workable dimensions that you would starting with a closer sized item---if you don't have a power hammer I would not be looking at them unless what you want to make is *large*.
Thomas
|
|
Thomas P
- Monday, 03/01/10 14:54:26 EST
|
i split them down the center with a chisel to get a better size, but that is still quite a bit of work. i say go for it and use them up.
|
|
- bigfoot
- Tuesday, 03/02/10 07:01:16 EST
|
What are the best hacksaw blades(hand hacksaw)?Is it a good idea to use lubricant such as cutting oil when hacksawing ?I know its better not to oil files.Any other dogma you can share around this subject would be appreciated.Thanks
|
|
wayne
- Tuesday, 03/02/10 11:04:48 EST
|
Gotta define "best". Your criteria may have little to do with my criteria.
Me I like using a section of bandsaw blade in a Sandvik bowsaw. I like having a 2-3' hacksaw when scrounging stuff and am cheap. (punch the holes a bit closer than those of the wood cutting blade to get a bit more tension)
Some folks like the machinist's hacksaws and high dollar blades.
Don't know many folks that get much use out of the fragile 10 for a dollar imported blades.
Thomas
|
|
Thomas P
- Tuesday, 03/02/10 11:43:05 EST
|
I am the owner of a small comapny in Flordia called Fireside Coatings, LLC. I manufacture three ceramic based coatings that I sell and apply to protect fireside boiler tubes against erosion and corrosion. I have access to a large customer baswe and I am currently providing large volumes of materials 50 to 150 gallons per project. I have had many request for a product that would prevent slag build up around burners and also in the superheater sections of some boilers. Conseqently I am looking to add another product to my line of coatings and I am interested in discussing this opportunity with your company if you have an interest
Please contact me at edlloyd1@comcast.net or call me at 904-553-3184.
Thanks, Ed Lloyd
|
|
Ed Lloyd
- Tuesday, 03/02/10 12:23:22 EST
|
Best Handsaw Hacksaw blades: Wayne, it depends on you and more so, your hacksaw frame. Most typical hacksaw frames are not rigid enough and cannot tension the blade properly.
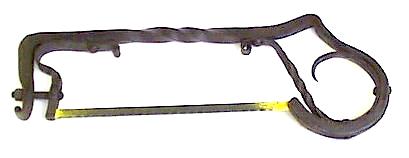
After trashing several craftsman hacksaw frames in one week I made the frame above. It is made from 5/8" square bar stock and quite heavy. However, the weight does the feeding nice and evenly while you just push lift and let down. . . The BEST blades for this saw were Nicholson and Morse "All Hard Tungsten" blades. I do not think these companies made these blades and I have not been able to find them since the 1980's. The all hard blades were brittle as glass and would shatter like it if you twisted them. But if you held them straight they would cut a 1/2" (13mm) square bar in 10 strokes. I counted. When it took 13-14 strokes I replaced the blade. The newer soft back alloy blades (the only thing I can get) do not cut as well but also do not shatter so easily. The tunsgten alloy blades were good for hot cutting but this technique is VERY hard on blades no matter what the type. I think it is more cost effective to cut cold and use the blade more than once. . .
If you are serious you want a blade with the coarsest SET teeth you can get (12-14 TPI). Those fine toothed wavy set blades (16-24) are for cutting sheet metal. I order the most expensive blades McMaster Carr carries. Cheep blades just waste time and increase frustration. Even though they are pricey I change out blades as soon as they are not cutting at peak performance. Shortly after peak they start to jam and usually break.
A little lubricant on a hack saw blade will make it last longer but it is difficult to saw and continuously oil so the lube runs out quickly.
Even the best hacksaw blades do not last long. But life is short and poor quality tools waste that precious time.
|
|
- guru
- Tuesday, 03/02/10 12:56:08 EST
|
Dear Guru,
My name is Ryan Lambert and I am doing my senior project on blacksmithing. I hope to build a shed in my yard to house a small coal forge and all of my tools. My father has all the tools necessary and some coal, so I am all set to go with supplies. My plan is to forge a simple hammer, and maybe if i have times a small chest to bring in and display in school. I had a few questions that I am hoping you can help me out with. They are:
In your opinion, what is the best way to build a small coal forge?
Where can I purchase Iron around me (Greenfield, MA, if you know)?
Where could I obtain Bituminous coal?
What is the easiest, simplest type of hammer to forge?
What is the best temperature to forge?
After I have the tool shaped, what do I do with it? I have heard of quenching, but when, how and what do I use to do it?
If you could answer these I would greatly appreciate it and it would really help me out. Thanks, Ryan
|
|
Ryan Lambert
- Tuesday, 03/02/10 13:24:40 EST
|
Like ThomasP, I like a section of bandsaw blade in a bow saw frame. I use a cheap Buck Brothers bow saw/hack saw fro the big box, and it supplies nice tension. I tend to use 10 to 14 tooth variable Lennox Die Master II blade stock because that is the blade I tend to occasionall screw up and chip a tooth out of before the saw is dull.
Cuts mild like butter, and I do use a wax type stick lube.
If buying factory blades both Lennox and Starret are excellent VALUE. Not lowest cost, but best value.
|
|
ptree
- Tuesday, 03/02/10 13:33:22 EST
|
DEAR GURU, i asked a for advice awhile back on finish ideas on a vine arbor, i used the zinc primer, then sandable primer, then 2 differant layers of gilders paste, i love the way it looks , it is awesome i haven't clear coated it yet . my question is if i don't will it still hold up well, i really love the way it looks now with out , but do want it to last. THANKS so much for the advice you gave me it's just what i was looking for
|
|
pat smith
- Tuesday, 03/02/10 15:37:21 EST
|
Ryan; a lot of those location specific questions would be best asked at a meeting of your local ABANA-Affiliate (upper right hand dropdown menu Navigate anvilfire => ABANA-Chapter.com => New England...)
Easiest type of hammer to make is a simple double faced smithing hammer of not too large a size.
The best temperature to forge depends on the alloy being forged---like what is the best temperature to cook at---depends on the dish!
Heat treat depends on the alloy as well and generally consists of several steps: normalizing, hardening, tempering--- any decent blacksmithing book should cover this go to your local public library and ILL a couple!
Thomas
|
|
Thomas P
- Tuesday, 03/02/10 17:15:54 EST
|
Finishes, Pat, any lightly rubbed or airbrushed surface should be clear coated for durability. Those thin fades that look so nice will wear easily and may even weather off due to thin binding. We would love to see some photos when you are done.
|
|
- guru
- Tuesday, 03/02/10 17:55:28 EST
|
BS Projects: Ryan, most of your questions are answerable via the local yellow pages and if that doesn't help then try your local blacksmith group as Thomas noted. See our getting started article as well.
Hammers: The hardest part of making a hammer is punching and drifting (shaping) the eye. A common cross pien has a nearly flat face with tapered corner chamfers. You forge this on the end of a square(d) bar. Then you move back about 1.5 times the bar size to punch the eye (distance to edge of the eye). See our iForge demo on punching and remember that ANY punch lube is 10x better than none. Also see our FAQ on hammer weights and hammer eye dimensions.
Once the eye is punched you forge the tapered pien over the corner of the anvil (on a nice rounded spot). If you flip the bar over now and then the pien will be centered. When you are about 1/4 to 3/8" short of cutting the bar in two use a chisel to cut off the hammer at the narrow part of the pien. If you do this right you have the start of another hammer.
A lot of the shaping and dressing of the hammer can be done hot. The face should have a slight crown and rounded edges, the pien should also be well rounded. It is easier to do this hot than cold.
Hammers are commonly made of SAE 1050 steel and left to normalize (air cool from forging temperature) and are not heat treated. Those that are heat treated should be well tempered (reduced in hardness). See our FAQ on heat treating.
A common beginning metalworking project is to forge a simple cold chisel then harden and temper it. You start with hex or octogon (hard to find) tool steel stock and forge the tape so it lines up well with a couple of the opposing flats.
To make a hammer you are going to need an eye punch (usually oval) and an eye drift (same size, shape but tapered on both ends. The drift is used to straighten and finish the eye hole and to keep it in shape or re-shape it after other forging processes. Shape a bar to a rectangle, taper it leaving a straight section in the middle, then forge off the corners including on the tapers then take the corners off the corners. . . cool slowly and take a file to the corners and dings to make a smooth tapered oval drift. Normal dimensions are proportionately straight section = 5 to 6 widths, taper #1 6 flats and taper #1 3 to 4 flats. The long tapered end is for the drifting and the short for knocking it out of the hole. Draw it first, you will see how it works out. In fact, draw all the things you are going to make in 3 views and dimension them. If you can not find the right sized materials then adjust.
|
|
- guru
- Tuesday, 03/02/10 18:22:11 EST
|
Thank you guru, I thought in the back of my mind I should, just really didn't want it too glossy. Fixing to go clear coat it. Will post pic soon. (How do you post them here?)
|
|
Pat Smith
- Tuesday, 03/02/10 18:49:23 EST
|
Pat, mail them to me.
You CAN get "flat" clear and flattener to add to clear so you can adjust the flatness. It does however tend to whiten the clear a bit.
|
|
- guru
- Tuesday, 03/02/10 19:33:06 EST
|
Hello all,
I'm going to be installing 4 small railings using a core drill and anchoring 2 inch square posts with perhaps rock tite or fancy anchoring epoxy. I've never installed this way so any feedback would be much appreciated.
Following is a slew of questions.
One railing will be put into granite treads which are 7 inches thick. I read that a minimum embedment is 4 inches, I don't want to get to close to drilling through. Will this be ok? I was considering welding bits of 3/8 rebar on the sides of the post.
The other railings are going through 2 inch bluestone treads into solid masonry.
Is there any chance rocktite could expand to the point of cracking a tread?
Do you think I need to rent a core drilling rig, or is a hand held hammer drill with a diamond coring bit sufficient? I think I'll go 3 1/2 inches diameter.
Is there a trick to breaking out the core? It seems that some king of chisel would smash it right out.
Thanks for the help.
|
|
Josh S.
- Tuesday, 03/02/10 19:33:52 EST
|
does any one have a simple swage block pattern i can copy? i am thinking of making a block from mild steel (it will be machined by moi) about 6x6x1 in. i am thinking that i want several round holes for punching and drifting and some spoon and half round swages on the edges. this is for sure a big project but it will be fun to try. i am able to punch some of the smaller holes and will heat up the edges and forge the swages on the edges, but i need a pattern to
'borrow' for a one off.
|
|
- bigfoot
- Tuesday, 03/02/10 20:22:43 EST
|
i forgot to add that i am willing to pay a small amount (maybe $10) for the right to use a pattern. i am mostly looking to have holes for punching and drifting, but i may as well use the edges since they will go to waste otherwise.
|
|
- bigfoot
- Tuesday, 03/02/10 20:29:26 EST
|
Wayne: I have been using Nicholson Bi-Metaloy 14 tpi blades since the early '80s. They are the best ones I ever used. As I have had these since the early '80s, I can't say if the present ones are the same, but I would give them a try.
|
|
- Dave Boyer
- Tuesday, 03/02/10 22:28:31 EST
|
Need advice on making fish fillet knives. Blades will be thin, flexible, corrosion resistant. I assume salt water knives need to be larger than fresh water knives. Lets say you are filleting out a 300 lb Tuna ( what size and kind of knives would be used ? ) I'm just exploring a possible market....if any.
|
|
Mike T.
- Tuesday, 03/02/10 22:34:54 EST
|
Bigfoot: Is there a metal shop at Your school? This is a good mill, drill & shaper project. You don't need a pattern, just start drawing it full size and remember to leave plenty of material between holes.
|
|
- Dave Boyer
- Tuesday, 03/02/10 22:36:05 EST
|
Block Pattern: Bigfoot, for those proportions (1" is a bit thin) you are going to need to design your own.
Check out the small blocks and jeweler's dapping blocks on swageblocks.com. There is a machined block at the bottom of the main gallery.
In 1" thickness in the blacksmith shop bolster blocks are common. These have a variety of holes but there are two basic types of bolster. 1) With progressive drilled holes to act as a punching die or shouldering block. 2) With the same size holes and a variety of counter bores to form bolts - countersink for flat heads, counterbore for cap screws, square recess for carriage or stove bolts.
In a 1" thick block a series of rivet heading depressions near one edge would be good. I have one of Burnt Forge's little 8# blocks that I bought a series of odd sized ball end mills to add rivet divots with. Drills could be resharpened for this purpose.
Think about what you really want the block for. Hard wood (even end grain soft wood) works great for dishing. In this width (1") edge grooves for sheet metal work (1/4" down to 1/8") are typical.
|
|
- guru
- Tuesday, 03/02/10 22:55:01 EST
|
I'll be on-the road the next few days. . I think. Snowing AGAIN. . .
|
|
- guru
- Wednesday, 03/03/10 01:46:39 EST
|
Josh
go with the rick tite or if you can't find it the quickcret anchoring cement the epoxy's work better for setting small holes (under 1")
4" in on a 7" tread should be fine and withe the rock tite you don't need to add anything to the sides of the bar once the stuff sets up it isn't coming out short of breaking it up.
the bluestone will be fine no worries about it cracking from the rock tite the only problem I have run into with this is that the back of the tread isn't always "buttered well enough with mortar and when pouring the rock tite it seeps out or the hole (when mixed right it flows like oil) if this is in the bottem of the hole I dust the bottom of the hole with dry quick set cement to plug it up and then poor normally if it is in a joint half way or better I set the core in 2 pours 1st to just above the leak let is set then poor to the top. on most of our railing we mound the tops or the core holes it quick set cement to help shed water and protect the stone , the top of the rock tite always shrinks down some and forms a place for water to pool if it seeps in to the edges of the stone it can freeze and spall. this is rather dependent on the type and grain of the stone, but as I don't know stone that well I just assume it can always be a problem.
I would say rent the core drill.
wet diamond cores are the best way to go I use an Ebenstock drill and 1"-4" core drills (dependent on the post size ) this unit is a hand held wet diamond core rig, not as easy to use as a full core drilling rig but far faster to setup and you don't have to mount and level the base.
the hammer drills with carbide cores are prone to walking around harder parts of the stone, take forever in some stones and can badly chip out around the hole. also the carbide cores cost significantly more than the diamond cores,(the last 2" carbide I picked up was $130 the last 2" diamond core $80) require sharpening quickly (don't last as long) and can really only drill down 2" or so before breaking out the core, the diamond cores I use can drill down 6" or more with out removing the core.the diamond cores will also cut through rebar or steel screen with out any trouble the carbides can just about break your arm if you hit rebar or screen.
to remove the cores
first I wedge the edge of the core over to break it free (a flat blade driver works well when taped with a light hammer) then I use 2 pieces of tig wire bent double to grab the core and pull it out. If the bottom of the hole isn't flat I use a cold chisel or a star drill to break up the stone and then spray out the hole with the hose to remove the bits. check the depth and dry out the hole and it is ready to go.
one other bit of advice on this style on mounting is make sure the hidden parts of the post are well painted if you scratch it down to the metal take the time to repaint before you set the posts. I have seen a lot of railings pop the cores due to rust under the anchoring cement.
|
|
mpmetal
- Wednesday, 03/03/10 08:43:23 EST
|
Mike and the guru thanks for the pointers. i am primarily using it like the punching block from Blacksmiths depot, but i did not want the edges to go to waste (since i am cheap). i would do what dave said but i am again, too cheap to risk making mistakes! i guess i will have to find the block, then draw on a pattern
|
|
- bigfoot
- Wednesday, 03/03/10 09:06:22 EST
|
dave, i do not have a metal shop at school. i can forge the edge swages in myself and punch some of the smaller holes. i do have acces to a BIG drill press (capable of 1.5in holes) and a milling machine. i may just spray paint it and draw the pattern on (like dykum).
i was thinking along the lines of the dense industrial block shape wise and with similar holes, just scaled down. http://www.swageblocks.com/swage_block_gallery_d28.htm
i just need a portable supliment to my smallwer anvil, so the block is mainly a punching block and stake plate, or at least it will be in use. swage block was the wrong word i think.
|
|
bigfoot
- Wednesday, 03/03/10 09:25:39 EST
|
i made a nice 6x6x3 swage block with V swages on the sides and several round through holes on the faces. One of the unique things about it was the V swages on the sides ran parallel and perpendicular to the faces. That way you have a long travel V swage for more support. I sold it for $100. on ebay.
With a milling machine it would be much easier to machine the edge swages.
|
|
- Tyler Murch
- Wednesday, 03/03/10 10:12:22 EST
|
Don't overlook using a shaper for block features and material truing.
I've procrastinated long enough. . . gotta go out and sweep snow off the truck and hit the road. . .
|
|
- guru
- Wednesday, 03/03/10 10:27:21 EST
|
guru i sent u a email but didn't see a place to upload pics
|
|
Pat Smith
- Wednesday, 03/03/10 22:33:51 EST
|
thanks to all for feedback on hacksaws
|
|
wayne
- Thursday, 03/04/10 08:03:17 EST
|
All the snow is melting here in Bucks County. All the iron flowers I forged for my wife last year were put in the window boxes, got covered in snow. Now, they all have a nice rusty patina (except for the stainless and chromed accents). Hope the ensuing melt doesn't wreck more structures for you, Jock.
|
|
- Nippulini
- Thursday, 03/04/10 12:29:04 EST
|
I am down to piled snow from clearing the drive. Seeing green stuff poking up.
|
|
ptree
- Thursday, 03/04/10 19:13:00 EST
|
To the Guru & DAVEB,thank you for the info on the gas forges i didn't realize it was right under my nose,i looked at the forges @ Centaur forge,Big blue,Blacksmiths Depot,my main interest with the blacksmithing is going to be wrought iron gates & grills i know eventually i'll find the need for a gas forge but which one of the gas forges would you suggest the 1,2,3,4,burner ,the advice will be much appreciated,i know from experience it can go a long way. Thank you Matthew
|
|
matthew
- Thursday, 03/04/10 19:59:09 EST
|
I ran across this Census from 1890 the other day.
Occupation:
Blacksmithing # Men 209,521 # Women 60
Wheelwright # Men 12,855 # Women 1
It was interesting to see the number of Women and the fact we have Women Blacksmith's today is nothing new according to history. I thought you all may enjoy.
|
|
- Burnt Forge
- Friday, 03/05/10 09:01:33 EST
|
I have read that there are more horses in the US now than in 1890, but in 1890, we had a horse-attuned culture, so that more people proportionately were acquainted with the animals. Nowadays, we have a huge population, so that more people proportionately are strangers to horses. That is why we see photographs of bits and spurs, even in scholarly works, often shown upside down. The scholars and photographers are "too far from the tree."
|
|
Frank Turley
- Friday, 03/05/10 09:38:51 EST
|
Go back another 500 years and read the guild rules that state that a woman can only work in the blacksmith's shop of her Father, Brother, or Husband---definitely not a recent thing!
Thomas
|
|
Thomas P
- Friday, 03/05/10 13:04:46 EST
|
To the Guru & DAVEB,concerning my question on 03/04/10 about what gas forge to purchase, i meant to say i know eventually i'll find the need for a coal forge,didn't mean to confuse.Thanx
|
|
matthew
- Friday, 03/05/10 17:18:49 EST
|
Women Smiths. Here in California, among others, we have Laura Parker, President of the Calif. Blacksmith Association.
She's also a tenured college art professor.
Pretty good for a girl. Grin.
|
|
Carver Jake
- Friday, 03/05/10 17:53:10 EST
|
Well, my mother got a shirt that said "A woman's place is in the House....and in the Senate!"
Thomas
|
|
Thomas P
- Friday, 03/05/10 19:34:21 EST
|
About women smiths, my experience. Having run my school for a number of years, I was kind of wishing for female students, but it didn't really happen in significant numbers until about 12 years ago, and by that I mean about 1 out of 15. There were exceptions, one being Dorothy Stiegler who came in the early 1970's. In the 70's and 80's, women would get in touch, but they mostly wanted to be horseshoers. Times change.
|
|
Frank Turley
- Friday, 03/05/10 21:14:48 EST
|
How many (married) men here have shown or taught their wives how to weld, forge, etc.? I keep asking, but to no avail. Her answer is always "when you clean up the shop first..." like THAT will ever happen!
|
|
- Nippulini
- Saturday, 03/06/10 10:06:08 EST
|
Back from Arlington, Texas. The conference went very well, but I caught a wretched head cold towards the end, and I'm hanging home and drinking lots of tea in recovery.
"The best temperature to forge depends on the alloy being forged---like what is the best temperature to cook at---depends on the dish!" Thomas: That's a really excellent analogy!
Frank: What drives me crazy is all of the ratchet and chain trammels, Viking and colonial, depicted upside-down! I wouldn't want these folks (including the Smithsonian) preparing the stew for the crew!
Female blacksmiths: I learned to just never bring-up the possibility of female armourers on another metalworking website. Apparently undocumentable, and therefore impossible! ;-)
Nip: "When you clean it up…” is a subtle, and permanent, deferment. It will never be clean enough, and therefore, not her problem.
I think I'm caught-up now.
Sunny and warming on the banks of the lower Potomac.
Visit your National Parks: www.nps.gov
Go viking: www.longshipco.org
|
|
Bruce Blackistone (Atli)
- Saturday, 03/06/10 11:33:02 EST
|
We have quite a few women smiths up here in the Northwest, but its still probably only 10% of the 600 or so members of the NWBA.
but more and more young women are getting interested.
Thomas- my mother WAS in both the House, and the Senate- but only on the state level. She was a Washington State Representative, and then State Senator.
She was a judge for over 30 years, too.
She's retired now, and she doesnt have that t-shirt, but she doesnt wear t-shirts anyway.
|
|
- Ries
- Saturday, 03/06/10 11:36:03 EST
|
Ries, My Mother was a town clerk, town judge and then the mayor for 13+ years. Small town. They ran her each time on a write in compaign, since always said this is the last term. First time she allowed as how she would run for Mayor, there were only two votes cast not for her:)
|
|
ptree
- Saturday, 03/06/10 13:33:36 EST
|
Dear Guru: I'm recognizing reality and I feel it is time to sell my monster anvil (a moment of silence... ok). How much are anvils in the 300-400# range going for these days, and is there any seasonality to selling them?
I will be weighing it when I get the chain hoist set up (I can only tip it up - can't lift it, and I'm pretty burly). It is 36" from horn tip to heel. See http://www.covenanttutorials.com/anvil/ for photos.
I sent a set of prints to Mr. Postman, and if I remember correctly he said it was likely a Peter Wright (I'll look for his letter, too). This anvil originally came from the Southern Pacific railway repair shops in Roanoake, VA, and is in Willis, about 25 miles south of Christiansburg.
|
|
Paymeister
- Saturday, 03/06/10 14:29:33 EST
|
For those who keep, ride, and/or shoe horses you might be interested in some recent research. My brother-in-law is giving a seminar on his team's research into "Reining in Disease Protecting horses against a deadly threat" E. caballi or Equine piroplasmosis. Go to http://research.wsu.edu/Innovators/moreinfo.castle?id=41417&utm_source=events&utm_medium=email&utm_term=preview-button&utm_content=rein-invite&utm_campaign=innovators-spring-10 and click on the video preview.
|
|
Bob Johnson
- Saturday, 03/06/10 15:10:56 EST
|
Paymeister, You are located where? And you're willing to ship it or is it p/u only.
|
|
Frank Turley
- Saturday, 03/06/10 18:28:12 EST
|
Dear Mr. Turley - thanks for the reply. I'm in Willis, in the SW corner of Virginia (25 mi ENE of Hillsville, 20 miles WSW of Floyd, 25 mi SSW of Christiansburg). I had not envisioned shipping (heck, I needed a tractor to place it), but could imagine shipping if someone were to make it worth my while. Pretty hard to move, though, and I would imagine the costs to be pretty high.
I guess what I'm asking is for some sort of answer like, "$X per pound is typical for the really big ones" and "Sell anytime" or "Wait 'til summer". I don't mean to make this an advertisement its inappropriate for this forum.
|
|
Paymeister
- Saturday, 03/06/10 18:48:12 EST
|
I meant 'if' it is inappropriate for this forum.
|
|
Paymeister
- Saturday, 03/06/10 19:21:32 EST
|
Mr. Tim Paymeister,
You're anvil is worth whatever someone is willing to pay. Put it on ebay and see what it brings. Many factors affect value. Region located, condition, flavor and willingness to ship freight at a reasonable rate.
You're Peter Wright looks in good condition, but not excellent. It appears to have a softer face with all the hammer dents. Somewhat typical of a large anvil. Horn is blunted, crack along edge of face plate, chisel marks on table and flattened off horn top. It is nice and has allot of life left in it.
You live in a good area of the country to purchase, but not to sell. You will likely need to advertise it on the internet or blacksmith gatherings.
Just my opinion...Good Luck
|
|
- Burnt Forge
- Saturday, 03/06/10 19:28:47 EST
|
Paymeister: I payed $600 for a 350# Fisher with some rust pitting but overall good condition about 2 years ago. I live in Southeastern Pa. The seller didn't know the exact weight, thought it was a 300#. He does sell several anvils a year at a flea market stand specializing in tools of all kinds.
|
|
- Dave Boyer
- Saturday, 03/06/10 23:01:50 EST
|
I had a post concerning fish fillet knives. I guess I asked the question the wrong way. Consider a Rapalla fillet knife. Thin blade with some flexibility. Give me some opinions about how you would replicate this blade and how much bigger would you make it for salt water fishing.
|
|
Mike T.
- Saturday, 03/06/10 23:04:09 EST
|
Paymeister: I sold my 350# fisher for $350 same condish as Dave's in his neck of the woods.
|
|
- Scuba Dave
- Sunday, 03/07/10 01:35:27 EST
|
Mike, most people would opt for stainless steel for a fillet knife blade. You could make it from carbon steel of course, but the care needed to prevent corrosion is greater. A fillet knife will need an accurate distal taper to maintain a uniform flex. The sharpest blades have a flat grind from the spine to the edge, that is, no bevel at the cutting edge. These two features are best achieved by accurate grinding of the blade after forging it to near net shape. Heat treating is dependent on what material you use but beware that thin blades are extremely difficult to keep straight. I would guess a fixture quench using two heavy blocks of cold steel would be in order.
|
|
quenchcrack
- Sunday, 03/07/10 08:53:22 EST
|
Back from the road. . . drove 1,000 miles in my 30 year flat bed truck truck delivering a crane (just to get it OFF the truck) and then delivering a set of gates to be installed out on the Eastern Shore. Beat me to death. . .
Truck has some peculiar belt eating syndrome that I cannot figure out. Broke down on the interstate . . . luckily it was between two exits where there was an autoparts store.
Also finally got to see the flood damage to our old mill. . . Its worse than I thought. A GOOD flood washes away the debris. This left sections of concrete block wall piled up on top of water wheels, pits, holes and everything topsy-turvy. A lot more dangerous to work on than I had hoped. . .
Now that the truck is empty I can bring home steel to make the jack posts for the mill. . . Going to be a busy spring.
|
|
- guru
- Sunday, 03/07/10 21:44:16 EST
|
|
|
[
CSI - anvilfire MEMBERS Group |
Getting Started in Blacksmithing ]
|


