All right, I went back and measured the I-beams and have better data to work with:
One of them has a flange 1/2" thick by 8" wide. The web is 3/8" thick by 11" wide.
The other one has a flange 5/8" thich by 7 1/2" wide and a web 17" wide. I missed getting the thickness on the web.
Now, is that enough data to estimate weight per foot? I know on the second one there is more guesswork since I'm missing one dimension, but estimate high and I'll go with that.
I'm trying to figure prices.
Thanks, guys.
|
|
- Stormcrow
- Thursday, 09/24/09 00:20:25 EDT
|
Ok, what the heck is a "pie weight"? And why would they be putting ceramic balls in a pie? Isn't that killer on the teeth?
|
|
- Stormcrow
- Thursday, 09/24/09 00:21:28 EDT
|
Stormcrow, what sort of a blacksmith are you? A pie weight is put onto the pastry base of a pie, when "blind baking" to prevent the pastry from rising up off the pie dish. You will be telling me next you don't know how to make next you don't know how to make "Noisettes de veau au financier"!
|
|
philip in china
- Thursday, 09/24/09 03:25:09 EDT
|
Stormcrow, you could figure the I beams as three seperate pieces of flat bar, come up with the weight of each using the Mass3j calculator, then add them up.
|
|
- T Murch
- Thursday, 09/24/09 07:28:24 EDT
|
..or look up a chart, such as this:
http://www.saginawpipe.com/steel_i_beams.htm
|
|
- Charlie Spademan
- Thursday, 09/24/09 08:00:35 EDT
|
Beam Sections:
I'm having trouble matching those dimensions to standard beams. Be sure they are not welded (fabricated) beams.
A W12x40 has a 8 wide flange and is 11.94 tall. The flange is .516" thick and web .295.
A W12x45 has a 8.042 wide flange and is 12.06 tall. The flange is .576" thick and web .336
Did you measure the overall height OR the distance between flanges? The distance between flanges on the above is 10.918 (very close to 11) and 10.908. As you can see in the above measurements to the closest 1/64 or better are critical. I'm going to guess and say it is the W12x40
A W18x55 has a 7.532" wide flange and is 18.12" deep. The flange is .630 think and the web .39. This results in a distance between flanges of 16.86.
A W18x60 has a 7.558" wide flange and is 18.25" deep. The flange is .695" thick and the web .416". This results in a distance between flanges of 16.86 (same as above).
Of these two the 55# beam has the closest match with the 5/8" flange.
So it looks like you have a choice between 40 and 55 pound beams. But each could possibly be 5 pounds heavier depending on the accuracy of your measurements.
Just for reference.
A w18x55, 48" long loaded at center with 10,000 pounds deflects 0.0009 (just less than 1/1000) and is stressed only 1,233 PSI.
A w12x40, 48" long loaded at center with 10,000 pounds deflects 0.0026 (almost three times the above) and is stressed 2,331 PSI.
Beams are measured on the outside, width and depth. Flanges can be crooked so measuring the depth should be done on the center at the web. Due to rounded edges the width should be measured using squares or large verniers. Flanges and webs need to be measured to thousandths. However, sometimes due to distortions, paint and so on it is hard to get exact measurements.
Any steel seller SHOULD have measured and ID'd the beams by standard sections.
|
|
- guru
- Thursday, 09/24/09 09:27:51 EDT
|
Beams, Mass2:
http://www.anvilfire.com/ftp/mass2inst.zip
The above is a DOS product I wrote in the 1980's. It still works in a DOS window in Windows up to 2000 Pro and but mouse support is tweeky. Written for DOS the keyboard controls are better than for a mouse but are not up to modern standards. . . This is an unfinished beta version with a few holes in it. Unzip, copy into a folder named Mass2, make a shortcut to the EXE and pick the Mass2 icon from the folder.
Mass2 has the complete 1973 AISC database (with permission). That is every beam from 36" 300# to 3" 7.5# (hard to find). It also has all the standard channels and angles, square and rectangular tube and PIPE. The pipe data was calculated with programs I wrote and checked against standard references. It corrected errors in the standard published data.
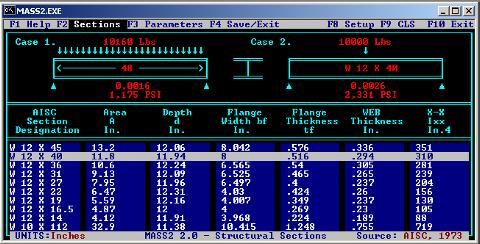
The structural database has over 33,000 data entries that were triple checked. There is a simple case beam stress and deflection calculator as shown in the image above.
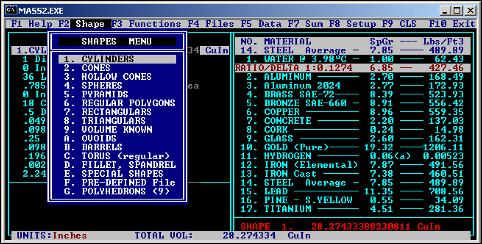
Mass2's primary function was to calculate weights of various geometric shapes. To support the weight calculations there is a nearly 1000 material database. The shapes include fillets with variable corner angle and the same made into tori so you can create a cup or a thorn shape. The Torus feature calulates standard tori, merged tori (without a hole), spheres and needles.
Its a handy dandy program but was killed by windows and some of the CAD programs including mass and engineering functions. However, nobody had data like Mass2's or the unusual geometries.
|
|
- guru
- Thursday, 09/24/09 10:18:53 EDT
|
Check out the 2010 Guinness Record book and turn to page 76.
|
|
- Nippulini
- Thursday, 09/24/09 11:15:19 EDT
|
Philip - I'm so ashamed. I'll have to throw in my hammer and tall white hat and say I'll never forge a souffle again, ;-)
Guru, these are at a scrapyard and sold by the pound. My guess is they were bridge sections. So they may not be standard sizes. They're not fabricated; they are one piece. The distance I measured was between the flanges.
So for my price estimation purposes, I should take the higher estimate (55 pounds per foot) and add another five just to be sure. Right?
|
|
- Stormcrow
- Thursday, 09/24/09 11:33:55 EDT
|
Nope, I think the ones I picked are it. These are quite standard sections and there are no others close (check the Mass2 database). In this size range the increments are 5 pounds at a time. But if you think the others are within your measurements then go with the extra 5 pounds. As long as the length is correct your weights should be dead on.
|
|
- guru
- Thursday, 09/24/09 11:56:05 EDT
|
Small round and hard---look up proppents used in oilfield well hydraulic frac-ing---pumping fluid down an oil well ay extremely high pressure to created fractures in the rock around the hole, you then pump proppents, (Ottowa Sand was an old one but they use ceramic ones nowdays) to hold open the cracks making it easier for oil/gas to migrate towards the hole.
|
|
Thomas P
- Thursday, 09/24/09 11:58:23 EDT
|
Mike: the details of what you posted are substantially wrong; attraction and fused for example. (If your metal has oxygen atoms in it you're in trouble! Iron + O2 = rust not metal!) Where iron oxide and carbon come together is in the smelting of the ore. Carburizing wrought iron is a diffusion process.
I don't know if I would consider cast iron "strong" compared to wrought iron as it's breaking stress in tension and torsion can be as little as half that of wrought iron.
May I commend "Steelmaking before Bessemer, vol 1 Blister Steel and vol 2 Crucible Steel" and "The Cementation of Iron and Steel" to you if you want to learn the processes in some detail.
You also forgot the "natural" steels---high carbon blooms. (A bloomery can pretty well produce anything between zero carbon through cast iron depending on how it's built and run.)
Another "fun" source is "Sources for the History of the Science of Steel" which contains some renaissance sources that show you how they thought about the difference between iron and steel, wrongly; but you can see their logic!
Thomas
|
|
Thomas P
- Thursday, 09/24/09 12:20:35 EDT
|
Not a question, just a thank you. I needed to know about the sword making process for a book I am writing, and your page Generation X Sword Making
or POOF! You're a Swordsmith!
was a great help. Thanks!
|
|
David
- Thursday, 09/24/09 12:46:11 EDT
|
David, Hopefully you look up some of the references in the resources list. There is a lot to study.
|
|
- guru
- Thursday, 09/24/09 16:12:05 EDT
|
I asked about an old Mousehole anvil last week. I have decided to restore it but need help in choosing the right rod/stick to use. I can TIG or stick weld. Am I correct that stick welding will create less heat and therefore less damage to the work face? What specific material do you suggest for adding to the edges of the work face which are badly worn and are essentially useless at present? Thanks for your help. Dave Waltrip
|
|
Dave Waltrip
- Friday, 09/25/09 01:29:27 EDT
|
Guru and Thomas P.
Thank you for your input. As always, the anvilfire site is the best site I have found.
|
|
Mike T.
- Friday, 09/25/09 01:57:55 EDT
|
In my search to authenticate a small cast iron sign, I have repeatedly been told by museums, auction houses, historians, etc. that my object is a fake, not authentic, a contemporary reproduction---but with ONE EXCTION, a local blacksmith historian who contends, "your sign is not a fake, not a reproduction, not a fantasy item. Your sign is the real thing. I have absolutely no doubt." His reasons are convincing but the opposing views far outnumber his. Can you help me resolve this dispute?
Hopefully so, as I await your reply. p.s. pictures available upon request. p.s.p.s. I have compared my sign with others like it and the blacksmith (J.T.) has pointed out the distinct differences between the two.
|
|
Charles Bousliman
- Friday, 09/25/09 09:43:42 EDT
|
As this moment I feel a bit like Princess Leia (sp?) from StarWars who says, "only you can help me Obewan." Hopefully so as I await your reply to my inquiry.
|
|
Charles Bousliman
- Friday, 09/25/09 09:47:18 EDT
|
Guru,
What is the best steel to make turning jigs out of and also do you have a good plan for an interchangable jig?
|
|
dh7925
- Friday, 09/25/09 10:37:32 EDT
|
Turning Jig? Wood Turning? Metal Turning?
Charles, I am not an expert on antiques but you may send photos IF they show significant detail. However, if your terminology "cast iron" that is, having been cast from liquid metal in a mold is correct, then it is difficult to tell an old casting from a new one.
Note that usually experts in given fields are usually right when it comes to fakes. They have probably seen numerous examples of the same piece over and over. Forgeries are often quite good but forgers are often greedy and make too many of the same thing. Sadly, these things STAY in the market. Once identified as forgeries they are not destroyed, just sold to the next sucker. . It is not unusual to see the same forgery over and over. . .
|
|
- guru
- Friday, 09/25/09 11:23:21 EDT
|
I don't know a thing about building up the face of an anvil, but I would think nickle welding rods would make the hardest face. I have on an occasion or two, layed a nickle on the railroad tracks and looked at it after the train ran over it, very little affect. Just a thought. :)
|
|
Mike T.
- Friday, 09/25/09 15:54:59 EDT
|
Nickle welding rods are expensive and do not make a good anvil face.
Thomas
|
|
Thomas P
- Friday, 09/25/09 17:10:39 EDT
|
Nickels are about 70% copper and only 30% nickel. (Not that I'd recommend that alloy for an anvil face either)
|
|
Mike BR
- Friday, 09/25/09 20:49:27 EDT
|
Our forefathers had a heck of a time developing each step associated with metalurgy and forging. I think we take a lot of it for granted. For example, Henry Bessemer was melting some ingots of iron and a couple of ingots were accidently left out. Hot gasses flowed around these two ingots, and when Bessemer looked at them, they had formed a shell of steel on the outside. This gave him the idea of injecting air through the molten metal. The air increased the heat and burned out the impurities including the manganese and carbon. He sold his patent to ten different industries, but the steel made was crappy. He gave them their money back plus some. The problem was, at what point do you shut the air off before all the carbon is burned out. Some other guy came along and used the Bessemer process, however when the carbon was burned out, he added a substance that added the manganese and carbon back into the melt. A lot was discovered by accident and some was discovered by trial and error.
|
|
Mike T.
- Friday, 09/25/09 22:10:17 EDT
|
hello there i am looking into forge making and looking for a good low cost coal forge plan to owrk from i have looked around a lot but can only really fine ones that are run with gas i was wondering if you might be able to link me a good design thank you.
|
|
daniel
- Saturday, 09/26/09 05:28:55 EDT
|
Mike T.
I think you can say that about almost any field at any time. If you could sit down and reason out a better way, someone probably would have already. It's the unexpected results that lead to breakthroughs.
|
|
Mike BR
- Saturday, 09/26/09 08:03:23 EDT
|
Daniel, Our Brake drum for plan is a good start. The brake or auto wheel is not a great shape for a forge fire pot but it works. If you want better you would have to fabricate a fire pot shape from steel plate. If you want a more professional forge you can start by buying a fire pot from one of our advertisers.
Coal forge design is almost infinite in variety. Look around and study them for a while before comiting to one.
You should also TEST some fuel. A Brake drum forge is a good way. Coal varies a lot and your local coal may not be suitable to use. Buy a bag from one one of the major blacksmith suppliers as a reference. Then compare to what you can get OR expect to need to order coal by the bag. Also contact locals smiths and ask what they use.
|
|
- guru
- Saturday, 09/26/09 09:48:38 EDT
|
Old Farts. Retired, bored, how about using your skills as donated labor for community projects? They're always looking for items for silent auctions at charity events, or demonstrators for living history. There's a whole new world out there, get off you're butt and make a difference. Government is not the answer. Jim
|
|
Carver Jake
- Saturday, 09/26/09 20:53:10 EDT
|
sorry guru about the misinformation I meant turning jig by bening S hooks and the such to make precise bends instead of trying to replicate each turn on the horn of the anvil. I unfortunatly don't work with wood unless it's the stump my anvil is on. thank you
|
|
dh7925
- Saturday, 09/26/09 22:37:56 EDT
|
Metal for bending fixtures. . The easiest to work with. Mild steel, wrought pipe (non-galvanized) and old bolts. I use angle iron as a base/frame so that they are easy to clamp in a vise.
See Benders
Benders are so easy to make that "universal" ones are either more effort than necessary OR a LOT of effort such as making your own version of a Hossfeld or Diacro. Making these requires a decent small machine shop. A least a good drill press and a lathe.
Personally I think benders for parts like S hooks and J hooks are a waste of time. Making these is a VERY basic exercise that you should be able to do without a jig, UNLESS you are not forging them and are just cold bending hardware store S-hooks. IF you start with a given length stock and forge tapers or ends approximately alike and make the bends in a fork or on the horn they will be within about 1/4" of the same. If you need them to be perfect, set one aside as a model and match each one to it with a gentle tap. It is good practice for when you need to make a bunch of something identical but not so many as to warrant a jig. This is hand craft.
When production numbers get high in a blacksmith shop you either get good at making the parts and live with the variation OR make a jig. Generally jigs are used when fits are complicated and every part MUST be nearly alike OR if you are selling components and the customer expects every piece to be exact.
EXAMPLE: I had a job to make 12 ea. of two double ended scrolls to fit in a triangle of wood. Each had to make contact in 6 places and screw holes at the contact points. Once the stock length was determined these were forged by hand and each end scrolled separately on jigs THEN put into a triangular "gauge" and adjusted to fit.
The scroll jigs were MUCH easier to use separately and the triangular gauge was also used to mark the contact points for drilling the holes. The scrolls were all similar, but not quite. BUT, they all fit where they needed to go perfectly. While they fit "perfect" they also had hand forged variations in the snub ends and scrolling that only a craftsperson would notice but it was just enough to maintain a hand made look.
NOW, if I were making these to sell in a quantity application I would have made a full curvature jig and clamped the hot part to it to make identical parts. The user could design a place to put the scroll and every one would fit the same. They would be dull and boring but a guaranteed fit is what the customer wanted.
It is something to think about before you get too involved in jigs may not not need.
|
|
- guru
- Sunday, 09/27/09 06:08:21 EDT
|
More about Benders . . .
If you are making pin-benders (plate with holes and pins - often known as a wire bending plate but can be larger) for cold work the pins should be high strength steel such as hard dowel pins. For hot work they should either be medium carbon steel that you expect to straighten occasionally OR be expensive hot work steel such as H13 or S7.
Block type pin benders need to be thick plate with deep holes drilled and reamed to a slip fit for standard pins. Holes can be in geometric patterns OR slightly offset for fine variations on work size and shape.
These are affordable to make IF you have the tools but can also be bought. The Kaynes currently have a pin bender made by Off Center Tools that can be used in a 1" hardy hole or clamped in a vise.
|
|
- guru
- Sunday, 09/27/09 13:14:34 EDT
|
Any one know of any record of injury from hot air being blown into your eyes? I am 'colouring' a steel knife in my oven right now and I just got a blast of 250C air directly into my eyes when I cracked open the door and looked in without thinking.
|
|
Nabiul Haque
- Sunday, 09/27/09 13:53:07 EDT
|
Thanks to both Mike BR and the Guru. The triphammer I have been working on is now operational. I am going to install a simple foot switch for on and off and add a T to the front foot for stability but the machine itself works and works well. I even have ideas for making different heads so that I can use it for other kinds of texturing. I also found a nice little Westinghouse motor that I will be incorporating into my tumbler design that I asked about a couple of months back but have not yet gotten operational. Your advice has sped things along for me a great deal. Many thanks to you both.
|
|
Bill
- Sunday, 09/27/09 14:10:59 EDT
|
Nabiul, You can burn your eyes but normally the blink response should take care of it.
If you didn't singe off your eye brows and lashes you probably did not burn your eyes. Even then, these are common with further injury. IF you are burnt, you will know pretty soon.
Safety glasses?
|
|
- guru
- Sunday, 09/27/09 14:11:15 EDT
|
Guru..
I bought safty glasses from Rio Grande that block both UV and IR rays...About 10 bucks..They really make a difference when using my gas forge...just thought I'd pass it along..
|
|
- arthur
- Sunday, 09/27/09 16:04:03 EDT
|
Arthur, We sell #2 shades with side guards for that purpose and the Kaynes and Centaur forge sell the Didumium type as well.
|
|
- guru
- Sunday, 09/27/09 16:23:57 EDT
|
I am taking a beginning metalsmithing jewelry course. I made a spicula, which is a tapered oval hollow formed neckpiece. Unfortuneately, in working the copper piece I made several dents in it. I just wondered if the was some sort of "copper bondo" or clay with which I could fill the dents and torch fire it. Thank you
|
|
Terry Lucchi
- Sunday, 09/27/09 17:53:21 EDT
|
Terry, No. Copper can be carefully TIG welded to repair holes but your best best is to use a planishing hammer and work surrounding material into the hole or low spot then refinish. The work will need to be supported on the proper shape stake or anvil surface.
|
|
- guru
- Sunday, 09/27/09 18:14:51 EDT
|
Terry, Actually there ARE metal filled epoxies but I doubt the color would match and you would probably not like the results. These products are for patching casting flaws in large heavy castings. Even then it is pretty obvious.
|
|
- guru
- Sunday, 09/27/09 18:56:54 EDT
|
Bending "S" hooks: One often overlooked "bending jig" is a "form tong". You make a simple flat jaw tong with one extra long jaw and bend it to the shape one end of the hook. Now you take a part from the fire, push it all the way back to a stop in the tong (I usually just push it against the side of the anvil) hold it overhanging the side of the anvil and give it one tap to bend it down then turn the tong over and tap it into the form of the jaw. Fastest way I've ever seen for some things.
|
|
- grant
- Sunday, 09/27/09 22:51:44 EDT
|
Does anyone have any info on making antique handcuffs/leg irons. I have some, and have seen pix, but no detailed instructions as to the inner workings. The ones I am interested in use a course coil spring enclosed in a tube for the main body. There is some sort of a shaft that rotates inside of the spring to lock them. Any help appreciated. Thanks
|
|
Carver Jake
- Monday, 09/28/09 00:25:32 EDT
|
Grant, Great idea.
One of the few things I've made specialized tongs for is making hooks. Not as jigs but for handling them as making them. Once one end of a hook is made it is difficult to get a snug grip on it, especially little ones. My special tongs simply have a groove for the shank that ends in a cross groove large enough that the curve of the hook fits. This gives a snug fit with little pressure.
Using these tongs it is easier to make the second end on both S-hooks and J-hooks. The bi-directional grip makes it easy to make twists.
|
|
- guru
- Monday, 09/28/09 00:32:14 EDT
|
Screw Locks: Jake, the lock on many old irons is a simple screw type mechanism.

Drawing from The Revolutionary Blacksmith
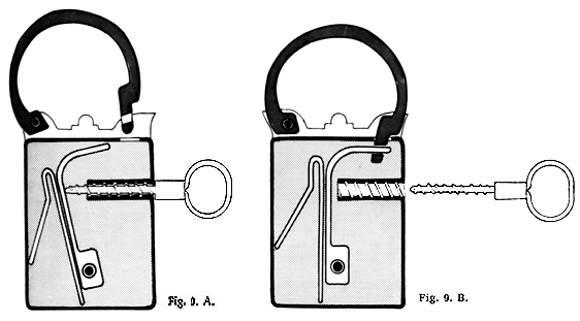
Diagram from Locks from Iran
The above are two different screw type locks. In the first the screw is the lock hasp and a special shaped key fits the end of the screw. In the second the key is a screw that pushes the hasp/spring back and holds it. In this second on the threads are often made by brazing coils on the screw and sometimes the thread in the lock is a coil in a tube OR brazed to a bar on one side.
There are other variations that I do not have diagrams available for immediately.
|
|
- guru
- Monday, 09/28/09 00:56:48 EDT
|
Guru.The glasses you sell have UV protection,,but the ad says nothing about IR [infer red]protection and thats the important one for forging...
|
|
- arthur
- Monday, 09/28/09 11:24:52 EDT
|
ok so swords are dangerous yep i see all kinds of ninjas running around i went to welding school the thought of welding and cutting steel with fire is what drew me to it not the thought of making a "dangerous" weapon making a sword would be the ultimate challenge and learning to do it right and making more than just a wall hanging is my goal
|
|
rob
- Monday, 09/28/09 11:35:11 EDT
|
Arthur, the amount of IR depends on the shade. The shade needed depends on several things, the source, the distance and the ability to see properly. The actual shade in use varies a great deal and the final call is IF the wearer can see well enough to do the job at hand. Too dark a shade for the conditions and the wearer cannot do the job at hand.
SO, there are "recommended" shades fro various uses but you can always go up or down a shade or fraction of a shade depending on your application. Our #2 shades are appropriate for working at a small forge and are light enough that you can tell what you are doing in typical shop lighting.
|
|
- guru
- Monday, 09/28/09 14:49:04 EDT
|
I was directed to this handle little series of calculators for figuring up different aspects of hydraulics: http://www.surpluscenter.com/techhelp.asp?UID=2009092723034780&catname=hydraulic
They were helpful to me; hope someone else can get good use of them.
|
|
- Stormcrow
- Monday, 09/28/09 20:52:43 EDT
|
I was trying to find where ptree gave a guideline on how many gallons of hydraulic fluid one needed in relation to the size of the pump to keep things at a reasonable temperature, but can't find it. Anyone mind re-posting that? Thanks.
|
|
- Stormcrow
- Monday, 09/28/09 21:06:11 EDT
|
Stormcrow. I'll get them up. I think it is in the most recent archives that have not been posted. I got distracted or had a crash and did not get back to them. . . will do tonight.
|
|
- guru
- Monday, 09/28/09 21:29:54 EDT
|
Ok. Thanks, guru.
|
|
- Stormcrow
- Monday, 09/28/09 22:21:24 EDT
|
Stormcrow, September 8 - 15, keyword gallons
|
|
- guru
- Tuesday, 09/29/09 01:08:49 EDT
|
Protective lenses: Guru, I have a pair of melters glasses with cobalt blue lenses. These were made to allow a person to look into a furnace full of boiling steel and see what is going on. They also work OK when observing a welding arc from a distance. However, despite the ability to see the area around the arc, I wonder if they provide any significant protection for UV or IR? Any ideas?
|
|
quenchcrack
- Tuesday, 09/29/09 07:33:14 EDT
|
Did anyone ever answer the question about which welding rod is the best for building up an anvil face?
|
|
William
- Tuesday, 09/29/09 07:35:56 EDT
|
A student of mine is planning on engraving his suit of armour that is made out of High Carbon Steel and doesn't know which engraving tools to use. Engravings such as symbols and pictures. Does anyone have any advice?
|
|
Robin Atchison
- Tuesday, 09/29/09 08:59:37 EDT
|
Did Jim Bowie make his knives or did a blacksmith make them for him? I heard Bowie only designed the knives. Thanks.
|
|
- Gatorspike
- Tuesday, 09/29/09 09:17:19 EDT
|
DEid J Bowie make his own knives or just design them for a blacksmith to forge ? Thanks.
|
|
- Gatorspike
- Tuesday, 09/29/09 09:21:17 EDT
|
Old Cobalt Blue Lenses QC, They were the industry standard for many years including dark ones for arc welding. Not sure about performance. I've got a little clip-on pair about the size of reading glasses. Kinda cool but you have to look straight through them. They were probably for small OA jobs.
|
|
- guru
- Tuesday, 09/29/09 09:38:38 EDT
|
Gatorspike, A lot of the Bowie stuff is lost in legend and myth, but the story goes that an Arkansas smith, James Black, made the knife and it was sold or given to Jim Bowie's brother. The brother later gave it to Jim. Maybe James Black designed it, but quien sabe?
|
|
- Frank Turley
- Tuesday, 09/29/09 10:12:59 EDT
|
Jim Bowie was not a smith or cutler. He did not make knives he *used* them.
Engraving armour: heavily engraved armour was made out of low carbon wrought iron not high carbon steel. To decorate high carbon armour they tended more to etching with acid.
If the armour has been hardened then you are probably restricted to using rotatory tools with carbide bits producing a not very medieval/renaissance look. If it is not hardened it can be engraved using standard gravers but heat treat will be hard on the engraving!
If you are interested in the *real* metallurgy of medieval/renaissance armour I commend to your attention "The Knight and the Blast Furnace", Dr Alan Williams, the best source of information and recently researched and published.
Thomas
|
|
Thomas P
- Tuesday, 09/29/09 10:29:43 EDT
|
Gatorspike...Read the book "The Iron Mistress" [avaible chrap on Ebay]..It's the whole Jim Bowie story including how Mr Black forged the knife out of Damascus containing metorite.Fact or Fiction ,I don't know,but it's fun to read.
|
|
- arthur
- Tuesday, 09/29/09 11:38:09 EDT
|
Thanks, guru. Found what I needed.
|
|
- Stormcrow
- Tuesday, 09/29/09 11:39:51 EDT
|
Hey grant, I've been enjoying watching your videos on Youtube. I especially loved the guy complaining about you calling yourself a blacksmith when you use power tools. I guess one can't be a carpenter and use a table saw.
Do you have a website? Seems like I saw one in the past, but I can't locate it now.
|
|
- Stormcrow
- Tuesday, 09/29/09 11:41:49 EDT
|
I'm prety sure the guy who said that about Grant never hit hot iron with a hammer in his entire (teenage) life.
|
|
- Nippulini
- Tuesday, 09/29/09 13:10:07 EDT
|
can somebody post a link to these vids? i think they might remind me of the demo i did once (in my front yard. my neighbors kinda invaded).
|
|
bigfoot
- Tuesday, 09/29/09 13:31:15 EDT
|
I had a woman tell me I was "cheating" as I was pumping the bellows on my portable forge. Then she walked around looking under the forge wanting to know where the gas cylinder was "hiding". She proclaimed that there was no way a coal fire could get that hot!
|
|
- guru
- Tuesday, 09/29/09 14:32:24 EDT
|
Did you explain to her that's how steel is made?
|
|
- Nippulini
- Tuesday, 09/29/09 14:59:31 EDT
|
My father was a jeweler and a goldsmith, he was planning on teaching me his trade, but he died when i was eight. I grew up on fantasy games and fantasy books, i am 17 and a half years old with no experience at all about this subject other than i know swords are pointy and shiny. I have been looking for a job to do, i was looking at bladesmithing, but then i saw the cost and your questions about it, and what would i do with a blade? So i decided to join the marine corps, and i am hoping to get back into my fathers proffession when i come out, a jeweler and a goldsmith, and hopefully a carver matalsmith, hiltsmith and blade smith, because in the marines, being infantry i might actually use them. Any tips? is there a college i can go to to learn this? is there Master Smiths out there i could pay well to teach me? Do you sugest i do something like being a jeweler or a metalsmith first? open to any answers, and yes i am aware that i am very young. Oh, and i wanted to know how many years it takes to become a master, and if there is a colege what the college costs
|
|
ZakJensen
- Tuesday, 09/29/09 16:44:31 EDT
|
May I commend to your attention the American Bladesmith Society School in Texarkana AR.
How many years does it take to become a master? Yes definitely! (depends on the person and what you consider a master. The ABS does have a ranking system of apprentice journeyman and master smith; but they are a fairly recent group and I know a lot of "Masters" that were/are not part of their ranking system.) If you do well in the service the focus you have will help you proceed fairly quickly if you have any talent for the craft.
|
|
Thomas P
- Tuesday, 09/29/09 17:24:21 EDT
|
could you please help with IDENTIFACATION of a vulcan anvil.it has no side markings but VUL10CAN below waist between front feet.it looks to be agood cast or wrought iron with steel top plate .it has little ring like cast. it does not go with any pictures or description in ANVILS in AMERICA. (the best reference book i own) thanks much hope you can help
|
|
mark morgan
- Tuesday, 09/29/09 17:46:06 EDT
|
HELP!!!Please advise me on how to get the word out to the right clientele that my employer has uncovered a Blacksmith Workshop w/ equipment in tact. He is looking to find that unique artist interested in renting the workshop. Thanks for your help!
|
|
WStacey
- Tuesday, 09/29/09 17:53:15 EDT
|
Becoming a Master: There are teenage "Masters" in the ABS with only a few years experience. But this is most often achieved when there is a family member in the ABS teaching the youth. Having all the tools needed is also a great advantage. While they have the skills in the Master's tests I think they are far from what folks would think that title should mean.
There are schools for all the specialties you list but I do not think you will find a single school that includes it all.
IF you seriously read our Swordmaking article then you followed it to our Resources list. The books there start with basic metalworking skills, basic smithing and progress onward. If you have no skills then these books can the basis of a fair education in the filed. I have not totaled up the cost for the lot but it is less than books for ONE semester at most colleges.
The first book is a basic metalworking text book used by technical schools and colleges since the 1950's. It is a full year's course. Most schools only cover parts of it. It is like basic training. You should start there and study it ALL, practice it all, before going forward. You can find these courses at most trade schools or community colleges.
A modern blacksmith shop or blademsith shop is not very different than a modern machine shop. There are drill presses, lathes, milling machines, EDM, welders, and vibratory finishers in many shops. After the basics above a machine shop course is a good introductory point. The forge and blades grinders are the trade specialties but often used no more than the others.
These fields are art. Can you draw? Can you produce a shaded perspective drawing? Can you draw well enough to sell an idea? Drawing well technically is a skill that can be learned. Fine art is another thing but good technical art will get you started. There are schools that have all levels of art. But they are probably not part of the machine shop curriculum.
The art of the Armourer is also full of historical basis. Studying the history of the art is probably the most difficult thing to do. Good museum references are expensive, so is travel to museums. This is something that can be studied in Universities as a specialty but that you should probably study on your own.
To be a Master of Arts (in the literal sense) is to have an all encompassing knowledge of the subject as well as the skills. In our fields there is no ONE school that teaches it all. And after you have learned it all there is also the matter of making a living at it (business school?).
|
|
- guru
- Tuesday, 09/29/09 18:44:49 EDT
|
WStacey, Post a note on our Hammer-In page on the first of the month. It will stay actively posted for a month before being archived.
Include the who, what, where and when. . . Location may be important to a volunteer or an artist living at home.
|
|
- guru
- Tuesday, 09/29/09 19:03:09 EDT
|
I can't find the answer to this anywhere. Can you point me in the right direction? How long would 500 lbs of steel last a blacksmith?
I find that a blacksmith could make a sword a day, and that a finished sword is 3-5 lbs, but I don't know how much steel is lost in the making. This would make it seem that if no steel were lost it should last for 3-6 months. Is that right, or am I missing something?
Is th answer in one of the books you reccomend?
|
|
David
- Tuesday, 09/29/09 20:07:25 EDT
|
David,
This is not a question that there is a statistical answer to. There are matters of circumstance and definition.
First, it depends on what the blacksmith is making. Most smiths are not bladesmiths. Historically a bladesmith did not make a blade from start to finish, he may have only done the forging and maybe the heat treating. But someone else the grinding, finishing. . .
Does the smith have a helper or use a machine? Historically smiths have almost always had helpers but today the helper is likely to be a tireless machine.
Modern bladesmiths tend more to be "sole authors" of a product. But some also do just the forging. To do so today and make a living at it machines are used. A really good smith with a power hammer could forge 20-30 blades a day that weighed about than 3 pounds prior to grinding and about 2 pounds after. So in this case maybe 50-60 pounds of steel per day.
However, modern bladesmiths are more likely to be making high art laminated, AKA "Damascus" blades. To develop the pattern the steel for these is only blanked or rough forged and most of the shaping is by grinding. SO, are we talking about MAKING the laminated steel or just shaping it from billets made by someone else. By hand this might take a day to do ONE. OR a day to make ONE billet. With a helping machine a smith might make 30 to 40, 5 pound blanks in a long day. That is 150 to 250 pounds a day.
HOWEVER, production laminated steel makers produce their billets to roughly rectangular knife and sword cross sections. These folks use big press, power hammers and rolling mills. Even though it is a fairly technical business they make a LOT of steel billets in a day. I am not sure how much but it could range from 60 to 300 pounds a day in a two man shop. In this process there are significant losses, especially if they are developing patterns. They may turn half of the steel to dust, chips and scale making the billet. The final maker will reduce a billet to about 1/3 its original weight. Total losses, about 80%. So at what point are you counting the weight.
On the other end of the spectrum it might take a guy working by hand all day to make a single laminated billet and another day to draw it out into a blank. Two days to use 5-10 pounds of steel.
IN other areas a smith making hardware by hand may use 10 to 15 pounds of steel a day but an architectural might easily go through 500 pounds of steel in a day.
|
|
- guru
- Tuesday, 09/29/09 22:29:51 EDT
|
bigfoot do a search for "nakedanvil" on Youtube and you'll see 'em.
Personally, I'd love to see the forge that Grant is heating his steel in. Maybe a one brick forge with a Bernz-O-Matic? ;-)
|
|
- Stormcrow
- Wednesday, 09/30/09 01:25:06 EDT
|
That's a loaded question, David. That would be like asking a tailor if he had 500 yards of material how long would it last him? Well, if he was to make gloves and socks, it would last him a longer time than if he were to be making rainjackets and pants. I have about 1-1/2 tons of steel. If I were to forge items from it every day, I would probably run out of the stuff in a decade.
|
|
- Nippulini
- Wednesday, 09/30/09 08:33:43 EDT
|
David, at a large industrial shop I recently worked at, one machine forged 542# forgings every 3 minutes and another produced a 42# forging every 6 seconds.
|
|
- ptree
- Wednesday, 09/30/09 09:46:26 EDT
|
David; I worked with a professional swordmaker making high end swords. He did *everything* on them and would run 1 sword a month or even longer.
Usually the forging is the quickest part of making a sword. (also the most fun)
Expect apx 50% loss when doing stockremoval. If you are making patternwelded billets loss can get way higher!
Can you explain the context of your question? It may change the answers totally! (as in do you factor in material lost due to figuring out heat treat for a new alloy and testing of blades made from it?)
Thomas
|
|
Thomas P
- Wednesday, 09/30/09 14:37:55 EDT
|
I am a 72 year old man whose father ran a blacksmith and welding shop in Northeast Montana from the mid 40's to the mid 50's when the prairie sod was being plowed for the first time.In 1959 my father shut the door on the blacksmith shop and followed the oil to Wyoming.Everything but an anvil and swage block are still where he left them.My question is how do I determine what this is all worth especially the New Little Giant Trip Hammer?
|
|
David K.Brown
- Wednesday, 09/30/09 19:07:45 EDT
|
David, Do you intend to sell them OR just need an insurance value?
The first thing is to take digital photos of the items. They need to be wiped off and well lit. A wipe down with a little light oil like WD-40 will make it easier to see the condition and markings.
The power hammer will need general and detail photos. Closeups of the dies can tell a lot about the hammer. The size and make will be on the crank wheel and serial numbers on a flat place on the side.
Email the photos to me and any other details and I'll give you some average prices.
Note that cleaning up equipment can double its sales price.
|
|
- guru
- Wednesday, 09/30/09 21:52:06 EDT
|
David Brown,
I'd suggest you get in touch with some of the members of the Guild of Metalsmiths in the Twin Cities area of Minnesota, or the Northern Minnesota Guild of Metalsmiths located in the Bemidji area. They should be able to both give you an idea of the values of things and also possibly help you to sell them through one of their monthly meetings. You can Google to get email information on both guilds.
You don't say what size the Little Giant is, so it is impossible to even guess at a possible value, though Little Giants are selling these days for more than they're worth, in my opinion. You can look on Ebay under Collectibles, Tools, Blacksmithing, to see what things are going for nationally.
|
|
vicopper
- Wednesday, 09/30/09 21:53:56 EDT
|
|
|
[
CSI - anvilfire MEMBERS Group |
Getting Started in Blacksmithing ]
|


