| WELCOME to the anvilfire Guru's Den - V. 3.0 |
|
THIS is a forum for questions and answers about blacksmithing and general metalworking. Ask the Guru any reasonable question and he or one of his helpers will answer your question, find someone that can, OR research the question for you. This is an archive of posts from November 9 - 16, 2001 on the Guru's Den |
|
|
|
Jock, I have the kind of tool holder that will hold four tools. It pivots on the tool post. What would happen if I 1. mount tool on left side of block pointing towards work. 2. mount a long bar on the other side of the tool block for a handle. 3. snug down the swivel screw but not tight. 4. engage the power feed carriage very slow. 5. as the carriage moves across the work, vary the depth of the cut with the handle on the tool block. I know this would be free hand and not a good way to make repeat parts but would it work for one of the kinds or be unsafe. I have already made a ball in the middle of a piece of 1/2" square stock. It takes a while, reminds me of 'etch a sketch' because you have to turn the apron handwheel and the cross feed knob at the same time. I would like to make slightly more complex (and have) curves and then use the as the masters for dies. What is a cam roller? I wish there was a easy way for you to sketch on this page cause this head full of mush has trouble changing words to pictures in my mind. Thanks for your time. larry |
| - lsundstrom - Thursday, 11/08/01 23:48:57 GMT |
|
Smithing Outdoors in winter. Thanks, everyone for your very helpful suggestions (especially, Guru, Mp, Mark, Isundstrom, Frank Turley, Tony, and Escher.) I think I'll smith a lot warmer this winter, shortly. Regards Slag. |
| slag - Friday, 11/09/01 00:05:13 GMT |
|
Larry, in short, probably no. "Freehand" on a metal turning lathe is turning both wheels by hand at the same time. Sounds like you have done that. If you loosen the toolholder it will not be supported verticaly well enough. The ball and radius attachments work like you describe but have preloaded Timken tapered roller bearings on the rotational axis. Yuck, I hate those "modern" square tool posts. . They are designed for negative rake carbide insert tools and not much else. The ones with a dovetail on each face take other tools but are very expensive. . Of course I grew up using the standard "tool post" and armstong tool holders so I am prejudiced. But they are vastly more versatile. A "cam roller" is a threaded stud with a needle roller bearing and "tire" on the end. You see them on some band saws as guide bearings. They are available from most bearing suppliers and places like McMaster-Carr. Doing what you have been do is the way it has always been done (until CNC). Turn as smooth as possible and then file as the work turns. All those beautiful hand wheel knobs on lathes and machine tools were made that way for over a century. |
| - guru - Friday, 11/09/01 00:15:57 GMT |
|
Guru, A couple of days ago I posted a request for information on brass rules. If you do not have any information could you please respond anyway. A apologize is this sounds a little blunt, however I would like to know if I have reached a dead end with this enquiry. Garry |
| Garry - Friday, 11/09/01 00:21:45 GMT |
|
Slag ol' buddy, Hope you do stay warm. My heart goes out to anyone living above the M-D line. larry |
| - lsundstrom - Friday, 11/09/01 00:22:27 GMT |
|
Old World Anvils: These are cast steel made in Czechoslovakia (at least some are). Good anvils for the price. Cast anvils tend to chip easier than forged, especialy if too hard. Castings can also have significant unseen internal defects. The quality can vary widely if the foundry doesn't have excelent quality control. |
| - guru - Friday, 11/09/01 00:31:45 GMT |
|
beginning blacksmithing |
| trkbyerjr - Friday, 11/09/01 00:42:54 GMT |
|
Garry, I would suggest signing up with the Thomas Register of American Manufacturers, thomasregister.com. They have a search service. Off the top of my bean, I can tell you that in the past, Centaur Forge of Burlington, Wisconsin, carried the Lufkin spring steel two-foot folder; e-mail centforge1 at aol.com. The company is The Lufkin Rule Co., Saginaw, Michigan. I assume they are still in business. They also make a nice one yard spring steel solid rule. The two foot brass rules were available for a time and were manufactured in England. The brass rules are stamped, "Rabone Chesterman" and read metric on the reverse. The old timers claimed they liked the brass rule, because it wouldn't rust. They do darken with age, however. The spring steel rules are good, because they keep their shape well. Either rule can be cleaned with fine steel wool. |
| Frank Turley - Friday, 11/09/01 01:51:51 GMT |
|
Isundstrom and sympathy note. Thank's Larry for your sympathy. It IS appreciated. But we do not get tornadoes, and I can always add on an extra layer of clothes, for warmth. If I have to take off too many layers when I'm South of the Mason-Dixon line I get to the point where I'm arrested for exposure. Up here we only die of exposure. LOL. Take care. Slag |
| slag - Friday, 11/09/01 04:23:52 GMT |
|
Slag: I would be insulating that shed, but bank up the snow around it you get lots there. I like natural fiber cotton and/or wool. I also have a polar fleece with lots of holes, I haven't got it on fire yet but it does melt. The big thing is to wear layers. If you have a Value Village or a Sally Ann shop, they are a good place for forging clothes. If you have no heat I would be thinking of getting one of those sunflower radiant heaters that you can put on a 20# propane bottle, I find that it is nice to keep your back warm. And of course warm boots ski-doo/felt packs I bet you wish that you had kept your Sorels. |
| Daryl - Friday, 11/09/01 05:23:38 GMT |
|
Slag, Just keep one thing in mind. wool and cotton won't melt and stick to you as they burn. synthetic fabrics will. Stay warm, Mark. |
| Mark - Friday, 11/09/01 09:09:14 GMT |
|
Re Clothing, at the risk of beating a dead horse. Many moons ago, I co-hosted a workshop in Wisconsin with Bruce Lepage, Bruce being one helluva gunsmith and engraver. One second, he was working, and the next second, his entire shirt exploded into flame. I mean, the whole shirt went! He quickly tore off the shirt and tossed it on the ground. Luckily, he was OK, and his hair was still intact, maybe a slight frizz here and there. I have *no idea* what the shirt was made of, but I witnessed this, even tho' it may sound like a crock. I get cotton & wool clothing at the thrift stores. Santa Fe has four seasons. The shop is at 7,000 feet elevation, and that's flatlander country. The adjacent mountains are a little above 10,000 feet. We're at the southern end of the Rockies. Don't move here. Go to Phoenix and Tucson where it's 110 in the shade. |
| Frank Turley - Friday, 11/09/01 12:01:39 GMT |
|
Jock, I sent you an email the other day but I'm not sure if you got it; my ISP has been a bit skizzy lately. Anyway, I'm looking for a 2ft x 4ft piece of kaowool; I have a 40" x 8" cylindrical furnace. Thanks again, Dan |
| Dan Davis - Friday, 11/09/01 12:05:14 GMT |
|
Ball's in round stock for small rounds cut the part close as stated above then grind radise cutter out of HHS (or cobalt, etc.) what ever the internal radis is in the tool will be the radis on the part. I have used this methid on a 1.5" ball (big cutter)useing a OLD south bend lathe. the right bits for this look like a parting/cut off tool layed on it's side (the difarance being that the bit is much thicker about 1/4") MP |
| MP - Friday, 11/09/01 12:52:58 GMT |
|
Beginning Jewelry, Clothing, Santa Fe, and "Ironing" the Anvil Melissa: One of the best books I have found for beginning jewelry and light metalwork is The Complete Metalsmith (An Illustrated Handbook) by Tim McCreight (� 1991, Davis Publications, Inc., Worcester, MA; LoC: 81-66573; ISBN: 0-87192-240-1). This book has good information on everything EXCEPT hot forging, but there are plenty of other good works on that. You can probably pull a copy from the crafts section of your bookstore or through an inter-library loan. Protective clothing: Leather apron, wool or HEAVY cotton clothing� I did manage to burn some holes through the hem of my good linen undertunic at a reenactment one tome, since it hung under both the wool tunic and a short apron, but once again they were just holes, and I didn't get a flame-up. I did see a child's fuzzy jacket torch-up one time from an open flame. His injuries were minor (and would have been less if his father hadn't snatched him up and started running) but it was a frightful sight. I, too, suffer from cold feet in the winter. From the waist up I'm fine (ought to be, with a cheery 1800+ degree f. fire going) but the cold fresh air sweeps across the floor from the door and even the space heater can do but so much. Picked up some great hand-knit wool socks in Newfoundland last year. I wish I'd bought a few more pair for my old boots. Tony: The irons may have been my fault. At least that's what I use during the colder part of our more temperate winters here. I seem to remember mentioning it in the last year or two. Santa Fe: Don't go to Santa Fe! Clement weather, friendly people, talented blacksmiths and metalworkers, lots of art galleries, good food� There's just no challenge in it for curmudgeons like us. Cool and WINDY on the banks of the Potomac. I hope it sets down, we're taking the longship out tomorrow for the infamous Captains' Birthday Voyage. Visit your National Parks: www.nps.gov Go viking: www.wam.umd.edu/~eowyn/Longship/ |
| Bruce Blackistone - Friday, 11/09/01 13:20:05 GMT |
|
I am just outside of Sacramento, CA. I'm looking for a source for square head lag bolts. I have a job that requires quite a few in 5/16" and 1/2" diameters. |
| John McLellan - Friday, 11/09/01 14:50:24 GMT |
|
Smithing rules: I buy old carpenter's squares when I find them for $1 at the fleamarket (old cause they are punched deeper usually!) then I cut them down so thatyou have one arm and just enough of the other arm to "hook" against what you are working on, also drill a hanging hole in the "cool" end. These work well and you can lay them on the anvil face if you like. I also took my cutting plate and laid it out in 1/4"s starting from the middle and going both ways along the edges---helps me notch the billets more evenly. I have seen an anvil with a scale marked along the side up near the face with a chisel---I just use one of my scales held on with some disk drive magnets. If you have trouble seeing the markings on a punched scale, run a piece of chalk or talc along it and wipe off the flats. Thomas Harvesting the annual crop of election sign wire stock! |
| Thomas Powers - Friday, 11/09/01 15:27:11 GMT |
|
John, they don't make or inventory square head lags anymore. It IS possible to order them by the barrel or production lot (depending on the factory) but the delivery is many months. Kayne and Son has some 1/4" by 3" square head lags but that is the only size. I asked about the pyramid head screws and they said that those only came in the small sizes they list in their catalog. Your only option if you REALLY must have them is to take longer bolts, cut of the hex head and re-head them. The old head needs to come off because they are often cold headed and you need to start from scratch to get a good upset. For an operation like this I would make clamping upseting/heading dies for each size. Note that this may not be an option if the bolts are used structuraly and come under the building code as a structural member. Another option if you can use through bolts is to use threaded rod or studs and square head nuts (which are still available). |
| - guru - Friday, 11/09/01 15:39:21 GMT |
|
Guru & Alan-L, thanks for the responses on the 304SS. Maybe I'm letting it get too cold while working it. I'll have to pay better attention and see if that helps. Its new stock that I got from the Anvilfire Metal Store, so I'm sure its something I'm doing wrong. Also, Alan, don't be too impressed with my physical hammering abilities;its only 1/4" stock! Going to the UMBA meeting at Centaur Forge tomorrow- can't wait! |
| Dave C - Friday, 11/09/01 16:22:40 GMT |
|
Dave, If the stock was cold finished SS that could be the problem too. Stock that is passivated too long may also have a heavy layer of non-ferrous material on the surface due to acid removing all the iron. Common hot-roll SS is cleaned but still has a hot roll texture and is not passivated. I'm not sure what type the On-line Metals store carries (sorry). However, most of what is carried there is stuff for machine shops. The majority of SS is now imported which also makes it difficult to know exactly what you have. After 10 years of dumping on the American market they have finaly put significant import duties on SS but as usual congress has waited too long. Several speaches were made during the last presidential election about protecting our steel industry. . . about 30 YEARS TOO LATE! |
| - guru - Friday, 11/09/01 16:41:32 GMT |
|
Smithing in the cold, continued Frank (Turley). I am not surprised that a spark could ignite a synthetic shirt and cause it to woosh up into flames. I suspect that the shirt was made of nylon. (but other synthetic polmer fabric polymer fabrics might do the same thing. As far as I know the only fire resistant polmer (=plastic)fabric is kevlar and Nomex. That is one of the reasons why I posed the question on this bulletin board. (I think that is the right term). An old fellow patent agent and ex industrial chemist, told me about another synthetic fabric peril. A large explosion occured in a research lab, at Rio Tinto Zinc (one of the largest mining co.'s in the world.). A subsequent enquiry figured that it was started by a lady lab worker who was wearing a synthetic skirt and blouse. The clothing probably picked up a large static charge and it discharged (sparked) and set off the lab's explosives. None of her remains, were ever found. So synthetic fabric clothes should not be worn when we are blasting field boulders or tree stumps. (explosive factories do not use iron/steel tools. They could spark. They use brass tools instead and pay a hefty price for them.) Thanks again to all who responded to my querry. (Bruce I have tried several times to e-mail you without success, is there some special way or, more likely, I am a dunce, yet again. Regards to all. SLAG |
| Slag - Friday, 11/09/01 19:33:27 GMT |
|
Addendum Bruce=Atli. |
| Slag - Friday, 11/09/01 19:34:19 GMT |
|
I'm just checking back in to see the answers to question about a finish for outside work. I want to thank Paw Paw, Escher and Tony for their suggestions. The guru had a nice idea w/ using SS. I have forged SS and, as he mentioned, I realize it does look the same. If I had not already built this gate for next to nothing [more of a favor] I may have incorporated some of these ideas. I will certainly keep them for future use. Since the designer and I were working together, I had asked him how he wanted to finish it. He said he would take care of it. Of course, since I did the work, I would have rather followed through... but like I said, since I did this for practically nothing I really need to leave it to him. I think I will suggest the waxing everyday concept. My revenge for doing the job so cheaply. Thanks again to all |
| Michael Sedlacek - Friday, 11/09/01 19:42:02 GMT |
|
GARRY, 2 foot measuring rule UPDATE. The Saginaw Chamber of Commerce informs me that Lufkin Rule merged with Cooper Industries, Inc., 1001 Fannin St., 40th Floor, Houston, TX 77002. As of Dec 2000, the customer service number in Raleigh, North Carolina, is 919-387-2605 or 919-387-0099. |
| Frank Turley - Friday, 11/09/01 20:05:43 GMT |
|
Slag: I'll try to tag you from my home computer tonight. My major leasing case was settled in our favor in Federal court last Friday, so I'm busy catching up on lots of projects, including BBs and blacksmithing! Hurrah! |
| Bruce Blackistone - Friday, 11/09/01 20:31:11 GMT |
|
Bruce, EXCELLENT news! |
| Paw Paw Wilson - Friday, 11/09/01 20:36:46 GMT |
|
tell me about tempering with cooking oil? |
| - jarhead - Friday, 11/09/01 21:55:48 GMT |
|
Atli; didn't I tell you "Pillage don't Lease" when you wanted a "new" boat??? Some "Norse Merchant Marine---Pro-Active Salvage Specialist" you turn out to be! Great News, Enjoy the row, come back safe and enjoy the warmth of the forge fire! Thomas "Those who live by the sword, Pay those who make them!" (I always liked Erik the viking's take on being a smith...) |
| Thomas Powers - Friday, 11/09/01 23:38:08 GMT |
|
Jarhead, Someone told me that they used a deep frying pan, the kind with a temperature dial built into the handle. It is electric. You set the dial to the desired temperature after loading the pan with oil. After hardening the steel, you temper it in the oil. I never tried this, because I suspect that the temperature cycles above and below the setting, and you're getting an average...kind of like a kitchen range behaves. |
| Frank Turley - Friday, 11/09/01 23:50:11 GMT |
|
Thanks Frank, never heard of it until last night. I'm pretty new to this enjoy reading everything. Making a leather apron out of an old deer hide. Sounds like I'm not the only one who sets himself on fire. How's rebar for toolmaking? |
| - jarhead - Saturday, 11/10/01 01:39:02 GMT |
|
JOCK- I can't get in- password just keeps erasing itself - Have I been cast into outer darkness and deleted |
| Joe Rolfe - Saturday, 11/10/01 03:05:08 GMT |
|
Jarhead: I quenched the ex wood wedge hardy fuller and hammer head in cooking oil. Tempered with a torch. Flame on the hardy stub end of the fuller and let the colors run up to the fuller end. The hammer head, I used the torch on the eye and let the colors run to the peen and face. Need more? |
| Tony - Saturday, 11/10/01 03:25:41 GMT |
|
Jarhead, You'll need to do some homework on your own by clicking on Anvilfire "Archives". There is a search there. It requires time, and you'll be scrolling for a while, but you'll get somewhere. I have made a couple of cold chisels out of rebar, and they worked. I have also made said chisels that don't work. The quality varies from manufacturer to manufacturer, and maybe in the same length of bar. Sheffieldsteel.com has an Oklahoma plant that has two 85 ton electric arc furnaces. They melt a lot of scrap in the making of rebar. With electric furnaces and frequent ladle samples tested in the lab by spectrography, the quality control could be excellent. Elements can be added or subtracted from the melt. But I don't think rebar manufacturers are too excited about that much uniformity. There is some control of the melt, but just enough to insure a "rebar quality". |
| Frank Turley - Saturday, 11/10/01 03:34:35 GMT |
|
rebar is bad news for tools. alot of it is made out of recycled metal and as such its all thrown in to the pot, some is hard, some ain't - even in the same bar. I used it as a beginner blacksmith because pieces were available to me... noooooooooo consistancy. big difference when I started buying regular mild steel, and also using auto springs ------and thanks for discussing keeping warm in the outdoor shop, I've just been roughing it all these years! Although the only new thing to me is the iron to heat up the anvil... I've been using a 1 1/2 by 4x4 block, takes two heats and alot of propane.... |
| Rodriguez - Saturday, 11/10/01 03:39:38 GMT |
|
Guru or others, I have been given a job for a client through their building contractor to build three 6 ft. tall chandeliers and some wall sconces. these will be all hand and labor intensive items. The wiring will be supplied by the electrical contractor. Now the building inspector in the area says that the lighting has to be UL listed. From what I know this is a very time consuming and expensive process for a small craftsperson to do. Do you know if this is the norm for hand craftspersons or metal workers like myself. What do other craftsman do in this situation? thanks, Scott |
| Scott Vickrey - Saturday, 11/10/01 12:11:26 GMT |
|
Living in England I got confused as you write the month first where we give the day I can now see the Questions are up to date,I will try mine again as I think it was wrongly done the first time. I have a broken coil spring made ffom 4mm round steel. It has been softened to rehape one end. I wish to retemper the end. What colour do I reheat to and is it alright to quench it in Oil. Roy |
| Roy - Saturday, 11/10/01 13:17:42 GMT |
|
It's getting to the point where finding someone to do welding jobs is a nuisance. I'm about ready to get my own outfit for the occasional but unavoidable times when a torch is the only solution. Basic cutting and welding is what I need to do so are there any recommendations/things to avoid I should know about? |
| Khym - Saturday, 11/10/01 14:08:37 GMT |
|
Scott: I think that just the electric parts themselves have to be UL tested. Make sure you include a ground screw. Your work is really nothing more than conduit. Old gas lights are wired for electric all the time. I've made lighting out of all kinds of stuff before. Go over your inspectors head if you have to. Just do it nicely. :) |
| Pete-Raven - Saturday, 11/10/01 16:03:21 GMT |
|
What is your opinion on gas forges? My city is complaining about my pollution. Any brands in particular? BTU?? etc. |
| katie - Saturday, 11/10/01 19:38:32 GMT |
|
Katie - You can fight the good fight with the city and probably even win - but you run the risk of them sitting on your neck forever more looking for ways to mess with you. I use gas forges consistently and made my own based on the freon tank forge plans. I use a small blower for regular work and a high-speed blower for forge welding and it works great. They heat up quick, burn clean, are easily regulated (if you use a good burner design), can be set up as forced draft, induction, or both, take up less space and are cheaper to operate (at least here). |
| Dan Davis - Saturday, 11/10/01 20:13:47 GMT |
|
Hi where can I find drawings or designs of historic wrought iron fences. |
| Toby Beavers - Saturday, 11/10/01 23:14:02 GMT |
|
Roy: There is a number of approaches depending on the stress you are going to pot your spring to and if it is a standard spring alloy. If you search the archives here ( new feature) you will find the question answered in a style to suit you. Kyhm: There are two basic possibilities..gas and electric welding. Each is best suited for certain things. Gas is by far the most versitile but has a longer learning curve and is a bit more expensive entry level.It will cut steel well. Electric arc welding is cheap and fast and strong. With an inexpensive ( $150 used) basic outfit and a whole lot of specialized rods. This assumes you have 220 V power Get one that is at least 180 amps . |
| - Pete F - Sunday, 11/11/01 02:41:16 GMT |
|
Guru, What would make an acceptable substitute for an engraver's burin? |
| coldforge - Sunday, 11/11/01 03:58:35 GMT |
|
hello. i am new to blacksmithing, and i would like to start forging, but i don't have a forge. i have a limited budget, so what what you recommend for a forge? i have hammer and ibeam (temporary anvil - big thick i beam), but could i just make an oven of brick, lined with ceramic tiles inside? do i need a fan/bellow? any advice would be very helpful. jesse |
| Jesse Smith - Sunday, 11/11/01 05:06:59 GMT |
|
Jessie: You came to the right place. Go to the home pg here and click on "getting started" Jarhead. Used deep fry oil makes a good quench medium...and it is really cheap. It has a fairly high flash point and the fumes are much more pleasant than drain oil. As with any oil quench, use enough volume ( gallons) that you dont heat the whole thing to the flash point and always use a set up with an easy to close metal lid for when it flares. |
| - Pete F - Sunday, 11/11/01 05:16:05 GMT |
|
Toby Beavers, "Historic" covers a lot of ground. Otto Hover's book, *Wrought Iron*, Universe Books, 2nd Ed., 1962, talks about mostly European ironwork of the periods: Gothic, Renaissance, Baroque, Rococo, and Classical. There are beautiful photos, not all fencing and railings, but good for ideas. In the U.S., an excellent photo book with some measured drawings is *Colonial Ironwork in Old Philadelphia*, by Philip B. Wallace, Bonanza reprint, orig. 1930. Coldforge, I can't think of a substitute for a burin. It either is one or it isn't. A burin for ironwork removes a fine thread of metal, either with a light hammer or an oscillating machine like a *Gravermeister*. A chasing tool "sets down" metal, leaving lines and various depressions. Chasing tool designs can be found in jewelers' catalogs. |
| Frank Turley - Sunday, 11/11/01 14:34:34 GMT |
|
Coldforge, why do you want a substitute for a burin? real ones aren't expensive (about $6.50 or so). Or you can make one from small-diameter drill rod. Get a few books on engraving from the library ("The Art of Engraving" by J.B. Meek comes to mind), look at tool sharpening techniques, and then realize you don't need all 500 or so graver shapes they recommend. Three or four will do most things you might want, with one (a small point or line graver) doing 98% of that. |
| Alan-L - Sunday, 11/11/01 14:51:15 GMT |
|
How do you read the code on the side of a anvil that tells the weight. |
| - Jack Coleman - Sunday, 11/11/01 17:55:45 GMT |
|
Jack, The first number stands for hundred weight. That's an English measurement of 112 pounds. The second number stands for quarter hundred weight. That's and English measurement of 28 pounds, and the number will never be higher than 3 The third and last number is actual pounds. It will never be higher than 27. So an anvil that was marked 1 1 1 would weigh 112 pounds + 28 pounds + 1 pound, for a total of 141 pounds. |
| Paw Paw Wilson - Sunday, 11/11/01 19:14:28 GMT |
|
POWER HAMMER QUESTION- Is anyone familiar with "Nydqvist & Holm" power hammers made in Trollhatten, Sweden? I have one, 50 Kg, circa 1944, and would like to know factory settings, original valving, etc. Any information would be greatly appreciated. Thank you. |
| Paul C - Sunday, 11/11/01 21:18:29 GMT |
|
I've been smithing for about a year now and feel the need for an oxy/acy rig. My questions have to do with getting and filling the oxygen and acetylene bottles. What size bottles should I get if use them mostly for welding about 30 minutes/wk? I am confused about buying, or renting and filling the things - will any welding shop fill anyones bottles? If I move on after buying bottles, will the welding shop in the next town fill the bottles? Whats a fair price for 75-80 ft3 tanks to be filled? Any recommendations for suppliers in the Dallas, Tx area? Thanks Gary |
| Gary - Sunday, 11/11/01 22:55:30 GMT |
|
I need to find a good blower that will work with a 19inch firepot(brake drum)that is mounted in a 4by4 sheet of 3/8inch steel that don't cost alot. Centaur Forge has a dayton blower for like $80 134 cfm 1500rpm's will that heat my forge to welding heat? |
| Chris - Sunday, 11/11/01 23:18:37 GMT |
|
Torches Kyhm and Gary; A torch is a wonderfully versitile tool allowing the blacksmith to cheat unabashedly. What sort you get depends on how serious you are about it. Being cheap, Ive bought my torches piecemeal at swapmeets and put the pieces together...usually for much less than a couple of hundred bucks. A good quality used regulator can generally be rebuilt thru your local welding shop for about $50...if necessary. Get a common brand so that you can get parts..if nothing else you will wear out tips and have to replace them and if you buy a heavily used one the tips are probably all reamed out anyway ( look closely at the tip oriface, if it is a-symmetrical or flares inside like a tiny trumpet it needs replacement.) There is an advantage to getting tips with "O" ring seals ( on more modern torches) But I have a Smith from about 1930 that works just fine ( cant get parts though) If you are going to do a lot of cutting, 2 stage regulators are worth the extra expense. All bottle refills require a current ICC inspection date. If youy are going to buy a used cylinder,look at the date stamped in the shoulder of the bottle ( IE 6-99) it should be within the last 5 years. Having them recertified is often expensive and not all pass. I've bought most of my cylinders used from individuals. In theory there should be ownership papers with them..I dont have any. for the 60 cu ft bottles I have usually paid $25 to $50 each. The dealer prices vary...call around. Or you can rent tanks ..for a monthly fee in most places. Those fees add up in the long run. Policies vary from company to company. Like most of industry, big companies are gobbling up the little ones, unfortunately. Where you still have some competition..check them all for price. In this area, the going price for a whole torch set up in good working order with tips,a cutting attachment, bottles hoses and a cart is $250 to $350. If you buy an older outfit, buy flashback valves for it. And , read up on all the safety stuff! Playing with fire is lotsa fun, but with 6000 degrees at hand.... |
| - Pete F - Monday, 11/12/01 06:01:12 GMT |
|
hi there old blacksmith here am teaching some students this winter new to repousse am thinking of melted auto wheel weights as a way to back up this work need the pros and cons of this idea thank you kindly ray |
| ray tilton - Monday, 11/12/01 11:14:38 GMT |
|
Hi, I am an intermidiate level hobbiest, I am working on a project and would like to add some hooks made from brass 3/16" square x 4"L with twists. I have not tried to forge brass before. I had some 3/16" round yellow brass rod, and tried various heats from black to orange, and got the same results, splits, fractures, embrittlement. Can you give me any advice? I went to the archives and tried a search on brass, but I wasn't prompted that it found any topics, this was done from the index list. Do I need to open each archive to perform the search? Thanks for any advice in advance. Andy |
| Andy Hight - Monday, 11/12/01 15:16:51 GMT |
|
I am a machinist who is trying to find info about CNC Milling alumina rod which is a machinable ceramic. This material chips very easily when cutters exit the material. Any info on speeds & feeds and possible toolpaths would greatly be appreciated. |
| Ted Lohry - Monday, 11/12/01 15:42:09 GMT |
|
I have the All States Oxy-Propane torch and I love it. It is fast and cuts anything from sheet metal up to 10" plate with the same tip. Unlike the converted acetylene cutting torches this one is specially designed for propane and does not use much oxygen. Also, it does not harden the cut surfaces the way acetylene tends to. One disadvantage is that it doesnt weld steel. http://members.aol.com/Idcamper/All-States.html |
| adam - Monday, 11/12/01 16:51:57 GMT |
|
Gary: You are probably better off renting tanks. There is no investment and the rental on a pair of tanks is modest. You are relieved of the burden of testing and certification. You can always buy later when you have a better idea of how much you use your torch. If you are going to keep the set in your shop, then the big tanks are the best deal. Suppliers in my area charge about $24 to exchange a tank of oxygen or acetylene and the price doesnt go down much for the smaller tanks. |
| adam - Monday, 11/12/01 16:58:32 GMT |
|
HOWDY FOLKS! I've been out of town this weekend and because I drove my old Ford F-600 that hasn't been on the road for 2 years and then for only a few days. . . So I didn't haul my lap-top. . . I wan't too keen on having to leave it in a broken down truck. Had a great time with CVBG and guests at Josh Greenwood's fall demo. I got to run the 750# Niles-Bement that I got with my 350#. SLICK machine. Excellent control (and LOTS of power). Also photographed a bunch of antique anvils. Spent the next day loading the truck with steel and a little portable welder I traded for. . twas a LONG day. And it got longer when we got a call about a brush fire on Josh's property. Nothing serious. But there was a lot of running around and stumbling in the dark. And wood smoke. Well, the truck made it back loaded with 6,000# of steel and odds and ends. But needs a new tire. Big hunks of rubber missing from one of the 20" tires. . . but was still rolling when I got home. . . wheew! But now I need a big new truck tire. . . its ALWAYS something. Now I have 80 pieces of email to attend to. . . |
| - guru - Monday, 11/12/01 19:36:05 GMT |
|
Renting tanks vs. buying tanks: I lease mine for a year at a time, $76 per year for both tanks. Of course, I live in an AirGas monopoly area, your prices may vary. Pro's of leasing: If a tank or valve is bad, it ain't YOUR problem; tank certification is not something you have to worry about; and the best part: you get to change the decorator colors in your shop every time you swap tanks! Had I bought tanks before I moved here, AirGas would NOT fill them. |
| Alan-L - Monday, 11/12/01 21:16:22 GMT |
|
Blower Size and Weldiing Heat: Chris, Yes, that blower will create a welding heat. You can also create a welding heat blowing through a straw at some charcoal. A VERY small welding heat. I recommend those little blowers for brake drum forges and gas forges. However, you have a fairly large forge indicating that you may want to do large work. In that case I would suggest a 300 to 500 CFM blower. With coal forges the ability to reach welding heat in any size fire is largely dependant on the quality of the coal. Using bad coal it doesn't matter HOW big a fire you have or how much air you blow on it. With top quality coal you can make a forge weld in a clean firepot using a couple handfulls of coal. Everything is relative to the size work you want to weld and the quality of your fuel. |
| - guru - Monday, 11/12/01 21:33:20 GMT |
|
Welding Cylinders: Alan's comments (and others) are right. Lease the cylinders. MOST welding suppliers will not fill cylinders other than their own OR if you can prove ownership. Most standard sized cylinders in private hands were stolen from a welding supplier somewhere. If they have a dealer's name collar on them then they belong to THAT dealer not the individual trying to sell them. Some dealers will report that cylinder to the dealer who's tag is on the cylinder. If its on their missing list then you are screwed because you have been caught with stolen merchandise. However, some dealers also have exchange deals with other local suppliers and they will just exchange the cylinder and trade it to the other supplier. . . But this is rare. The only time you want to own your own cylinders is if you NEED those little mini cylinders that are about 2 feet tall or less. Most dealers do not have these for lease. They will fill them for you but since their business is based on exchanging cylinders and refilling them on their own schedule you may have to wait for a considerable time OR leave them over night. They are cute and handy but there is a significant cost to them. You are also responsible for the maintenance and certification. This includes refilling acetylene cylinders with acetone and inspecting and anealing oxygen cylinders. |
| - guru - Monday, 11/12/01 21:46:51 GMT |
|
Lead for Repose'Ray, lead is awful stiff for repose'. Most folks use pitch designed for the purpose. These have varying amounts of wax added to tar to vary the hardness. Roofing tar mixed with fine sand or dry plaster of paris works for steel plate repose'. I've seen various ratios but 1:1 seems to work. Warm the tar to mix in the sand or plaster, pour into molds and alow to cool. Set aside the extra. Stip, melt and repour about when the metal needs to be annealed. I'd prepare a small amount and try it before making a large quantity. Anyone out there have a better ratio than I've given? |
| - guru - Monday, 11/12/01 21:59:11 GMT |
|
Oppi Untracht has a fairly good section on pitch preparation in *Metal Techniques for Craftsmen". Six parts of any one of the following: Chaser's pitch; Burgundy pitch; Swedish pitch. Melt in an iron pan; then add eight parts plaster of paris or brick dust. Stir thoroughly. Then, add one part linseed oil or tallow. During warm weather, one might reduce the amount of oil, or increase oil in cold weather. Pour the pitch into a container, mound slightly toward the center. Set aside to cool. Other options are a wood block, linoleum fastened to a wood block, zinc, or lead. I think Oppi is talking here, more about working fine metals than iron. He states that when using zinc or lead as a backup, some may adhere to the worked metal. One should check and clean often. Also, when using lead, he suggests nailing the workpiece in place to keep it from moving. Nailing is not necessary with pitch. |
| Frank Turley - Monday, 11/12/01 22:23:47 GMT |
|
Lead for Repose; Not another ratio, but another point. Most wheel weights are not pure lead. They have antimony, tin, and other elements in them as well, which makes them even stiffer. I advise re-enactors to NOT cast bullets out of wheel weights, they'll wear out the bore of a weapon in a hurry. I think the weights would also cause problems from the dust and fumes when melting them. Metal fume fever ain't pretty. |
| Paw Paw Wilson - Monday, 11/12/01 22:48:56 GMT |
|
UL Approved: Scott, You can't get UL approval for one-off or custom devices. You have to submit numerous PRODUCTION samples for testing that do not get returned and SOME are destroyed in testing. If you change ANYTHING about the production design the NEW design is supposed to be retested. Manufacturers abuse this all the time. AND, many UL approved devices are blatant pieces of junk that should not have passed ANY quality standard. . . After testing (at your cost) UL may require changes. They will tell what the problem is but not HOW to correct it. If this is not obvious you may be in a trial and error situation. OR need to pay an electrical engineer. Then you have to resubmit. . . Conduit, You can't call it conduit because THAT too must be UL approved. Each stick has a sticker on it. . . There is no going over the inspector. . . He is either your friend or your enemy. Even if he is wrong, he is right. There are only a couple solutions and you must have the building owner's permission. Have cheap commercial fixtures installed and inspected. Then after ALL the inspectors are done with the building (building, insurance and fire) have your fixtures installed. Lamps are an item that are not UL approved. They are built from UL components and have a plug-in connection. Since the plug makes it a temporary device (not part of the building) the completed device is legal. A chandelier that hangs from a hook and has a plug in connection would meet this requirement. However, this would take some serious research into the electrical code to be exactly clear in a specification. In this case (as with machinery) the manufacturer is responsible for the quality of the workmanship, licensed electricians ARE NOT REQUIRERD. However the work should meet code. Large fixtures with many lights may require some investigation into wire sizes and amperage draws. In this case the anchors are provided with outlets next to them (or nearby). Then cheap fixtures are hung IF the final inspection requires the lighting to be in place. And, as above the final pieces are installed when the building is complete and inspected. In this case the Architect may also need to be consulted. Your designs may need covers to hide the plugs or some creative redesign. PLEASE BE SURE to check into the required wire sizes and load. That pretty clear (16-18ga) wire used on chandeliers will not be heavy enough for a large number of lights. You may have to use a relatively heavy (obvious) cord going to the receptacle. Wire used INSIDE conduit is not the same as exposed wire. If a bunch of wires need to be joined inside a box be sure the box is sufficiantly large. It is common to overcrowd boxes making it difficult to work in them AND it creates a heat problem. In pipe I would use high temperature fiberglass or fiberglass/teflon insulated stranded wire. Bulb receptacles are available in heavy duty ceramic. I would NOT use the cheapo brass colored aluminium ones. . . These were junk when they were made of brass plated steel in the 1890's and the new ones are junkier junk. Even though they are "UL" approved. . . :( |
| - guru - Monday, 11/12/01 22:56:58 GMT |
|
Brass, Archives: Andy, you must not have waited long enough. 125 files out of 150 have references to brass. See the Brass Bronze FAQ on the 21st Century page and the Brass Candle Sticks demo (#80) on the iForge page. |
| - guru - Monday, 11/12/01 23:23:00 GMT |
|
Thanks guru for the response. I am a new smith soaking up as much info as possible and your site has helped me out alot. I work at a machine shop in mathews V.A. so i was able to build the forge for free thank God and I got an 195# anvil for free when my grandfather passed away. All I need now is a blower. Iv'e heard that I could use a hair dryer or shop vac but i would rather use the real deal. Do you know of a place(SITE) i could find one for a reasonable price? and thanks again |
| chris - Tuesday, 11/13/01 00:01:01 GMT |
|
Guru- What do you think of a Kuhn KB-1 air hammer? Is it that much nicer than many other power hammers. I don't want a Little Giant. The Kuhn costs a bunch. Is it worth it if a person can swing it? Thanks for your help. |
| Gordon - Tuesday, 11/13/01 02:32:30 GMT |
|
Gordons Kuhnundrum? Andy; visible red is too hot for most brasses...many alloys have very narrow forging temperature ranges. The Untracht book that Mr Turley mentions is a classic for those of us who wish to work outside the strict bounds of hot forging iron. Ray, Agreeing with the good advice youv'e gotten on the subject....lead and students is a poor combination. Good to have the Guru back..even if his 1950 truck lacks broadband wireless. |
| - Pete F - Tuesday, 11/13/01 06:40:20 GMT |
|
Gordon, i have a Kuhn, totally happy with it, have had it since 93, never a problem with it, super control, I close matchboxes with it without damaging them, go for the biggest one you can afford, the big one can do the work of the small one but not the other way round |
| Stefan - Tuesday, 11/13/01 07:41:17 GMT |
|
G'day, I am a newbie to blacksmithing and have a simple question that I have not been able to find in the archives. I have got myself a nice little 100 wt anvil and I want to know my options for fixing it onto a stand ? I would be happy with a good sized tree stump as a stand, my real question is should i, if so, how should i fix the anvil onto the stump ? Thanks for helping an Aussie, |
| Jimme - Tuesday, 11/13/01 12:11:26 GMT |
|
Stumped Down Under: Jimme, There are many ways to do this and every smith has his own preference. I'll list some options that all work. 1) Forge some heavy spikes out of 12mm stock and drive them into the stump between the feet. It takes about 4 spikes. Then you can lift the anvil off the stump if you need to. However, some smiths bend the spikes over the feet of the anvil. This may deaden some of the ring of the anvil. 2) I use two "D" shaped pieces of wood that fit between the feet. These are bolted to the stump or stand with lag bolts. The anvil can be lifted out if needed. I use fabricatd wooden stands stands. They are as solid as a stump and the hollow center lets it sit flat on uneven surfaces. See my drawing on the 21st Century page under "Low Cost Anvil". Stumps need the center dished out a little to prevent rocking. 3) Some smiths fabricate a steel stand from angle iron and the anvil sets into the frame. One OLD reference has the smith leading in the anvil (pouring melted lead around the anvil in the angle-iron frame). 4) A common European method is to use a cut off oil drum filled short of the top with sand and ashes. The anvil is then worked back and forth to set it into place. If it settles or shifts it is lifted and repositioned. Stumps can be natural sections of log sawed to length or laminated from pieces of construction lumber. In many ancient shops the section of log was set deeply into the ground. However, this assumes you know exactly where you want your anvil - forever. Most of use prefer some portability. |
| - guru - Tuesday, 11/13/01 15:28:43 GMT |
|
Welding tanks, I purchased the smallest size COMMERCIAL tanks made. I think the O2 tank is 80 cf. The O2 tank is about chest high and about 6" or 7" in dia. The acetylene tank is the mate to it. I guess I should say I purchased the RIGHTS to tanks that size from my dealer. I think I paid about $175 for the pair (this was in the late '70s.) They gave me used tanks that were on the dock and exchanged them like for like for many years. When I moved, I took the tanks with me and I have had no problem getting them filled anywhere because they were a common size tank. Even though the original company I bought them from went out of business long ago. When I need them filled, they are just switched tank for tank on the dock and I am off to my shop. The only time I ever had to pay extra to exchange a tank was when the one I returned was out of date and there was a $12 charge (I think) for the out of date tank. Had I gotten the tank turned in still in cert. (even by one day) the charge wouldn't have been required. I asked several dealers about stolen tanks and the problems with them and they answered the only time they have a problem with a tank is when it is of a non-standard size. Otherwise they just swap it out, as long ago tanks got so mixed up that there really isn't any way to trace stolen tanks. I have found this to be true of the 3 local suppliers of gas in my area. I would imagine that the same would be true in the rest of the country. For me, this turned out to be the best way to go. If the tank is a standard one it is just swapped out, even the jewelers size tanks that I just bought Pvt. party about a year ago. |
| Wayne Parris - Tuesday, 11/13/01 16:13:41 GMT |
|
Kuhn Hammers: Gordon, I've only operated a few Kuhns and never done a lot of work on them. However from that little experiance I do know that they have very good control. The people that I know that have Kuhns run them hard every day and have had many trouble free years of use. They are undoubtedly the best built of the small modern hammers. And you pay for this quality. The options to the Kuhn are the Kuhn clones, Chinese hammers and used Chambersburg or Nazel hammers. Nazels were by far the best but have not been made for many years. That said, there is a significant difference in the way self contained hammers operate as apposed to mechanical and non-self contained air hammers. Self contained hammers run at a set number of blows per minute. This does not change. The controls determine how hard the hammer hits and where the ram starts to return. There is no need to adjust the operating height for changes in work or tooling. Mechanical hammers can be run as slow as the clutch allows which is generaly a blow every couple seconds (IF the machine is in good condition). How hard the hammer hits increases with the speed of the hammer up to its maximum design speed. The work height must be adjusted manualy. The better mechanicals have a stroke adjustment but Little Giants do not. There is currently no manufacturer of new mechanical hammers. Standard air hammers vary from large heavy commercial hammers like Bements and Chambersburgs to the small new blacksmiths hammers. Most have a work height adjustment. They can run fast or slow depending on the throttle position. Some will strike once and some have the ability to clamp the work. These all require a seperate compressed air supply. All these machines forge steel. All can do similar work. However they all have peculiarities that make them better for one type of work than the other AND each has its own operating personality. In most cases larger is better. As stefan pointed out, you can do small work with a large hammer but it is difficult to do large work on a small hammer. |
| - guru - Tuesday, 11/13/01 17:10:54 GMT |
|
Jarhead, your e-mail for your Slack-Tub Pub registration bounced. We do not register folks without a good email address. Please check and register with a correct address. |
| - guru - Tuesday, 11/13/01 17:19:01 GMT |
|
Welding Cylinders: As you can see there are all sorts of pros and cons. The best advice is to find a local welding supply dealer that carries the brands you like, take their advice and then stick with them. Having a good business relationship with the people you depend on for certian necessities like welding supplies is important. My ten year leases have only been about 3 times Alan's one year lease. Paying monthly rent called "demurage" is expensive but is sometimes based on a credit system. If you use the gas up in less than a month and return the cylinder OR get it refilled there is no charge for the cylinder. But this system depends on you having credit with the supplier. It is also handy when you have a big job and need several cylinders for a short time. |
| - guru - Tuesday, 11/13/01 17:34:56 GMT |
|
Hey guru, Me and a friend (he owns a home made forge thingy) were wondering wether or not you could melt a magnet? and if so, would it still contain its magnetic properties? and is it malleable and easily shaped? thanx chase |
| chase - Tuesday, 11/13/01 20:18:22 GMT |
|
There are only 3 ways I know of to destroy a magnet. 1) Heat it 2) Beat it 3) Mistreat it If you attempt to forge a magnet you will only have the base metal in the shape you desire. You long ago destroyed any magnetism in it |
| Wayne Parris - Tuesday, 11/13/01 20:25:35 GMT |
|
Magnets are made of steel, iron-nickle alloys or plastic filled with steel magnet powder. Pure (soft) iron can be an electro-magnet but does not permanently magnetize. Generaly, the harder the steel the better the magnet. As Wayne said, heat demagnetizes magnets. Good magnet steel is very brittle (thus not very ductile, even at forging temperature). Most forges will melt all predominately iron aloys. |
| - guru - Tuesday, 11/13/01 21:22:25 GMT |
|
Don't know what login or nic means? |
| jarhead - Tuesday, 11/13/01 21:51:09 GMT |
|
Chris, RE: forge blower. Go to your local plumber/furnace supplier and snivel a junked oil furnace "gun" from him. Explain you need one with a good motor only. Then adapt it to your forge. control air flow by dampining inlet air. Cost should be slight to nil and you'll have the fun of making your own tools.......Bob. |
| bob - Tuesday, 11/13/01 22:09:15 GMT |
|
RE: Tank ownership vs rental. If you decide to own, when you exchange tanks check the cert. date to make sure they are not close to experation. Dealers around here will exchange tanks no problem but if it is out of cert. and not thier tank you must pay the recert. fee. (about $15) |
| bob - Tuesday, 11/13/01 22:14:04 GMT |
|
I'm interested in making my own kiln for casting and enameling. I have found a source of local firebrick, and I have made gas fired kilns, but don't like them because of the dangers of explosions when the flame goes out and the fresh gas is re-ignighted - sometimes explosively. I'd be interested in anyones experiences with homebrew electric furnaces and thermocouple calibration. |
| Kenneth Hoopes - Wednesday, 11/14/01 00:26:56 GMT |
|
Got a Nordic Forge 1.5ld rounding hammer today. While I expected one face of the hammer to be nice and round, the other face is perfectly flat. Rounding hammers are orginally a farriers hammer, right? Can anyone suggest a specific use for the perfectly flat hammer face opposite the round one? I am a hobbyist blacksmith and never expect to shoe a horse. |
| Gary - Wednesday, 11/14/01 00:35:37 GMT |
|
I've known a couple of smiths who could use a flat faced hammer, and leave a decent finish on the work. but most of us leave too many face edge marks. It's a matter of practice and what you get used to. Most smiths have a "rockered face", somewhat similar to an old fashioned pocket watch crystal shape. And this is true for square or round faces. |
| Frank Turley - Wednesday, 11/14/01 02:46:20 GMT |
|
Gary; Frank's advice is excellent as always.. He is my higher athority... however,one use for flat faced hammers is for working the surface of a convex piece. I have a couple that I use for working hollow bodys against a stake. Kenneth; electric is good for enameling but requires a very tight kiln and excellent refractories...and the same unit might be pushed to do small casting melts...but for bigger stuff you probably want more fire. The good Guru has a set up that deals with your gas safety issue and you can find it by searching the archives. |
| - Pete F - Wednesday, 11/14/01 04:52:01 GMT |
|
Good Guru; a question if you would. Will a carbide bit stand up to chiseling steel with a small airhammer? I was cleaning up some welds in places that the grinder wouldn't reach with an air hammer and set up as usual with a handfull of bits so I could keep changing to a sharp one...and dressing 'em out a lot was loosing it's charm. If I temper them any harder they chip...softer they mush. I know that there different qualities of carbide but don't know if it would make a significant difference. |
| - Pete F - Wednesday, 11/14/01 05:21:17 GMT |
|
just used my new homemade forge this weekend i call it jordy 1 after the guy on star trek heated some peices on my backhoe called dogboned they are about an inch and a half thick by 3 x18 after heating and bending back to original shape i quenched in stagnet water is this going to change the stregnth of it if so what do i need to do to get stregnth back by the way thanks for the reply on compressed air it worked fine |
| berkeley sorelle - Wednesday, 11/14/01 11:27:44 GMT |
|
dear Guru, hi, how are you My name is Justin and Ilive in Africa. Ihave recently been given the supervision of our company"s Interior decor. Division. All the welders are under me.The have done decorative Gates before but we want to master wrought iron properly. Remember I said welders, not blacksmiths. MY QUESTIONS 1. CAN YOU RECCOMMEND ANY REALLY FLASHY MAGAZINES I CAN SUBSCRIBE TO WHERE THEY CAN SEE GREAT EXAMPLES OF WROUGHT IRON? ESPECIALLY GATES? I WILL BE IN THE UK FROM THE 17TH TO 23RD NOVEMBER.CAN YOU TELL ME WHERE ICAN GET THEM THERE? 2. My boss, is very sophisticated. HE IS BUILDING HIS COUNTRY ESTATE AND FLASHED A PIX OF THE GOLDEN GATES OF VERSAILLES UNDER MY NOSE. "there justin" he says, "thats what i want for my house." Dear guru please, How do I get my people to replicate something similar, particularly the crest at the top. is it something we can cast? any pointers will be greatly appreciated regards, Justin ps, i apologise for all the higher and lowercases, i hope you dont find them too eyestraining |
| Justin CAINES - Wednesday, 11/14/01 14:46:08 GMT |
|
Backhoe Part: Berkeley, You probably should not have quenched this part. Quenching makes parts hard and brittle. Clean the steel with a grinder and heat until it shows some temper colors. An even blue would not hurt. This will reduce the hardness and brittleness. You are better off with a part that is too soft and bends rather than a brittle part that suddenly breaks. |
| - guru - Wednesday, 11/14/01 15:00:12 GMT |
|
Berkeley; the short answer is *yes*, the intermediate answer is that forging and quencing steel will make it softer or harder or tougher or brittle as glass depending on the alloy, what temp they were when quenched, how fast the quench was, etc. I'd be wary of using them with out a tempering stage unless you know they were mild steel to start with! Justin, you are in luck there is a book published by the Rural Development Commission (formerly CoSIRA) in England that covers gate making, I'll see if I can grab the details tonight if I can find my copy! BTW www.centaurforge.com has a number of books (go to books, blacksmithing for a brief description) Thomas |
| Thomas Powers - Wednesday, 11/14/01 15:18:39 GMT |
|
Carbide in Hammer: Pete, It depends on the carbide. Most carbide is very brittle and chips easily. The carbide used in masonry bits is still brittle but it is the toughest grade available. Carbide designed for machining metal is very brittle and does not even stand up to interupted cuts on a lathe very well. Try some lubricant (oil) on your chisles. They will cut faster and longer. You may also need to anneal the welds before trying to cut them. Welds are often much harder than the surrounding metal and difficult to cut. |
| - guru - Wednesday, 11/14/01 15:20:27 GMT |
|
Fancy Iron Work: Justin, There are numerous magazines and books available on the subject. Some of the magazines are by subscription only OR are journals. The others are commercial publications. See our pull down menu for association links (ABANA-Chapter.com). BABA (British Artist Blacksmiths Association) publishes their journal Artist Blacksmith, a full color magazine. ABANA (Artist Blacksmiths Association of North America) publishes their journal The Anvil's Ring, a full color magazine, and The Anvil's Blow a black and white how-to magazine. George Dixon, former editor of The Anvil's Blow publishes Traditional Metalsmith. A very nice how-to publication that includes templates and drawings as well as photos of classic work. The Blacksmiths Journal (see our links page) is another beautifuly illustrated publication focusing on how-to using traditional methods and modern styles. Books on the subject are numerous. A collection of all the books by Dona Meilach will go a long way to how-to as well as wonderful examples (see our book review page). This weekend I saw a beautiful Italian book titled Ferro Battuto. It is full of contempory work using traditional methods. Producing the Work: There are many methods available. However, the piece your employer showed you is one of the finest pieces of historical hand forged decorative iron work there is. During this period the French were considered the fineset metalworkers in the world and in this case there was no shortage of money. It would take years of training to learn to reproduce this work. Using standard components to fabricate ironwork a welder can produce work that to the uneducated eye is nice work. There are large component manufacturers in the US, Germany and Italy. In recent years the quality and style of components has improved dramiticaly. You will find their advertisments in some of the publications above. You order parts from their catalogs and assemble them. However, this requires a shop outfitted with ironworkers (multi-function presses), drill presses and other shop equipment such as weld platens, heavy vices. . . . The frame works and pierced horizontal members are still shop made. You are more than half way to a fully equiped blacksmith shop when you have the necesary equipment to do fabrication work. See NOMMA (National Ornamental and Misc. Metals Association) and their publication The Fabricator for more details. The Fabricator is another slick publication and it covers some hand work but is focused on fabrication projects. The crest you speak of is entirely hand made. The open airy scrolls cannot be duplicated by casting (in a structuraly sound piece). However if you simplify the design the scrolls can be bent from plain bar stock using bending jigs and fitted together to produce a similar effect. There are various makers of benders but it is best to make your own scroll jigs. See our 21st Century page article on benders and our iForge demos on spirals and scrolls. With the exception of the long gracful tapers, textured or 3 dimensional work a welder with a torch and a grinder can produce a lot of nice work. But this requires workers that have have studied good ironwork and have a good artistic sense. Collars, rivets and forge welds can be faked by a fabricator with a good eye and knowledge of the work. However, on a large project it is far more efficient to forge the parts than to do all that grinding to blend parts together. Although artist blacksmiths do not like to hear it, the average customer rarely sees any of the details that are important to the smith or a connoisseur of fine ironwork. The average person sees nothing but the silhouette of the work. That is why most ironwork is painted black, to emphasize the silhouette. Good luck with your project. Let us know if we can be of further help. |
| - guru - Wednesday, 11/14/01 17:13:01 GMT |
|
Flat and Crowned Hammer Faces Gary, Most forging hammers have significant crowns and radiused edges for several reasons. 1) To keep from maring the work and anvil. 2) To spread the metal. The more rounded the hammer face the faster the metal will spread. 3) The arc of the face also assures a non-glancing blow on small targets including tools like chisles. Flat faces have other uses. 1) Riveting is often done with a flat faced hammer due to the sharper corner making it easier to roll the rivet head down to the surface and fitting in the corner. 2) Flat faces leave less obvious marks on the outside of curves and are better for dressing radiuses. 3) With practice they produce flat surfaces. For someone that often changes back and forth from a crowned to a flat faced hammer, a hammer with both would be very convienient. However, in the end we all get used to using what we have or seems most convienient to us personaly. Many smiths use ball pien or engineers hammers which normally have a quite flat face. I've tried them but did not like the feel for forging. Everyone has their own preferences. Many hammers including those made for craftspeople are not dressed very well. A flat faced hammer with healthy corner radiuses dings the work much less than if it has small edge radii or a chamferd corner. A flat face can also be made much more useful if it has a very gentle arc ground on it (low crown) along with the rounded corners. Many cheap ball pien hammers have machined or badly ground ball ends that almost come to a point rather than being spherical. The first thing I did with my collection of ball pien hammers was to grind, file and polish the ball ends to a decent shape. Commercial hammers often have a nice crowned face but then a chamfered corner. Dressing those corners makes a better tool. The wedge shaped straight and cross piens often have sharp outer corners. For most smithing these should also be radiused. If the tool is not entirely suitable then make it so. The first thing many instructors teach is dressing hammer faces and handles. I occasionaly mention dressing hammers but since I like most standard commercial wood handles I rarely mention reshaping handles. As I said, everyone has their own preferences. |
| - guru - Wednesday, 11/14/01 18:06:28 GMT |
|
I want to make some small brass or bronze plaques for a mosaic-covered watershed model fountain my nephew and I made for the local Audubon visitors center. I made molds using investment plaster used by dental techs for making gold teeth. My problem is that when I heat the brass (first experiment) or bronze (second experiment) it turns into a hard, dark, bumpy crystalline lump. I can't get the metal to stay metal! What do I need to do to get the metal to flow from the drain of a makeshift crucible into the mold? I'm in Worcester, MA (Any experts nearby?). I have experience (long ago) in machine shops, know how to weld, and know ceramics. Anvilfire is a great resource! Thanks! |
| Lance McKee - Thursday, 11/15/01 01:25:21 GMT |
|
I have just found a knife site which had a damascus blade created by the process of explosion welding. Could you please help me out with an explination of this process? I have been trying to perfect damascus for a while and would like to try this form out for a go. Thanks in advance, Mark. |
| Mark - Thursday, 11/15/01 02:03:40 GMT |
|
hi, has anyone heard of a boarder pike,, it was used to keep people back in the civil war from getting on the boat,, it is a wooden stick, with the metal part on the end,, not sharp, but enough to keep them from getting on the boats, thanks, sheree, |
| sheree - Thursday, 11/15/01 02:13:14 GMT |
|
Ball peens. Just a quick response regarding those half-prolate (kinda pointy) peens. I saved out one for the shop. They can be handy for pulling side scarfs for a T-weld, and other things, and so forth, and so on. Look funny, though. |
| Frank Turley - Thursday, 11/15/01 03:23:23 GMT |
|
Funky Metal Lance, I'd say that you didn't have brass or bronze but something that was plated such as zinc or lead. What are you melting in? Before you pour the metal you need to "calcine" the molds. This is heating the mold to about 1,100°F to drive out all the water. You can bake them in the kitchen oven to start but takes much higher temperature to pour copper aloys. It is also best to pour the metal while the mold is still hot. This assures there is no water AND helps the metal to flow into details. When melting most metals a flux or deoxidizer is used to clean up the metal before pouring. |
| - guru - Thursday, 11/15/01 03:59:34 GMT |
|
Explosive Welding: Clean metal, high explosives, licenses and high degree of skill and training needed. Forget it. |
| - guru - Thursday, 11/15/01 04:04:31 GMT |
|
Boarding Pike: Sheree, Boarding pikes are used to hook onto the boat or ship being boarded. The end is a hook but sometimes also pointed. This extended hand hold is used to pull the usualy smaller boat up against the larger until they could be tied together. It is not primarily a weapon. |
| - guru - Thursday, 11/15/01 04:10:44 GMT |
|
Guru, I am thinkng about switching from oxy acetylene to oxy propane. My question is this: will I need to change or replace any parts such as regulator, hoses, torch , or tips. I don't do any gas welding anymore ,just heating and some cutting. pro's anc con's appreciated. Thank you. Harley. |
| Harley - Thursday, 11/15/01 09:18:50 GMT |
|
Lance, Art foundries around Santa Fe usually pour silicon bronze because it melts at a lower temp than tin based bronzes. There is also less chance of blowholes. Some foundries may allow you to pick up sprue and gate cutoffs to experiment with, either free or at a slight charge. |
| Frank Turley - Thursday, 11/15/01 13:17:21 GMT |
|
got a dumb question that I'm sure has a simple answer. How are hollow castings poured. Some are pretty intricate such as cast iron radiator sections. Doesn't seem like sand cores could be used but I suspect it must be so. I can't figure how they could be supported in the center of the mold box and how would they be removed.Thanks....Bob. |
| bob - Thursday, 11/15/01 14:36:37 GMT |
|
Oxy-Propane: Harley, in most cases you need to replace the hoses. There is a grade suitable for both acetylene AND propane but the common acetylene hose is not. Most welding regulators use metal diaphrams so they should not be effected. However, for heavy heating operations you may need to go beyond the max 15 psi used for acetylene. But this is rare. For cutting you need to replace the tips. For welding (plain tips) there is no difference. However if you use rosebuds there is some difference in them. But you can try your existing tip and if is works staifactorily then keep it. For general heating oxy-propane is much quieter and gentler then oxy-acetylene. Rosebuds are much friendlier because they are not nearly so rocket-engine like. When you switch to propane you can always revert back to acetylene if need be. |
| - guru - Thursday, 11/15/01 14:53:15 GMT |
|
Lance; how are you heating the metal? What are you using for a flux? Sounds like you are burning off the zinc leaving an uncastable crud or oxidizing the Copper. I pour some brass/bronze/silver/??? so if you can give some process details I might make a better guess on what's happening and how to avoid it. Thomas |
| Thomas Powers - Thursday, 11/15/01 15:09:55 GMT |
|
Boarding Pike: The Guru is referring to a boat hook which may, indeed, be called a boarding pike in tidewater Virginia. The miltary boarding pike was a spear, either bladed or spike style, used to repell boarders in the days of wooden ships and iron men. A Confederate and a Union sample may be found at: http://www.phgsinc.com/Catalog%2037a/Cat37a.htm . There are also many examples in books devoted to Civil War and Early American naval edged weaponry, especially by Harold L. Peterson. The main distinguishing characteristics between a boarding pike and it's shoreborn multiple relatives was the lack of a butt-spike or metal cap at the back end (so as not to mar the wooden decks) and a pair of long languets running from the socket down the shaft to prevent the head from being hacked off with an opponenets cutlas or boarding axe. A sunny and lovely autumn day on the banks of the lower Potomac. Visit your National Parks: www.nps.gov (former employer of H. L. Peterson) Go viking: www.wam.umd.edu/~eowyn/Longship/ (cASE sENSITIVE) |
| Bruce Blackistone (Atli) - Thursday, 11/15/01 16:02:35 GMT |
|
Bruce, thank you for the correction on boarding pike. Hollow Castings: Bob, there are several methods. Using cores and slush casting. Large cores are supported by small pieces of metal called "chaplets" that melt into the poured metal. Chaplets are generaly punctured or expanded metal but sometimes wire or finishing nails are used. Chaplets are used in iron, steel and bronze casting. They stick out of the finished casting but are simply ground off like all the gates and risers. Sand cores are broken up and shaken out. In some cases they are blown out with compressed air of flushed out with water. In some castings the sand may remain trapped for years. I've repaired 18th century brass candle sticks that still had sand trapped in sections where it could not be removed (until broken). Plaster cores are chipped out and flushed out with water. Slush casting is not commonly done in cast iron but there is a production method called rotary casting used to make pipe. In slush casting the melted metal is poured into the mold and it is rolled around to spread the metal on the surface of the mold where it cools forming a thin layer. Extra metal may be poured out. This is most commonly done in aluminium and zinc. In most cases permanent cast iron molds are used. In rotary casting the pipe mold rotates on a machine where the metal is poured in. The mold rotates until the metal is evenly spead and cooled. In hollow brass art castings a plaster core may be made first, then it is covered with sheet wax and details worked into the wax. Nail type chaplets are then nailed into the wax and core with some length left protruding. Then the whole is covered with plaster. When the wax is burned out the many chaplets support the core and shell spacing. Where a master part is used to produce a mold, wax can be poured into the mold and poured out similar to slush molding. Then chaplets are set into the wax and mold as above but in a reverse process. Then the core is poured, wax burned out and metal poured. In the case of radiators there are two large core locations to support the cores at both ends. Radiators are generaly cast in individual sections that are bolted together. This is a relatively simple casting. Cores of this type are made of baked sand (or catalytic no-bake sand) and may have wire reinforcements. Chaplets may be used to support the weight of the core but are also used on top to prevent the core from breaking as it floats on the dense liquid metal. On short radiators there may be no need for chaplets due to the support at the large core prints. On radiators cast as one piece the molds and the cores would be made in sections and stacked as needed. In general casting is a relatively simple process. But mold and core making can be a tricky puzzel. There are many cases where complex multi-piece molds and cores are used. Complex cores may be made in several core boxes and glued together. "Loose pieces" made in core boxes may be set into the sides of molds to produce a feature that cannot be drafted and extracted in the normal manner. Both mold and pattern making is an art. The books by CW Ammen on casting and pattern making cover many complex cases as do the ASM books on casting. But every job presents new problems to the patternmaker and molder. Only through experiance do you come close to learning "all the tricks". |
| - guru - Thursday, 11/15/01 16:12:06 GMT |
|
RE: hollow castings. Thank you for taking the time to type a lenghty and excellant explanation..Bob. |
| bob - Thursday, 11/15/01 18:09:30 GMT |
|
I have just seen something called moko-game( i think that's how it is spelt) which from what I could gather is low temperature forge welding. What are they talking about here? do they weld at lower temps than white hot? |
| Mark - Thursday, 11/15/01 21:55:40 GMT |
|
Mokume-gane Mark, this is a non-ferrous process of producing laminated metals. Litteraly translated it means "wood grain". It was invented by the Japanese to use with pattern welded steels and as an art in itself. The modern technique is performed in a kiln. Copper and brass or silver and copper or many combinations of two or more metals are used. Clean plates are stacked up and tightly clamped in a fixture, then they are heated in a kiln until the lowest temperature alloy reaches the fusing temperature (just below melting). This braze welds or solders the stack together. Afterwards the stack is forged or rolled into a thinner sheet. At some point the surface is cut in various patterns to expose the different layers. Then the stack is rolled out into a uniform sheet with the different layers exposed. The final product is then used as-is for flat stock or shaped into a vessel. When final shaping is done the Mokume-gane may be chemicaly treated to enhance the difference between metals or produce desired colors. Copper can produce the widest range of colors by chemical treatment than any other metal. Mokume-gane is used for blade furniture, jewelry and decorative (raised) vessles. |
| - guru - Thursday, 11/15/01 22:28:28 GMT |
|
Guru: Somewhere there is a formula to figure out how to layout gothic style arches. I think it was in the Anvils ring or Hammers blow but I'm not sure. Have you seen anything, anywhere, that rings a bell? |
| Pete-Raven - Thursday, 11/15/01 22:41:23 GMT |
|
Hello Jock...Another anvil question...Any experience with a JHM Competitor from Jim Keith? It's a 260lb. but not sure of the details. Any input? Thanks...Gator |
| Gator - Thursday, 11/15/01 22:52:48 GMT |
|
Arches Pete, My daughter has my Architectural Graphic Standards book which is where I would normally go for this. SO, I looked in my old 1916 Websters dictionary. 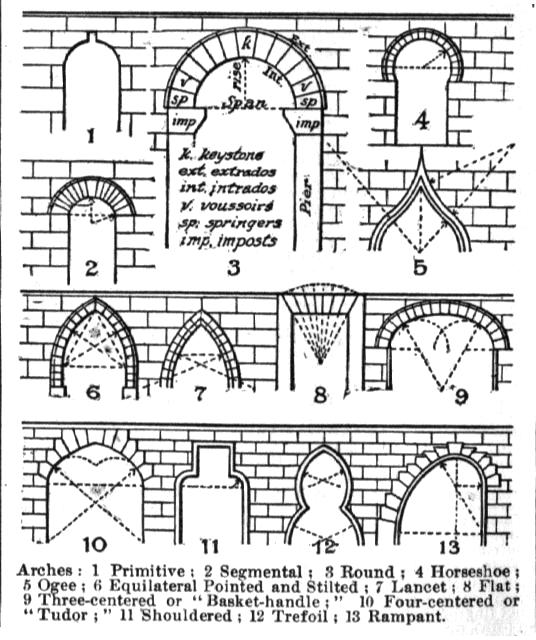 They show two types of Gothic Arch. The equalateral and the lancet. The lancet was popular in Gothic England.
The equalateral is simply laid out with a compass set to the width of the doorway.
The lancet is laid out with the center of the compass outside the doorway (set to a width greater than 1).
My rough measurment of this greatly enlarged illustration indicated that the arc is probably the ratio of the golden mean (1:1.6180339. . .).
My handbook of ornament under geometry only shows the equalteral method under gothic tracery. They show two types of Gothic Arch. The equalateral and the lancet. The lancet was popular in Gothic England.
The equalateral is simply laid out with a compass set to the width of the doorway.
The lancet is laid out with the center of the compass outside the doorway (set to a width greater than 1).
My rough measurment of this greatly enlarged illustration indicated that the arc is probably the ratio of the golden mean (1:1.6180339. . .).
My handbook of ornament under geometry only shows the equalteral method under gothic tracery.
|
| - guru - Friday, 11/16/01 00:06:32 GMT |
|
my name is terry I live in kentucky I bought a lehmann hydratrol lathe model 22 serial 5412 22" swing 48" between centers it has a hydraulic pump on it its my guess this lubricates the bearings but my question is does this pump operate a clutch of some sort not up to par on this lathe seeing it was before my time if this pump is for lubricating bearings only does it need to run all the time or just turn it on every now and again to lubricate bearings this lathe was made in 1942 if that helps thank you |
| terry wells - Friday, 11/16/01 00:39:18 GMT |
|
JHM Competitor: Gator, I believe that is a farriers anvil. See my response from the archives. May 2001 Week 2 I tried to find a picture of one on the web but was sent to generic catalog at horseshoers.com which had no images or specs. . . DUMB! Got the same lack of information from anvilbrand. . . |
| - guru - Friday, 11/16/01 00:43:18 GMT |
|
Pleasant surprise when I clicked on the arches! Thanks |
| Pete-Raven - Friday, 11/16/01 02:56:48 GMT |
|
Guru, I have recently aquired 2 tongs at an auction for my collection,I am not sure what they are used for. My quess is brake tongs for bending sheet metal. They appear to made commercially but I can't make out the markings,The handles are 24inches long and the clanps,or blades measure 18 inches,One set has a lock ring on the handle....Possible use tin roofs but its only a quess,I would appreciate any information you could throw my way... Respectfully, DICK |
| dick - Friday, 11/16/01 03:24:51 GMT |
|
Lathe Terry, I would guess that the pump does a lot more than lubricate the bearings. Just the name "Hydratrol" indicates the control mechanism may run on hydraulics. |
| - guru - Friday, 11/16/01 05:42:48 GMT |
|
Odd Tongs: Dick, These sound like raised seam or lock seam tin roofing tools but you have given us little to go on. These normally came in a pair for two different depths of bend. There was also a heavy tool with two rectangular ends and a round arched handle that was the "anvil" for making the secondary bends and locking the joint. |
| - guru - Friday, 11/16/01 05:48:30 GMT |
|
Gator, You can contact Jim Keith: jkt at plateautel.net. He's in Tucumcari, New Mexico, P.O.Box 36. Zip 88401. |
| Frank Turley - Friday, 11/16/01 05:56:25 GMT |
|
Guru, I believe the tongs are 2 different depths of bend as you have descibed. As usual,I think your right on the money,,,No wonder they call you Guru........ Respectfully, DICK |
| dick - Friday, 11/16/01 10:47:36 GMT |
|
Hi there. I am very interested in becoming a blacksmith but have had very little luck in finding a local teacher. Could you please let me know whereabouts I would locate someone in SOUTH AFRICA or where else I would be able to study from. I am desperate! It is truly something I want very much to do. Many thanks, and I look forward to hearing from you soon. Carla |
| Carla de Lange - Friday, 11/16/01 11:11:20 GMT |
|
South Africa: Carla, we have several regulars from South Africa that visit anvilfire but it has been a while since any have posted. Those that I can think of are knife smiths. But there are many others that read our forums and do not post questions or comments. Although there are many smiths here in the US and numerous schools, most folks still learn smithing on their own. They buy books on smithing and put together a small set of equipment. Then they proceed to learn the hard way. But this is often the best way because lessons learned hard are not easily forgotten. If they are lucky they meet other smiths in the process and exchange information about methods, contacts and suppliers. Our article on Getting Started (linked at the bottom of this page) is a suggested list of ways to learn on your own. However, there are many people that do not learn well from books or on their own and need someone to help them or show them how things are done. For those folks there is generaly much travel in learning smithing. They travel great distances to spend a few hours with a working smith and even fly overseas to spend a few days at a conference or to go to a school for a week or two. It can be an expensive education. There are schools in England and the US as well as other countries. The best list is on the ABANA web site. In the US, much of the English speaking world and developed countries apprenticeships are a thing of the past. Expect to pay for lessons. See my comments about apprenticeships in our archives from a few weeks ago (links below). This is currently the state of things in the US but may be different where you are. October 2001 Week 4 November 2001 Week 1 Post your message on our V-Hammer-In. This page is archived weekly but the Hammer-In is archived monthly so your message will be seen for a longer time. Repost your message if necessary. Someone local to you may see the message and help you find the teacher you are looking for. |
| - guru - Friday, 11/16/01 14:44:54 GMT |
|
Terry, You could have a hydraulic controlled tracer lathe. About the same era there were HYDROTELLS these were tracer-milling machines that followed a master part. They were used for production work where you need to make several of the same things. This was before CNC and they were common. They had a hydraulic valve that had a stylus on it the same size as the cutter you were using in the spindle. The stylus and the spindle were coordinated to each other so there was a one to one movement, for example if the stylus moved over 3 inches of the master part, the spindle would duplicate the movement exactly the same. You might have a lathe that was designed to use a template for turning out production lathe parts. You would cut and file a template to the exact contour you need then the lathe would faithfully reproduce it in 3D on the work. It is kinda hard to tell what you have but I have never seen a machine of any kind use a hydraulic pump for lubrication. A lube pump yes, but not a hydraulic one. |
| Wayne Parris - Friday, 11/16/01 15:02:46 GMT |
|
Automatic Machinery Hydraulic tracer mills, lathes and shapers were common until fairly recently when electronics took over. As recently as the mid 1980's folks were still buying hydraulic tracer mills. Very complicated machines to maintain. However, many of the early CNC machines were worse and most now sit on scrap piles because they were unmaintainable and also not affordably convertable to manual machines. Lubrication on lathes is generaly by manual, drip oiler or on better machines by emmersion. However, most lathes still have a great deal of manual lubrication. The biggest improvement is "one-shot" oilers on the lathe carriage. These are similar to the same oilers put on milling machine knees and tables, but both are limited to that group of parts that move together. As Wayne noted any significant hydraulic pump on a machine is probably part of the operating and control system and would need to run full time. The only other pump you will find on old machine tools is a collant circulation pump. These pump water soluable oil coolant from the sump/chip pan to a nozzel at the cutting area. My old Brown and Sharpe surface grinder has a big heavy duty pump sitting on a 20 gallon tank seperate from the grinder. On lathes these are built into or on the chip pan. |
| - guru - Friday, 11/16/01 15:31:40 GMT |
|
Hallo Guru (Mr. Guru), I was told I could find "step-by-step How to make an axe" plan at anvilfire.com ("Axe" from 24.Nov.1999) but I can't. Can you help? Thanks, Sylvia |
| Sylvia - Friday, 11/16/01 15:39:52 GMT |
|
Sylvia try the Iforge page if I remember right it is under railroad spike axe or camp axe you can use the same plans to make allmost any kind of axe just change the numbers on the stock to reflect what you want the finsh axe to look like. MP |
| MP - Friday, 11/16/01 15:56:30 GMT |
|
Gates: the book I recalled was "Decorative Ironwork" by CoSIRA (now: Rural Development Council) isbn 0-02-528470-3 South Africa wasn't there a posting about a South African JYH here or at the junkyard. The folks that did it would probably be a good place to start looking? Thomas |
| Thomas Powers - Friday, 11/16/01 17:53:55 GMT |
|
Sylvia, The axe is demo number 28 |
| Ralph - Friday, 11/16/01 18:35:17 GMT |
|
55#peter wright anvil dont know year. Going to look at it tomorrow. whats it worth in good shape? They want $125 sounds high, is it? |
| larry - Friday, 11/16/01 22:40:13 GMT |
|
That's only a little over $2/pound. Small anvils typicaly go for more per pound than bigger anvils so it's a good price. |
| - guru - Friday, 11/16/01 23:01:51 GMT |
|
|
|
|