| |
 |
|
|
|
-GURU
|
|
Tonight's demo is about swage dies and spring swages. These are primarily a power hammer tool but CAN be used on an anvil with a sledge.
Some of this is old material posted elsewhere on anvilfire and some is new. This is a carry over from a discussion in the guru's den.
Someone asked Grant Sarver for some pointers. . . His method:
1) Create the master in mild steel, copper or carbon.
2) Cut the die in a hard steel blank by EDM (Electrical Discharge Machining) using the master part.
3) Put the die in a BIG flypress and mash a hot piece of 4140 into the die, in one shot.
Since most of us don't have an EDM machine or a big flypress we will discuss other techniques.
|
|
|
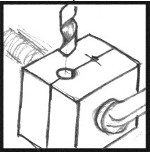
Figure 1 |
For plain round tennoning dies I prefer to drill the impression. If you start with clean cold drawn steel that has smooth surfaces and clamp the pieces tightly togeher the drilling goes smoothly.
Mild steel works fine for low use swages and dies. SAE 4140 is plenty good for daily use dies unless you are in very high production.
|
|
|

Figure 2 |
I usualy put two impressions in a block to save on materials and effort.
After drilling the die blocks they will have very sharp edges. These need to be heavily dressed or they will cause flash, rough surfaces and cold shuts.
|
|
|

Figure 3 |
File the long edges off at a 45° angle or so and then radius where they blend into the flat. Also put a heavy radius on at least one end of the hole. Sharp inside corners on tennons is bad forging practice.
|
|
|

Figure 4 |
Loose impressions will make very clean round tennons if you rotate the work. The finished size will be very close to the drilled hole size. The extra space helps reduce pinching and flash.
|
|
|
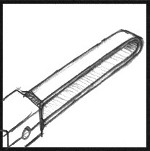
Figure 5 |
The spring in most small spring fullers is made of mild cold drawn steel. 3/16" x 1" is a good size. A piece about 25 to 30 inches long, bent around a 1" diameter bar works fine and welds easily.
|
|
-GURU
|
|
The mild steel spring can also have a "hardie" shank welded onto it. A socket made of 1-1/4" square tubing is currently a common attachment to power hammers for holding spring swages.
|
|
|

Figure 6 |
To make a double groove or "rope" die, bend and arc weld a piece of round bar as shown. For a 1/2" rope die use 1/4" mild steel bar.
The die block here has a handle welded to it. This is going to be a single sided die so now is a good time to put on the handle.
|
|
|

Figure 6b |
Then heat the die block up to a good orange heat and sink the welded bars into the die block.
This photo is from our news and was taken at an AFC convention 3 years ago. It only took a couple blows of this Kinyon style hammer to do the job.
|
|
|

Figure 6c |
This method will make a fairly sharp impression. Since the center rib will wear rapidly it would be best to make this die of 4140 but the one shown was mild steel and it made parts all weekend.
|
|
|
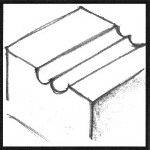
Figure 7 |
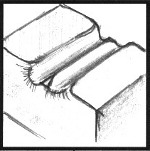
Figure 8 |
|
|
-GURU
|
|
Like our drilled die above the edges should be heavily radiused to prevent gouging the work.
|
|
|

Figure 9 |
For fancier dies like for a molding or top rail a master needs to be hand made if you want to hot sink the die. However, an alternative is to use a shaper or a milling machine to cut the impression into the die.
|
|
|
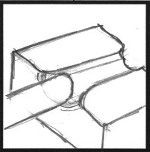
Figure 10 |
Round stock is the best (and cheapest) material to feed through this type die. The side you feed the work into needs to be opened up to nearly full height of the raw material.
|
|
|
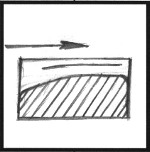
Figure 11 |
The feed side should slope and funnel into the finished impression shape. This requires a lot of hand grinding and file work. You must think about the metal flowing to the sides as well as being fed into the die.
The back side of the die should also be radiused to prevent marking the work. The "radius" should more properly be an elipse that tapers gently then tighter as it comes flush to the outside surface of the die.
|
|
|
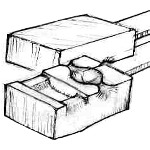
Figure 12 |
For some shapes you want two stage dies. How complicated the shape and clean an impression you need determines if you need a two step die.
|
|
|
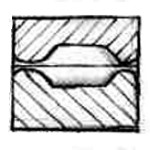
Figure 13 |
In this die the first impression does the rough necking and blocking out of the stock. A few blows on two axiis and you move to the next impression. However, if you rotated the work in this section the work would eventualy become round and smooth.
|
|
|
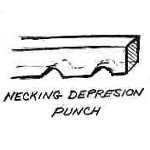
Figure 14 |
To hot sink this section you make this die from a piece of rectangular mild steel bar stock.
|
|
|

Figure 15 |

Figure 16 |
|
|
-GURU
|
|
the finishing section is hemispherical (in each side) and has smooth "stem" areas. The hemisherical depressions can be made individualy with a round punch OR a finished master can be used to make both top and bottom at once. Lathe turned parts can be used to create delicately moulded shapes.
|
|
|
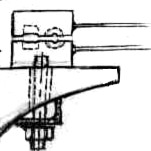
Figure 17 |
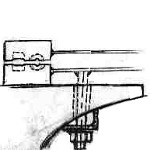
Figure 18 |
|
|
-GURU
|
|
Figure 17 is from a drawing I posted a number of years ago. However, IF this type of die is to be used on an anvil using sledges it DOES NOT want to be over the hardie hole. Arrange to have it over the body of the anvil like in figure 18.
|
|
-GURU
|
|
Questions, Comments?
|
|
Paw Paw
|
|
Looks good, as usual, Jock!
|
|
mike-hr
|
|
what do you feed the 1/2" rope die?
|
|
-GURU
|
|
Rope dies. . 1/2" round bar on three or four equal distant sides, then twist it.
|
|
brogan
|
|
nice demo.. I love making tools!
|
|
Ntech
|
|
Good subject, nice demo, thanks
|
|
-GURU
|
|
MILD STEEL DIES: An 8" deep die for making top rail out of 1-1/4" round bar (similar to above) was made of mild steel. Some 200 feet of rail was produced from the die on a 300 pound Bradly hammer. Die wear was not a problem. Getting long heats and keeping the rail straight was a problem, but not die wear.
|
|
mike-hr
|
|
i tried to make a die that you put in 1/2" round bar, and it comes out 3/8" round with a 1/2" ball on the end, the 3/8" hole kept making chaff, should i fuller the bar down first?
|
|
-GURU
|
|
Mike, that sounds like the die has too sharp of edges or is too narrow. Open it up, just don't make it deeper. If you rotate the work a wide opening will make a narrow neck the diameter of the vertical gap in the dies.
|
|
mike-hr
|
|
thanks, Guru, very helpful demo!
|
|
-GURU
|
|
MILD STEEL DIES 2: Several thousand claw foot furniture feet have been made in a mild steel die. The feet are blanked out by a machine plasma torch from 1/2" plate. When at a forging heat they are given one sideways blow to upset them a little AND knock off the scale. THEN they are put into the die impression.
Scale makes rough work AND wears dies. Knocking off the scale before putting the work in a die increases the die life. In industrial forging dies are often swept out after each part and then lubricated.
|
|