| |
 |
|
|
|
- GURU
|
|
Tonights demo, is about forge welding. This is part one of two. The second part will be about forge welded joint design.
The photo above is of Jerry Darnnel of NC doing a forge weld using E-Z weld. E-Z has powdered iron in it and makes the spray of fine sparks above. Plain flux does not make such a fine spray.
|
|
|
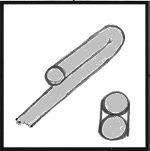
Figure 2 |

Figure 3 |
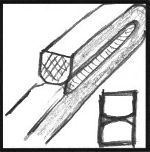
Figure 4 |
|
- GURU
|
|
The easiest welds to make when learning are "faggot" welds. The term comes from the bundles of sticks used for fire wood know as faggots. These are either bundles of bar or the bar bent back on itself.
The simple faggot weld in round stock bent back on itself is the easiest to practice and learn to judge the welding heat.
|
|
|

Figure 5 |

Figure 6 |

Figure 7 |
|
- GURU
|
|
Almost all other welds need to be "scarfed". The scarf consists of an upset, a tapered end and a convex surface. In plain bar or attaching an end to a bar the scarfs match as shown.
|
|
|

Figure 9 |
The upset is important because when welding the stock is reduced in size at the weld.
In order to have a strong, smooth uniform joint you do not want a reduction in size.
|
|
|

Figure 8 |
The curvature of the surfaces insures that the molten scale and flux can squeeze out of the joint.
The tapers create smooth termination of the weld edges.
|
|
|

Figure 10 |
When making a weld in two seperate pieces the "dropped tongs method" is used.
To prevent cooling of the weld the smaller "loose" piece is held by the larger piece that will continue to have tongs on it as shown above.
Its important to have the parts OFF the surface of the cold anvil while droping the tongs and picking up your hammer.
Just before making the weld the parts are flattened on the anvil.
This is one of those tasks that is good to practice with colds steel.
Do it over and over cold.
Then when doing it hot you will be ready.
|
|
|

Figure 11 |
The first blow is critical. In our excitement and hurry to make the weld we often hit it TOO hard. This often blows all the flux and the molten surface out of the joint resulting in a failed weld. The first plow should be firm but not full force. Some smiths use a lighter than normal hammer when forge welding to help prevent hitting too hard.
The next blows should be just hard enough to close the joint.
Immediately afterward you can increase the force of the blows to finish the forging the joint.
|
|
|

Figure 12 |
Before finishing the joint to size take a quick look. If the thin edges are darkened from cooling then they are not joined. Apply more flux and take another heat make sure the edges are finished.
|
|
|

Figure 13 |
Finish the joint to size with the residual heat.
Many smiths recommend any further forging of welded areas at welding heat.
However, if you have a good joint and you haven't damaged the steel this should not be necessary.
|
|
|

Figure 14 |
There are numerous ways to apply flux and a variety of fluxes to use.
The most common flux is plain borax.
Then you can use anhydrous borax (has the water cooked out).
You can also mix some sal ammoniac with anhydrous borax.
For welding high alloy steels as in making Damascus about 10% ground flourite (flourspar) is used.
Commercial fluxes have other compounds and some such as EZweld have powdered iron in them.
Do not use those with powdered iron for welding laminated steel (Damascus) as this becomes a "forign" ingrediant in the laminate.
|
|
- GURU
|
|
One of the best ways to add flux in the fire is to use a tool with a bent pointed end.
It is heated then dipped in the flux.
When it is holding as much flux as it can, it is put over the part in the fire where the heat makes it more fluid and it drips on the part.
This lets you add flux without removing the part from the fire where is will both oxidize and cool.
|
|
- GURU
|
|
Before applying the flux the scale should be knocked off the part.
This can be done by heating the part and giving it a few taps to knock off the scale or via using a wire brush.
Experianced smiths just flux immediately after scarfing (as the loose scale should have been knocked off by forging) but when starting out you probably need to wire brush.
|
|
|
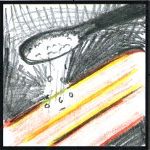
Figure 15 |
Flux can also be sprinkled on with a small long handled spoon.
This tool is often a first forging project.
A tool with the point on one end and a spoon on the other is handy.
Just be sure to remember which end was in the fire last!
|
|
|

Figure 16 |
Common borax has 10 water molecules per each borax in a crystal.
This steams off when heated.
In the process the borax expands curls and does a little dance before it is dry enough to melt and wet the surface of the steel.
Some of us just put up with it (I do) while others purchase or make anhydrous borax.
Anhydrous borax is used in ceramic glazes and is available from ceramic suppliers.
|
|
|

Figure 17 |
Judging the proper temperature is the hard part. . .
Bill Epps has discribed it as the color of melted butter.
White hot is TOO hot and the flux will have boiled off and the steel will be sparking vigorously.
For mild steel the proper welding heat will have a few sparks or none at all.
For wrought or pure iron it is hotter and there can be quite a few sparks.
As the carbon content increases the forge welding temperature DECREASES.
By as much as 300-400°F.
Under the right circumstances it can be over a 1000°F lower than the melting point but this is not the normal situation when forge welding.
|
|
- GURU
|
|
One way to judge the temperature is to touch the piece with a slim pointed piece or iron/steel.
The flux applying point discribed above also works for this.
When the point, which reaches welding temperature almost immediately is touched to the surface of the heated piece it should stick and need to be twisted off. .
Then you KNOW you have welding heat.
|
|
- GURU
|
|
Frank Turley tells his students to make at least one forge weld every day before shutting down the forge. When you get good at the simple faggot welds practice some more difficult.
Practice, practice, practice is the only way to get good at forge welding.
|
|
- GURU
|
|
Questions, Comments?
|
|
Sleepingbear
|
|
How do you make anhydrous borax?
|
|
- GURU
|
|
Anhydrous borax is made by cooking the borax to remove the water.
You can cook it at 300°F in an oven.
This makes partialy dehyrdated borax which works pretty good.
OR you can cook it in the forge until it melts, then let it cool and then grind it up.
With this method you have to be careful about what you melt it in because the borax will disolve almost anything.
Most folks use an iron pot and take their losses on the pot.
|
|
NTECH
|
|
Very nice demo Jock, Thanks
|
|
- BILL EPPS
|
|
I would mention that you do your welding in the neutral layer of the fire, not deep in the Oxydizing layer of the fire.
|
|
- SHARON
|
|
Jock are you doing your own drawings? They are really nice. Just wondered :)
|
|
- GURU
|
|
Yes Sharon, I make all my own drawings. Thanks!
|
|
Jim Carothers
|
|
Guru: a good practice weld is making links for a chain. 7" of 3/8" round works OK for me.
|
|
R. Guess
|
|
Guru.. good demo. I learned some things tonight.
Thanks. I really have a hard time welding mild steel to itself to make a poker, but a 19 layer stack of bandsaw blade and mild steel seems easy.
Your demo definately gave me some things to work on.
|
|
- GURU
|
|
Bill, We need to get into more details about forge welding in different forges. I was trying to be kind of general in this one.
|
|
Ntech
|
|
Can a forge weld be X-rayed to find defects in the weld?
|
|
- GURU
|
|
Yes you can x-ray forge welds. The flux and scale inclusions show up just like any other weld.
|
|
|
|
you did a real good job of it Jock
|
|
- GURU
|
|
Randall, The welding temperature for the closed stack is a lot lower than for the open joint. The stack protects the surface and nearly clean metal is what is being joined.
|
|
- GURU
|
|
IRON Fillings: NO, you cannot use them from a grinder. Most of what you clean up from under a grinder is grinding wheel and oxidized iron.
|
|
R. Guesss
|
|
Guru..I suppose the mass of the stack also holds the heat better?
|
|
- GURU
|
|
STACK: Yes, the stack holds the heat AND it is usualy larger. You will find that large pieces (like making an anvil) are much easier to weld because they hold the heat so long. Little pieces where you have to work VERY fast.
|
|
Welding Part II With additional commentary by Frank Turley
|
