|
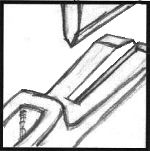
Claw and Plain Hammers
Demonstration by Jock Dempsey April 18, 2001 | |||
|
|
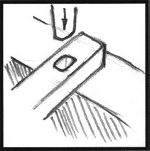
Claw and Plain Hammers
Demonstration by Jock Dempsey April 18, 2001 | |||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
iForge is an Andrew Hooper Production
HTML
Copyright
©
2000 Jock Dempsey, www.anvilfire.com
Webmaster email: webmaster@anvilfire.com
![]()