| WELCOME to the anvilfire Guru's Den - V. 3.0 |
|
THIS is a forum for questions and answers about blacksmithing and general metalworking. Ask the Guru any reasonable question and he or one of his helpers will answer your question, find someone that can, OR research the question for you. This is an archive of posts from may 17 - 22, 2006 on the Guru's Den |
|
|
|
Dear Guru, Hello, I am a potter annd have read and heard a bit about this stuff called ITC. I will probably get some soon for rebuilding some of my kilns since they are all old and decrepid. However, I am writing to you due to a friend of mine that races cars. They are always trying to innovate and come up with things to give them more power or speed. He was telling me about gettin his exhaust manififold ceramic coated to insulate it and contain the heat. I instantly thought od ITC but having not ever working with it or even seeing it wondered if it is too fragile for that or could it possibly work. Would we coat it then bake it in the kiln? Would it last or would it vibrate off after one use? Getting the manifold ceramic coated is quite expensive. If this worked he could save a lot of money and put it to use on other things. This is just a hobby for him. Maybe it is a breakthrough though. What do you think? Thanks. Craig the Clayman | |||||||||||||||||||||||||||||||||||||||||||||
| clayman - Tuesday, 05/23/06 02:13:01 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
VICopper; Codswallop: You mean like his FAQ at: http://www.livesteelarmor.com/fag.html ? The frustrating thing is that the man is not without talent, but once he has a notion in his head, it seems to be set in concrete and he'll defend it with far more tenacity than it deserves. I guess you just can't "prove" him "wrong." He'll also jump into your forum and start a flame war in unyielding defense of his worldview of arms and armor, using up mucho bandwidth, so maybe we should drop it before he notices. No use poking your finger at a possum, you'll only get bit. Another clear, cool day on the banks of the Potomac. Visit your National Parks: www.nps.gov Go viking: www.longshipco.org | |||||||||||||||||||||||||||||||||||||||||||||
| Bruce Blackistone (Atli) - Tuesday, 05/23/06 08:18:41 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
About spring straightening cold, etc., it reminded me of some old shop sayings I have run across over the years.
| |||||||||||||||||||||||||||||||||||||||||||||
| Frank Turley - Tuesday, 05/23/06 08:25:06 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
I'm looking for some advice on knife forging: Every time I forge the edge bevel of a knife, the blade curves backwards. Is there a way to prevent this short of peening down the spine of the blade and drawing it out to offset the surface area increase of the bevel? I don't want to do that because it will decrease the thickness of the blade.. Thanks | |||||||||||||||||||||||||||||||||||||||||||||
| - Kazrian - Tuesday, 05/23/06 09:59:51 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Karrian, On single edged blades the first step is to bend the blade opposite of the direction it curves when you thin the edge. This is normal forging procedure for all single edged blades. On a double edged or diamond section blade the forging of both sides equalizes the distortion. Bladesmiths also prefer hammers with a square face for working edges as it works the edge in the taper direction more than in the long direction. Using the lengthening from tapering one side Uri Hofi forges complete circles from flat bar (as small as 4"). | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Tuesday, 05/23/06 10:36:11 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
ITC on Auto Parts: Generally this is not a good application of ITC products. They are designed primarily to go over refractories and the one product designed for metal is a high temperature protectant. This is "high temperature" as in refractory temperatures. The ceramic coatings put on auto parts are the same as the ceramic "enameling" on stoves, washing machines and other appliances. It is a relatively low temperature material compared to the ITC line. It MIGHT be benificial to coat the interior of an auto exhust with ITC-213 but the surface must be very clean to start for it to stick. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Tuesday, 05/23/06 10:48:55 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Welding on a NUT: I have found this to be the best method of extracting many fasteners. This works especially well on things where the bolt head has been rounded. Using a much larger nut gives a stronger grip for the wrench and the fastener is either going to break or come out. Removing broken fasteners: Most people get in a hurry and make a mess of things. You need to try to create a flat surface to start, then find the center and mark it. Use a drill near the tap drill size so that all that is left is a thin shell or just the threads of the part. Then it usualy can be colapased and fished out. Run a tap through the hole to clean up. broken taps and extractors: I have had my share of these and every case is different. Taps are usualy brittle enough and with the flutes can be broken into pieces. Or once a piece near the top is broken off it releases the stress and the rest can be fished out. Broken screw extractors are a huge pain and I have found that if you use the method above to drill out 99% of the fastener you do not need an extractor OR you can use one by hand. As mentioned above cyclic impart such as from a small air hammer or engraver is the first thing I try. Thousands of impacts will loosen things that no amount of force otherwise applied will move. When heat is applied it should be done logically. High Speed Steel taps and extractors do not anneal unter normal applications of heat. You are also expanding the part IN the hole. Heat the metal around the hole if possible. Bringing cast iron up to a low read heat weakens it as well as expanding it so that parts stuck in it will usualy come loose. If the fastener is stuck due to rust the heat will also reduce the rust to a non-water bearing oxide that is a smaller molecule, thus loosening the fastener. This is not recommended for all applications as applying heat in the middle of a casting can cause stresses that will produce cracks elsewhere. . . I have never failed to remove a broken tap but it has never been easy. AND, the hole often has pieces of hard steel splinters embedded in them than do not allow retaping or further taping. . . I think I have repaired more of these that were started by others than of my own screw ups. Its not that I am that good but I have patience and persistance. It is often required to drill a much larger hole removing all the bad material, taping the hole for a repair plug and then drilling and taping the repair. It is not unusual to see this on brand new one of a kind machine parts, not just old items that have been repaired. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Tuesday, 05/23/06 11:13:10 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Sledge Hammers as Anvils: Most of these are burried over half way into a stump and then in the Earth and little shows. However, those I have seen appeared to range from 15 to 20 pounds. This is also the norm for heavy sledges. Sledges HAVE been made up to 40 pounds but are very rare. 24 pounds in normally the maximum and still quite rate. This is not a great anvil but if you have absolutely NOTHING (cloths, house, shoes) then it is a big deal. The size and weight is roughly the same as many ancient and pre-historic anvils and the metal MUCH better. Still, in our modern society there are much better options. The loss in efficiency using such a small anvil is huge. Applying that energy into finding a better substitute OR earning the money to purchase a REAL anvil is better use of one's time. If you are reading this (on the Internet) then you have LOTS of other options. The only time that ancient primitive, INEFICIENT methods should be pursued is: 1) Historical studies or renactment (to prove it could be done or demonstrate the method). 2) Self satisfaction and proving you are THAT stuborn. Our modern society in North America and most of Europe, even in samll rural places, throws away more iron, steel, tools and machinery than is dreamed of by people in poor countries. To say that you cannot "find and anvil" or tools or materials usualy means you have not looked very hard or that you expect them to fall from the sky for free. I had a fellow write that my Sword Making article was WRONG because it was important to have the skills to be able to start over "from the begining". A asked "what begining"? In a possible future "post apocalyptic" world we would have more scrap than EVER. Steel would be available by the millions of tons (per person) without smelting it. The problem would not be steel or weapons but growing FOOD. Knowing how to plant and to presrve food and collect seeds for the next season. Beacause without these things you are not going to live for that next season. . . Those that would waste their time making weapons instead of farm tools would soon starve. Yes they could steal from those that DID produce food but that cycle is VERY short and soon everyone starves. Yes, you can forge iron on a rock using a stone hammer while burning dung in your forge. But WHY?. Yes, it is great to know how we started, "in the begining". But we are never going back. Knowledge and history are good to know but we must also keep in perspective where we are today. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Tuesday, 05/23/06 11:53:10 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Thanks Max will do that | |||||||||||||||||||||||||||||||||||||||||||||
| - Tyler - Tuesday, 05/23/06 12:40:15 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
I have a 1980 Pinto Wagon that I am restoring (this is not a joke)... anyway, I've modified the engine and exhaust a while ago. It has a Hooker header on it and is straight piped with a turbo type muffler. The downpipes on the header almost glow after a good run, I worry sometimes about nearby wires melting, but they are heat rated anyway. How about Kaowool? I think any interior coating of ceramics would eventually break up and clog the pipes. | |||||||||||||||||||||||||||||||||||||||||||||
| - Nippulini - Tuesday, 05/23/06 13:07:39 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Another method commonly used by blade smiths is to heat the blade and set it on the anvil with the blade edge up and tap it down straight. it's very counter intuitive that this will work without messing up the blade but it does. Post apocalyptic: when folks have complemented me on my early skills knowlege for post A use I mention that in Columbus OH where I used to live were probably more good steel shovels than in all of England in the year 1000---why would I want to forge one when I could just walk over to a garage and get a "good" one off the wall? Now do I know how much hay it takes to overwinter a cow under local conditions? How do you make cheese that will not spoil quickly? I think that one of the Connections series had an episode that discussed these matters. Thomas | |||||||||||||||||||||||||||||||||||||||||||||
| Thomas P - Tuesday, 05/23/06 14:48:22 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Back on the removing of broken taps and EZ-outs: There are a coupleof other methods that I have used at various times in the past with some success. One is to drip a couple of drops of muriatic acid in the hole, and allow it to do its work. It will work differently on thetwo differeng metals, sometimes loosiening the offending bit sufficiently to remove it. It does leave you with the attendant clean-up, so I don't use it lightly. Doesn't work overhead too well, either. (grin) For broke studs and bolts, of normal steels, (not hardened taps or extractors), I have a set of LEFT-hand thread drill bits. Use the ne that is almost the tap drill size, and most times the broken bolt or stud will back right out with the bit. This process does require that you have a decent quality keyed chuck on your reversible drill, or it will promptly loosen and drop the bit. Your denter punch mark should be as dead center as possible, too. I have about 90% success with these drills on bolts and studs. Most supply houses like MSC, Grainger and McMaster-Carr sell them. Pricey, but worth it when you need them. HF also sells them; save your money. | |||||||||||||||||||||||||||||||||||||||||||||
| vicopper - Tuesday, 05/23/06 14:53:05 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
TGN, Okay, I knew you were a half a bubble off of plumb with the stage bit, but restoring a Pinto???? (grin) Sounds like you're running more CFM through that engine than Detroit ever intended, if you're getting the headers incandescent, (even Hooker tubing headers). Sure you're not running to rich or too lean? Engines are like gas forges; any error in the mixture will result in dragon's breath. | |||||||||||||||||||||||||||||||||||||||||||||
| vicopper - Tuesday, 05/23/06 14:57:51 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Heat Shields: Nip, The way the factories do this is the best, a simple sheet metal shield between the hot part and those that need to be kept cool. The infrared heat of radiation is converted to heat of convection by the heat shield which transfers it to the surrounding air on two sides. The readiation from the heat shield is MUCH less. A double heat shield with air free to circulate will usually be no hotter than the ambient air on the far side of the second shield. When I built my protable blacksmith shop it had a big steel forge surrounded by plywood panels and the bellows. To prevent the plywood and the bellows from catching fire I used a two air gap heat shield with about 2" in each gap. The top was open surrounding the stack. The outside of the heat shield had plywood attached directly to it. Everything stayed nice and cool. . . On my big gas forge the floor sits on bar grating so the back side of the bricks can breathe and cool. To prevent the electronic controls that are mounted to the side of the forge from getting overheated there is a sheet metal shield 1" from the side of the forge and the elcetrical enclosure is 1" from that. The top and bottom are open to allow air circulation. Everything stays nice and cool. On old cars where the intake and carburettor was on the same side as the exhust they used a heat shieled with a layer of asbestoes on the hot face. Kaowool is the modern replacement but does not have the properties of pressed asbestoes and will not stay put in this kind of location. They make a Kaowool "paper" but I have no experiance with it. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Tuesday, 05/23/06 15:03:15 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Pintos: I had a 1973 Ford Pinto wagon with the German 2 liter engine and transmission. It was the BEST power plant I had experiance with to that time. When we scraped it (after a flood) it had about 250,000 miles on it and had the original clutch and the transmission was perfect. It had been driven hard by both my wife and I. The engine had 3 timing belt replacements which were normal and were never a break down. The only regular maintenance item was points (often), plugs, brakes and tightening up the carburettor which was a common vibration failure item. The Pinto engines that came after that had regular cam lubrication and wear problems failing regularly. The English versions with the 1600 cc engine were junk from the word go and people lost money on them with only a 12k warantee. However, the made decent race car engines (with lots of mods) in Formula Fords. The 2 liter Formula Fords were the fastest cars ever on many road race tracks setting records that held up for a long time. The original pinto fastback was an ugly little car but if you looked closely at the lines it was a rip off of one of the Ferraris. The difference was the Ferrari was a convertable and the Pinto had that ugly fastback to make it a four seater. The Ferrari also had about a 2" lead on the top of the hood/grill like a Mustang. Just a few inches here and there. . . I once saw a Pinto Ranchero. It had both the Pinto and Ford Ranchero logos. I called a local dealer and asked for one. He said "No such thing!" Then i saw another and another. . . A local body shop was making them from Pinto wagons. Cut the roof, move the hatch and glass up to the front of the bed and use another hatch to make the tailgate. . . They guy did a GREAT job and bought Ranchero chrome from Ford to put on them . . . fooled me! Beat the heck out of the Japanese mini-trucks of the time and at least had US body components. Which goes to show Detroit could have easily made a small truck and didn't have to be the biggest importers of forign trucks. . . | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Tuesday, 05/23/06 15:16:19 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
"Vacationing" in the 11th century gives you a fine appreciation of the 21st! :-) Not all historical (and modern) learning experiences are pleasant; nor are all of them equally valuable. Some folks built a copy of the famous schooner yacht "America" (for which the �America�s Cup� is named). They added a foot or two of freeboard (vertical height above the waterline) to her hull, and filled it with engines, freezers and all sorts of 20th century amenities. THEN they complained about her lack of speed. Well, the original was a fast vessel back in the 1850s; but when you match her against 100 years of technological change and evolution in sailing, plus you heap lots of modern baggage aboard, and it�s no wonder she was �disappointing� when it came to sailing performance. | |||||||||||||||||||||||||||||||||||||||||||||
| Bruce Blackistone (Atli) - Tuesday, 05/23/06 15:47:59 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
BROKEN EXTRACTOR Often the extractor broke because it was off center and acted as a pin lock. If so, it will NOT unscrew no matter what. Assume also that it is broken off flush with no protuding stub to weld onto anyway. Use carbide burrs and little air grinder to get a hole in center of the original hole. Oil pan bolts not too big so.....keep going with burr till most of the old bolt and/or extractor are gone. This is probably pretty well messed up by now so the key is to get the new hole BACK ON CENTER. If it gets close you might be able to work back with little masonry drills to tap drill size with drills, but likely the harder broken extractor will keep pushing a drill bit off center. Probably just work most of it out with carbide burr and then pick out the pieces. If not successful, a trip to a machine shop may be in order and a thread repair of some sort. (Try and avoid HELICOIL brand repairs. Instead use competitor versions that use standard thread on outside. The inserts are usually a little stouter.) When trying to get a broken bolt out, BE CAREFUL not to mess up the outside of it or it will just get locked in place. If you have to use an extractor, MAKE SURE THE DRILLED HOLE IS ON CENTER. Quote most dreaded when getting to work in the morning: "Broke a bolt last night. Tried to get it out myself." Some of you guys know what you are in for when you hear that. | |||||||||||||||||||||||||||||||||||||||||||||
| - Tom H - Tuesday, 05/23/06 16:14:07 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Thomas, The year I lived outside Philadelphia, I needed to buy a snow shovel after a big storm. Found out that when *everyone* wants one, there aren't so many around after all. | |||||||||||||||||||||||||||||||||||||||||||||
| Mike B - Tuesday, 05/23/06 18:01:58 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
What kind of anvils do the japanese swordsmiths use? how do i get one, also, what kind of anvil owuld a viking smith have used? and where can i get one , lol, thanks | |||||||||||||||||||||||||||||||||||||||||||||
| Cameron - Tuesday, 05/23/06 18:06:14 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Cameron, Japanese swordmaker's anvil are a large rectangular chunk of steel, they look a whole lot like european sawmaker's anvils. To get one you could go to Quad-State, I usually see around 3 of them each year for sale. Or you could buy a chunk of steel from a steel distributor and have it heat treated, or you could find a junked die from a large press and use that. Viking anvils tended toward small with a very small protrusion as horn. To get one of those you pretty well have to make it yourself. Darrell has a nice write up on their search for a replica viking anvil for the L'anse Meadows site---you might want to search it out and read it. Thomas---off camping with my forge till Monday! | |||||||||||||||||||||||||||||||||||||||||||||
| Thomas P - Tuesday, 05/23/06 19:03:27 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Japanese swordsmiths anvil: These are a rectangular block set into the ground with a couple inches exposed. Portable Viking anvils were of a stake type with single horn and no heel. This was a typical anvil shape for millinea. Size varied from 10 pounds of so to possibly 100 but iron was VERY valuable at this time. 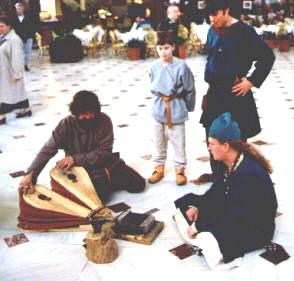

Oswulf and Cedric with Viking Forge - anvil detail | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Tuesday, 05/23/06 19:09:43 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
I have a huge and heavy anvil that has been in my possession for 20 years. I am trying to identify it... I found "UTICA" stamped in small letters on one foot. In larger numbers across the back of the base on the left is "K 355" which I think is the weight (It is a heavey monster) and on the right is stamped "A 9 5605" (the nine actually looks more like a Greek letter than an inverted six) Can you help Identify it. I am a minister who enoys old things... I live in the Bay Area on the West Coast Jim | |||||||||||||||||||||||||||||||||||||||||||||
| Jim Kraft - Tuesday, 05/23/06 20:06:34 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Ellen, Don't do it! I think Burn't Forge over reacted. You add an important Facet to this group. I did not interpert your remarks as derrogatory, I don't understand why he did. | |||||||||||||||||||||||||||||||||||||||||||||
| - John Odom - Tuesday, 05/23/06 21:38:33 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Jim Kraft: You may well have an 'oddball or orphan'. Nothing you indicated is representative of a known anvil brand - at least to me. If the 355 and A 9 5605 were on the front foot I'd suspect a Trenton or Hay-Budden. If you have the capability to do so, take good photographs of all sides (and bottom), and particularly of the markings, and send them to Richard Postman (author of Anvils in America) at 320 Fisher Court, Berring Springs, MI 49103. He is the acknowledged anvil expert. | |||||||||||||||||||||||||||||||||||||||||||||
| Ken Scharabok - Tuesday, 05/23/06 21:43:02 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
I am searching for old Grobet and Dixon catalogs. Catalogs around the 1970's would be the best for my needs. Jewelry making, casting, and maybe even dental catalogs would be a perfect hit. Thanks. | |||||||||||||||||||||||||||||||||||||||||||||
| - P Wood - Tuesday, 05/23/06 21:58:36 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
I am looking for Grobet and Dixon catalogs from the 1970's. Jewelry making tools, casting, and even dental casting catalogs would be great. Thanks | |||||||||||||||||||||||||||||||||||||||||||||
| - P Wood - Tuesday, 05/23/06 22:00:19 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
A fella here was looking for a Kohlswa anvil I just can't recollect who it was. I remember he has a worn 100 Vulcan anvil. There is a nice 102 lb Kohlswa anvil listed on ebay #6282939495. | |||||||||||||||||||||||||||||||||||||||||||||
| - Burnt Forge - Tuesday, 05/23/06 23:35:28 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Ellen I am sorry and I know you have contributed so much to this forum. I would personally like to see you remain here. If I took what you said the wrong way I am Sorry. | |||||||||||||||||||||||||||||||||||||||||||||
| - Burnt Forge - Tuesday, 05/23/06 23:49:05 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Guru, funny you should mention the Pinto/Ranchero, I threw that idea around in my head a few years back. The downside is that the Pinto is a unibody typr car, no frame. So when you make the first cut in the roof, the whole body will sag and eventually break (or so I've been told). Prior to any body work, I am supposed to weld secions of C channel around the undercarriage to stiffen up the body. I may just opt for turning it into a mini hearse. I even have the side panels with the moon windows! Check it out: http://www.greatnippulini.com/pinto.html let me know what you think. | |||||||||||||||||||||||||||||||||||||||||||||
| - Nippulini - Wednesday, 05/24/06 08:10:25 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
By the way, Ellen, please don't leave us! | |||||||||||||||||||||||||||||||||||||||||||||
| - Nippulini - Wednesday, 05/24/06 08:18:06 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Ellen: Your call, but I do hope that doesn't mean you will also leave the forum as I enjoy your participation. On the SOF&A air hammer. It is now obvious it is underweight. 710 pounds scaled. Someone at the Anvilfire Hammer-in mentioned filling the rear column with spent steel shot. Does anyone have access to a supply who would be willing to sell me enough to fill shaft with delivery via priority mail flat rate boxes? Column is 6" x 6" x 6' so roughly 2600 cu in. A PMFR box will hold about 500 cu in, so would involve some six boxes. A user report on the SOF&A hammer. Two axioms: 1. Like farm machinery, expect to spend more time on maintenance than usage. 2. If it can come loose, it will come loose. See item #1. Am using blue lock tight. Noisy bugger. Purchased ear protection. Quieted down hammer (at least to me - neighbors may think otherwise). When I used the crosspeen with the ear muffs it was about like hitting soft plastic though. Hammer is walking on me. Will try making an angle iron frame to hold bottom plate (which now has 1/2" pad under it). Figure angle iron will be easier to bolt to concrete floor than through the bottom plate. Changed the 2" x 2" x 5" 4140 oil quenched flat dies for 1 3/4" x 2" x 4" BigBlu combo dies (same metal and hardening). Nice dies, but just seem a tad too narrow on length, particularly on the drawing portion. Another inch on length would be great. The 110v compressor simply wasn't enough to make the hammer even marginally efficient. Parted it out and purchased a Harbor Freight 70 gallon 220v compressor. 12.8 cfm at 90 psi. 110v 3.5 hp one put out maybe 3.5 cfm at 90 psi. BIG (OK HUGE) difference. Compressor was some $400 - about the price of better 110v models. Made the mistake of putting an oiler on it. Oil shoots out of the foot valve. Drain remaining oil. I can put in a pop-in connector before the trap/oiler so I can have the option to run the hammer and/or air tools in the future. I will admit I have been test driving hammer at about 100 miles an hour drawing out and shaping 2" wide tapered tool steel. Hammer is a prototype design. Lessons learned on these will be worked into their next workshop. | |||||||||||||||||||||||||||||||||||||||||||||
| Ken Scharabok - Wednesday, 05/24/06 09:15:41 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Dixon Catalogs: P. Wood. I found several good copies on the bookfinder.com site. The two I bought was a 1926 hard copy and a later optical catalog that was soft bound. The old hard bound catalog had practically every tool Dixon ever carried. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Wednesday, 05/24/06 09:15:53 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Hammer Problems: Ken, the hammer walking can be a combination of things. Anvil mass being one. Note that adding weight to the hollow frame helps but is not the cure. Filling that hollow body with sand will kill a lot of the noise and add some mass without searching for hard to find and transport materials. You can add mass to the anvil by welding heavy bar to the outside. Try to distribute it around the anvil equally. The return stroke cushioning of the hammer can be a serious problem. The air valving MUST stop the up stroke. The internal cylinder cushion is for emergency over travel only, not repeat use with a heavy mass. Most of these cylinders are not designed for the kind of inertia loads that a hammer puts on them. Folks like BigBLU and Phoenix hammers use special cylinders made specificaly for them. If the hammer is continously hitting the top stop (rubber pad or spring) then it is not properly setup. Striking to top stop will make the hammer walk and eventually something will break. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Wednesday, 05/24/06 09:45:50 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Viking Anvil: Added a detail image to the post above. The photos of the "Vikings" are from our News Edition 10 page 11. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Wednesday, 05/24/06 10:36:34 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Frank: >"Don't hit hardened steel with hardened steel." * >"Make sure your cutting tool is harder than what you're cutting." >"Cold blacksmiths wet their beds at night." >"Don't talk to a person who's taking a welding heat." >"Don't forge weld with a horse on the floor." May I add these to Uncle Atli's Very Thin Book of Wisdom, attributed to you? Viking Anvils: Some more good information: Lessons form the Viking Age by Darrell Markewitz- http://www.warehamforge.ca/neleson1.html ...and my brief review of Viking Blacksmithing (Check the drawing in Part IV for anvils)at: http://members.ttlc.net/~tyrell/Viking1.htm Cool and bright on the banks of the Potomac. We actually had a spring this year, instead of jumping right into summer as usual. Visit your National Parks: www.nps.gov Go viking: www.longshipco.org | |||||||||||||||||||||||||||||||||||||||||||||
| Bruce Blackistone (Atli) - Wednesday, 05/24/06 11:15:59 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
I have been wanting to get started with blacksmithing as a hobby. I am fifteen and don't have enough money to by a two hundred doller anvil. so my question is, How do I get a fire hot enough to melt the mettle and what do I use to hold it when it melts? I understand that I know very little about this subject but I cant start by beeting on sement and other surfaces I have tryed and without a large hunk of mettle to beat on (which is all I want) and practice on a book will do me little good. I have tried beeting on all sorts of things but if I can just make one it doesn't have to be anything but a flat surface for now. If you will help it will be appreciated thanks. | |||||||||||||||||||||||||||||||||||||||||||||
| - Thomas - Wednesday, 05/24/06 12:14:35 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
I just read you guid lines, so as I told you I am 15. I live in south texas and have no expierience. I became interested in blacksmithing through history class (I am homeschooled) and have been just building firse and beating on steel rods since, recently I have decided to try and actualy learn but I have little money to spend (I have on job and no alowence) | |||||||||||||||||||||||||||||||||||||||||||||
| - Thomas - Wednesday, 05/24/06 12:35:46 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Thomas, if you mean melt the steel, then I wouldn't worry much about melting it.First read the "Getting Started in Blacksmithing" article on anvilfire. Next, you need to make a forge. Lots of things do well for a forge. I am working on one from an old car wheel. Look online for plans for a break drum forge, or find something else you can use and make it without any plans. I know a person who made a forge with no welding, so it is possible without a welder if you don't have one. As for your question, you get the fire hot enough byt attaching a blower to the bottom (or side) of the forge. You hold the metal with tongs, which will probably be your first project. There are many plans for tongs online if you care to look. My first pair was made from re-bar. Your anvil can be of many things. RR rail, large chunks of steel, an old torque converter was used once, etc. All you have to do is look around junk yards for something that is of appropriate size. As for metal to beat on, again look at junk yards for leaf springs, find some RR spikes, old metal files do well also. I hope this helps somewhat, and good luck on your new hobby! ---Rob | |||||||||||||||||||||||||||||||||||||||||||||
| - Rob - Wednesday, 05/24/06 12:47:43 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Homeschooled, are you? I was homeschooled from 4th grade on. Loved it for the fact that it gave me so much spare time. You should have a bit of an advantage over other kids your age, then? | |||||||||||||||||||||||||||||||||||||||||||||
| - Rob - Wednesday, 05/24/06 12:51:16 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
I also have to say: Ellen, please don't leave us! | |||||||||||||||||||||||||||||||||||||||||||||
| - Rob - Wednesday, 05/24/06 13:00:22 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Thomas, The basics: 1) The fire's temperature is increased by blowing air on it. This requires a bellows, or fan. There are many types that will work. 2) The fuel must be relatively high energy (carbon or hydro carbon). Charcoal and coal are recommended. Charcoal should be the "real" stuff, cooked down wood. You can scrounge charcoal from old wood fires or purchase it from many suppliers. 3) You need a flat work surface, preferably steel. Concrete is dangerous as it spalls (parts explode off) from heat. Granite was the stone used for anvils. A scrap from a monument maker or stone cutter (Tombstones) will do for primitive smithing. However, stone anvils pretty much stopped being used after the Bronze Age. 4) Tongs are used to hold hot work. Channel lock pliers and Vise grips can substitute. However, they should never be left clamped to the work. They also do not grip the work as safely as real tongs. The thing to do is to convince your parents that blacksmithing is a good learning experiance and to help fund your endeavors. We have many engineers, metallurgists and others that do blacksmithing as an educational hobby. Blacksmithing is where the industrial revolution started and it is still an important industry. If you study the technology and study the suggestions for setting up on the cheap you can do a lot for very little. However there are some very important things you need. 1) Safety glasses. ($4 to $18) 2) A good safe pair of tongs or two. (~ $24 ea). The rest can be scrounged, built or may be found in your home shop. Suitable pieces of iron for an anvil or even a REAL anvil can be found for less than $50. Have you told ALL your relatives you are interested in blacksmithing? Do you even KNOW all your distant Aunts, Uncles and such? One of them just MIGHT have an anvil hiding in a barn, garage or basement. Look up local machine shops. One may have a hunk of steel suitable to be an anvil. They may also be willing to help a young man afford that piece of iron. Most machine shops have lots of crappy jobs that need to be done. Sorting hardware by size, cleaning old machines. . . you never know. STUDYING a book WILL do you a lot of good. Although "The Art of Blacksmithing" is no longer the best book on the subject it is good and it currently is cheap (about $15). There are also some books on-line at England's Countryside Agency. See our book review page. Good luck. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Wednesday, 05/24/06 13:09:59 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Viking Anvils: As Darrell Markewitz pointed out there is little to go by, shapes were simple and iron was dear. The interesting thing about the replica anvil is that it is very similar to a 19th century tinner's anvil (comparison below), which is also very close to the shape of the hornless stake anvil shown in Atli's article.  Reproduction Viking Anvil and late 19th Century Tinner/s anvil Cameron also asked about Japanese swordsmiths anvils. These as well are an ancient design going back to the beginning of the iron age. Due to the Eastern style of working on the ground anvils did not evolve features like Westen anvils. A lump of steel set in the ground has only one working feature, the flat face. However, swage blocks date back to the Bronze Age. The trouble with all these items is that the metal was valuable and easily recycled. Archaic tools were turned into something else as soon as their usefullness was less than scrap value. So there are very few examples and often few illustrations as well. But we do the best we can. . . | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Wednesday, 05/24/06 13:12:06 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Uncle Atli, They are in the public domain. Use the sayings, if you like them. 'Cold blacksmiths wetting'...came originally from Tom Bredlow, Tucson. | |||||||||||||||||||||||||||||||||||||||||||||
| Frank Turley - Wednesday, 05/24/06 14:23:18 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Thomas - addition to Guru's advice, invest in a good hearing protection (ear muff or ear plug type) the higher the dB (deciBell) attenuation the better. Plugs are more comfortable in hot humid weather. The old name for hearing loss from hammering on metal was 'Boiler Makers Deafness.' Happened (and still happens) too often. Don | |||||||||||||||||||||||||||||||||||||||||||||
| Don - Wednesday, 05/24/06 14:36:33 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Getting Started on a Dime: (Additon to post to Thomas). I have sympathy for those that do not have tools or the where-with-all to obtain them. But a lot can be done by scrounging and being persistant. However, first thing is that if you are old enough to take up blacksmithing as a hobby (13 or older) you are old enough for some kind of part time job. And if you have a computer and Internet connection at home to access this site then I have little sympathy for claims of poverty. The actual cash needed is very little but it IS required in our modern world. As I mentioned above, charcoal can be scrounged, it can also be made in the backyard. It is cleaner and more available than blacksmithing coal. A large bag of charcoal will last you for several months of hobby blacksmithing. You can burn wood in a forge but it makes a lot of smoke and the gases given off to make that smoke cool the fire. So, you make charcoal out of the wood first, then burn it in the forge. A bellows can be an expensive project or it can cost nothing depending on your attitude, creativity and goals. An Oriental bellows is a box with a board that is pushed back and forth as a piston. There are two intake flapper valves on the ends and one or two exhaust valves depending on the style. It can be constructed from wood, cardboard, plastic scraps. . . An old broom handle will be needed for the push rod. To build one from carboard would require some large boxes (free) and some Elmer's Glue (a couple dollars) and some box tape (the paper type is very inexpensive OR you can recycle what is on the boxes - duct tape works but is ugly and expensive). . . I would tripple wall (laminate) the normal double sided cardboard. Various electric blowers can also be used. The most applicable is a blow hair drier with the heating elements removed. Vacuume cleaner blowers have also been used but they are generally too powerful (as well as noisy). Proper forge blowers can also be bought. One of the simplest forges is the Japanese trough forge that goes with the Oriental box bellows. This is just a trough made of stacked bricks. An opening about a 1/3 brick wide is built toward the center for the air to come in. Bricks can be used for the tunnel between the forge and the bellows or a piece of pipe of some sort about 2" diameter. Bricks are not cheap but almost every brick home has a pile of leftover bricks suitable for a trough forge. Mow the neighbor's lawn for the excess bricks. . Brick yards and construction supply places ocassionaly have scrap or left over bricks. Refractory or "fire bricks" are not needed. However, a few at the hottest part of the fire will hold up better than common brick. Be sure the bricks you use are fired clay bricks, not concrete. Forges can also be literally, a hole in the ground. After a long discussion about forges a couple years ago a fellow from India sent us a photo of a "typical" Indian forge. It was a hole dug into the ground lined with clay to which was added the output form the "holy cow" to help bind the clay. A small commercial blower was used with a length of auto exhust pipe burried in the Earth. Then there is the ever popular Brake Drum Forge. These can be built with less than $20 in plumbing pieces and some scrounged parts. Anvils really need to be steel. Stone and Cast iron have been used but both break down, corners chip, the work surface becomes rough. As mentioned above if you tell EVERYONE you know and EVERY relative (some which you many not know) that you are interested in blacksmithing and looking for an anvil, you might be pleasantly surprised. Free anvils are more common than you would think. For a century RR-rail anvils have been popular but are a bad choice. They are generally underweight and very springy. People THINK RR-rail looks sort of like an anvil but the thin web makes them too light and springy. Also, if you can scrounge a piece of rail you can certainly scrounge a heavy piece of plate (2" or more). Then there are all kinds of heavy "things" that work. Forget what an anvil looks like and think "steel" and "heavy". RR-couplers have been used. Fork lift forks, old sledge hammers. . . Tongs can be made by the smith. They are a lot of work but are good practice. You do not need tongs to make tongs. If you start with a long piece of steel (about 2 feet) you can hold the cool end while you work. As you draw out the reins the piece will get longer more than doubling in length. If you make the jaws as the far ends then draw out the reins from the middle you can finish without tongs. Primitive tongs were large tweezer affairs made of wood. The hinge was thin wood or leather. They were used to hold the steel up to the part where they got hot enough to char. This is a LOT hotter than your hands can withstand. Tongs can also be bought and good ones work MUCH better than amature made. Having at LEAST one good pair of tongs as a go-by is very helpful. Other tools you will need can be bought new, used or made. Punches and cold chisels can often be found for much less than new at trade lots, flea markets or antique shops. Files and hacksaw blades need to be purchased new and are not inexpensive. A cheap source for good tools steel is big pry bars. These can be cut up and made into punches and chisels and one used will sell for the same as a single chisel but can be made into 3 or four. . . Today you can purchase little import hand grinders for very little money. I do not recommend them but ocassionaly you get one that holds up. Do not buy these on ebay or at flea markets. Buy them from a local dealer that will give you some type of warantee. Common prices are less than $15. Saftey equipment includes safety glasses with side shields, ear plugs as noted (for using that grinder and IF you have a noisy ringing anvil) and gloves. There is a lot of debate about using gloves but they ARE needed when handling stock and scrap, moving anything heavy. Most smiths prefer to hammer bare handed for better control and grip and wear a glove on their work holding or tongs hand. This is common enough that blacksmith suppliers sell lefts and rights seperately. I buy various brands like "Mule" brand with the leather fingers and palms and canvas backs and sleeves. SCROUNGING is an art. It requires alert observation, persistance and a friendly personality. Folks all over throw away a tremondous amount of "stuff" that often has possibilities, value or is in perfect condition. In much of America you can pickup slightly used lawnmowers by the dozens on spring and fall clean-up days. All that is wrong with most of them is that they will not start due to water in the gas or varnish in the carberettor from setting all winter. You can run a lawn mowing business on free lawnmowers if you are alert. OR you can "reconditon" them and sell them to make money for tools. . . Spotting the right place to find blacksmithing tools is an art that some develope to a high skill and find tools everywhere they go. Anyone can do it but you must train yourself to be alert to those possibilities. But the most important tool is still KNOWLEDGE, such as all the above. There are more books on the subject of blacksmithing than ever before and they are cheaper than typical text books. If you have little metal working knowledge I recommend starting with a book that IS a text book. Metalwork Technology and Practice. You can pick up old copies through bookfinder.com fairly cheap. The older ones are better for basics as applied to blacksmithing. However, the new editions still contain most of the old information. See our Swordmaking Resource List for information about this book and many others. See our book reviews of the other books listed as well. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Wednesday, 05/24/06 15:46:19 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Just to let you know. I built a vise stand out of available wood. 4x4 legs and one inch barn board. Two feet by two feet and bolted the vise to the top. A little light but worked well this afternoon when putting twists into stock up to 1/2 inch. For demo purposes this is a big as I will work with. Will make a bigger table for at home. Thanks for all the advise. Patrick | |||||||||||||||||||||||||||||||||||||||||||||
| Patrick - Wednesday, 05/24/06 17:45:02 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Vise stand, FWIW, I attached my 5" legvise to a 24" length of 2" pipe. That pipe is clamped into a Ridigd Tristand, The viseleg simply sits in a big block of wood thats been drilled to hold the leg. The Ridgid Tristand is widely regarded as the "only" suitable portable stand/work table for a whole lot of metalwork trades. If needed a Tristand can be staked or lagged to the floor thru its feet or jackscrewed against an overhead structure too. Its very versitale in its own right. (true, there are other brands of tripod work stands, But Ridgid seems the most popular BY FAR,,Must be a reason for it...) This set-up works real well for a portable legvise | |||||||||||||||||||||||||||||||||||||||||||||
| - Sven - Wednesday, 05/24/06 19:36:39 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Hello! Lately I�ve been restoring an old lathe(lodge & Shipley) and it's almost complete. A friend of mine told me that they sell conversion kits for transferring them from the steam engine to electric motor. He showed me it on another one of his lathes. So my question is has anyone heard of these �kits�? Or anything along the lines of running old belt run lathes? Thank you so much for all your help. Without anvilfire I would have to wait awhile before I could get an answer from my friend. P.S. Power to the HOMESCHOOLERS!!!!!!!!! 0;^) John | |||||||||||||||||||||||||||||||||||||||||||||
| - John S - Wednesday, 05/24/06 20:12:44 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Garage forge: Hello all, this is my first post, but I've read anvilfire up and down and love the site! I've got a question that is probably been asked a million times, so I have to apologize for that! I am working on putting together a little hobby forge in my garage. I've been working on my driveway up until now, but I don't like working in the rain or cold or having to move all my equipment out and then back again afterwards, so I'd like to move my forge inside my garage. I'm wondering if anyone can give me some advice on how to do this safely. How should I build a forge and smokestack that won't burn down my house? I'm thinking an insulated chimney for a fireplace, but it seems they tend to come in 7" max and from what I've been reading online, I need at least 10" - where would I get something like this? Also, should I construct a side-draft hood or an overhead hood? Any tips on properly constructing my hood? Should I get some sort of fan to suck the air out? If so, what sort of fan should I use? I appreciate any advice you can give me! If there is an answer to this somewhere already, could you point me to it? Thanks! | |||||||||||||||||||||||||||||||||||||||||||||
| Condredge - Wednesday, 05/24/06 20:26:08 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Condredge, I ran into similar problems setting up my indoor forge a couple of years ago. Like you, I couldn't find any chimney pipe big enough (I was told 12in minimum),so I went to my local heating and airconditioning fabricator. Not only could they build or order me the pipe but could also make me an overhead hood. Besides the cost, the big problem was drafting. Coal/coke doesn't make enough heat to draw properly so I was advised to incorporate a fan in the chimney to get adequate draft. Considering all this was going to cost me for what was just a hobby at the time (I'm full time now), I went a different route. I found (junkyard scrounging), a 24in exhaust fan which I mounted above my forge, I then cobbled together a hood out of some old 10in pipe I found (approx 3ft with a 45degree elbow to boot!!) and an overturned galvanized wash basin that I cut a hole in. I afixed the exhaust pipe to just below the motor on the exhaust fan and thus, not only got rid of my smoke, but also the carbon monoxide that almost did me in before I understood the importance of proper drafting. Again, remember, just below the motor, this will keep it from clogging with soot. If my description isn't clear enough, I'd be glad to send you pic's, good luck and welcome to the club! | |||||||||||||||||||||||||||||||||||||||||||||
| Thumper - Wednesday, 05/24/06 21:22:20 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Recently I've been intrigued with the idea of metallurgy and material science. Blacksmithing sounds quite interesting, but I live in a suburban area. Is it possible to forge inside a garage or some such to where the neighbor next door could not hear you? I don't think the friendly neighborhood association would look too keenly on a continous, loud, banging noise. Thanks for any and all suggestions. | |||||||||||||||||||||||||||||||||||||||||||||
| Jesse - Wednesday, 05/24/06 21:29:19 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Burntforge, I was looking at the Kohlswa.....but it went to $480.00, a bit out of my league for 100lbs of a steel whose name I can't pronounce(150lbs I'd of considered it), I'll look at the other one, maybe the collectors will miss it, thanks. Ellen, I can't find the message that's making you bail out, but hey, we're guy's, the only species on the planet that can walk effectively with their foot in their mouth, so give us a break and stick around wouldja? | |||||||||||||||||||||||||||||||||||||||||||||
| Thumper - Wednesday, 05/24/06 21:49:52 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
where would it be possible to find suppliers of post vise springs. or directions to make one? | |||||||||||||||||||||||||||||||||||||||||||||
| ken brown - Wednesday, 05/24/06 22:30:50 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
John S. they did indeed used to sell such a conversion kit, in the 1920's. But since overhead line shafting hasnt been installed new since before world war 2, I doubt you are going to find such a kit new anywhere. The most popular kit included a transmission, which was driven by an electric motor, and which in turn drove the lathe. This added a variety of speeds, which in the old line shaft system were provided by an overhead shaft with 4 or more varying size pulleys on it. I would advise you go over to www.practicalmachinist.com, and search the past posts- you will see many different adaptations of line shaft driven lathes to modern electric motors. There are some real Lodge and Shipley experts who are regulars there. | |||||||||||||||||||||||||||||||||||||||||||||
| ries - Wednesday, 05/24/06 22:40:21 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Condredge: If You can locate the forge near a window You could replace the glass with sheetmetal and run a stovepipe from a side draft hood through a hole in the sheetmetal to a verticle stack outside. A good idea suggested by John Larson is to join the pipe that goes through the wall or window to a verticle stack with a "T" and extend the bottom of the stack to the ground, sitting on some cement blocks. This is to support the verticle load and let rain water escape out the bottom instead of piping it into the garage and forge. Get the stove pipe fron a plumbing and heating suplier who sells boilers to contracters,they will have big sizes for industrial boilers. Remember that stovepipe elbows can be twisted to make any angle less than 90 degrees. Get stove pipe rather than duct as it is thicker. | |||||||||||||||||||||||||||||||||||||||||||||
| Dave Boyer - Wednesday, 05/24/06 23:04:21 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Post Vise Springs: Ken, These tools were all very similar but made by dozens of manufactures. They came in 24 sizes or more and there are early and late models with tennon holes or not respectively. Springs will vary in small details and there would be hundreds. There is no stock spring. The spring is a simple leaf spring 1/4" thick on the small to medium vises (30 to 60 pounds) and 5/16" thick on the larger sizes. Although the early springs had fine details such as chamfers, taper, flare at the bottom and edge clips they can be made without these details. In fact, mild steel suffices to make a suitable spring. As noted above the early springs had a rectangular hole for the bench bracket tennon to pass through. These springs had a very slight outward bow at this point in order to put tension on the pin that held the vise together. The spring then makes a gentle curve toward the front leg and then down to make a long "S" with more curve at the top. The spring pushes out on the bottom of the front jaw. The later model springs are identical except they have a short L shaped bend at the top to retain them under the wrap around bracket. The rest is the same. Some of the later springs are poorly made without the return curve at the bottom. These have a bad habit of digging into the front jaw and not working well. I prefer a little curve that rolls against the front jaw. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Wednesday, 05/24/06 23:23:43 EDT /FONT> | |||||||||||||||||||||||||||||||||||||||||||||
|
Rusty Post Drill Using a wire brush followed by oil worked wonders for the old anvil; now what do I do with a very rusty post drill? Gears and body are affected, and the shaft is frozen (see www.larachristi.com/drill.htm ) - do I use the same trick, along with penetrating oil for the shafts? -Thanks! | |||||||||||||||||||||||||||||||||||||||||||||
| Tim S - Wednesday, 05/24/06 23:36:52 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Lathe Conversions: Many of the overhead belt machines came from the factory with a motor mount in later years. All this did was lower the upper cone pulley to about 3 feet above the spindle. Then there was a V belt pulley and motor drive hanging off the back of the upper bracket. The whole was supported by a column off the lathe. I have one nearly completed for my old South Bend. All you need to do is match the upper cone pulley to the lineshaft speed which ranged from 500 to 800 RPM. The upper bracket is usualy pivoted so that the drive belt is tensioned by the bracket and it makes changing the belt position convienient. Sometimes the motor weight did the tensioning. However, modern motors will probably not weigh as much as the cone pulley and drive pulley. If you do not have the upper cone pulley (which is often missing) then you are in trouble. The other method of putting a drive on is to use a variable speed DC motor and use a fixed belt to the large front pulley. Note that many folks have used auto or truck transmissions for this purpose. THEY DO NOT WORK. The problem is that the shift steps for an internal combustion engine are totaly different than the geometric progression of a machine tool. Those that had gear shift drives on them had a special gear box made by ONE company, Lima. You will find Lima gear shift drives in old catalogs but they are no longer made. For a brief period they were used by machine manufactures and then sold to individuals converting old machines. They were last made in the 1950's or maybe 60's. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Wednesday, 05/24/06 23:39:53 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Hi Thumper This is another Kowlswa. The buyitnow price on ebay is $325.00 That would make the reserve less. It is 102 lb located in NY. It may be what you are looking for a less than the $480 the 100 lber sold for. Anyway hope this helps. | |||||||||||||||||||||||||||||||||||||||||||||
| - Burnt Forge - Wednesday, 05/24/06 23:46:20 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Old Post Drill Restoration: Tim, This is the same process. However, rust ruins the spindle and the column. But usualy the spindle has had some oil so it is not impossible to clean up and make usable. If the column is heavily pitted then is should be replaced with a new piece of cold drawn mild steel shafting. On running shafts, spindles and not overly rusted columns I use lots of kerosene or WD-40 and 180 grit Wet-or-dry followed by 320 grit. If the rust is not damaging it will usualy polish off. The gears on these old machines were as-cast and were rough to start with. After cleaning and painting apply a thick grease. The most problematic part is the thrust bearing. It is a ball thrust bearing at the top of the spindle. These often wear to nothing and then fall apart or the cover gets torn up and balls lost. For some machines there are stock replacements for others you can use a standard ball thrust bearing but you have to machine the thrust plate to about half thickness for the bearing to fit. If you are going to USE this tool they perform much better and are much more usable with a Jacobs drill chuck. If you add the chuck it reduces the usable space on the column. I replace the column with a piece that much longer and put an extra support near the top. Note that these machines usualy came on a mounting board with routed edges. If the board exists SAVE IT. That is part of the tool and part of its antique value. These are a great old machine and even though I have numerous drill presses and access to a milling machine I often use mine to drill holes where the feel of hand cranking and feeding are required for success. Up to about 3/8" drilling is easy. Over 1/2" you find out what Horse Power realy means. . . | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Wednesday, 05/24/06 23:55:02 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Shop Noise: Jesse, A blacksmith shop is generally much quieter than a wood working shop. Even a power hammer is not as noisy as a table saw or skill saw. However, the noises ARE different and attract attention. First, smoke is usualy the biggest problem. Coal makes viscous yellow smoke for a brief period and it smells different. Even in the North East US where every home used to be heated with tons of coal a generation ago people often complain. . If you are in a yuppie suburban neighborhood I would recommend a gas forge or burning charcoal. Anvil noise CAN BE a problem. Good steel anvils like the Kohlswa mentioned above make an ear piercing ringing that carries. There are a number of solutions. First, by putting a pad under the anvil and bolting it down tight to its stand you can reduce the noise. Often a damper made from a large speaker magnet helps reuduce the ring as well. THEN there are Fisher-Norris "Eagle" anvils. These are a steel faced cast iron anvil that does not ring. They are very quiet. However, they have not been made for over 50 years so obtaining one is not a sure thing. The most obnoxious noise is the sound of an angle grinder. This is similar to a table saw noise and there is little you can do. Sound proofing your shop is the only thing that helps. Insulation on walls, flat surfaces broken up or covered, hedges or a dense tree line. All help. AND the best thing is to be on good terms with your neighbors. Invite them over for a barbeque and blacksmith demonstration. A few gifts of hand forged hooks or a pot hanger can do wonders. Note that in some locations you may be in violation of open burning laws. However, most of those have an exception for cooking fires. Thomas Powers says he used to keep a tea pot on the forge at all times. . . If using gas or charcoal you can always keep a fork and bread for toast or a piece of meat to cook handy. . You can also have the authorities tell you that you are in violation of EPA rules when burning coal. However, their rules do not apply unless you are burning huge quantities of coal. They talk about tons per hour when you are burning maybe a ton a year. . . AND LAST. DON'T ASK. Asking about local ordinances can alert the local bureaucrats that you might be up to something. Go to the library or even the court house and research your questions so you know what the law is. But don't ask. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Thursday, 05/25/06 00:22:34 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
John S: The jackshaft between the motor and spindle can be shop built using readily available bearings and the flat belt pulleys can be made of glued up wood. The steped pulleys should be the same width & diameters as on the spindle so belt length is the same for all. The frame carrying the jackshaft gets hinged and is moved to tension the belt with a section of threaded rod. The motor mounts to the hinged frame so its belt doesn't change tension as the frame is moved. I don't know Your lathe in particular, but the jackshaft can usually be mounted behind the spindle, rather than above[safer if used without a belt guard]. This is how My Grandad rigged his South Bend. | |||||||||||||||||||||||||||||||||||||||||||||
| Dave Boyer - Thursday, 05/25/06 00:42:56 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Side draft vs. Overhead: Side draft forge "hoods" are much more efficient than overhead. The problem with overhead is that you are trying to suck up ALL the air at its opening both hot and cold. Thus a lot of the smoke just rolls out. A side draft once started has mostly hot air in it and really cooks. There is no realy good clean way to setup for forge hoods other than some that I think are possibly illegal (according to building codes). It used to be common to support a short chimney on ceiling joists or a wall bracket and run a short metal stack up to that. This reduced brick and kept the shop open. But as I said, I don't think its up to code. Note also that plain stove pipe through a window even with a metal plate is also against the code. Only class A triple wall pipe meets the code. Class A pipe starts at 10" for fireplaces and is made up to 20" in diameter. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Thursday, 05/25/06 01:28:52 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Step Pulleys: Dave, even though these LOOK like the reverse of each other they are not. They are as you said designed to be use the same belt length at every step on the same centers. To make a replacement pulley you have to start at one end, determine the belt length and then match each of the other steps via the belt length. Usually the the small end on the back shaft is larger than the small end on the spindle. This is due to limited room on the spindle and the need for better wrap and having more room on the back shaft. Seems to me one of the pairs also comes out 1:1. . . On long spans this is simple but if you put the two shafts close together then the angle change of the belt comes into play and you have to futz around with the numbers. On the normally long span the stretch in the belt takes care of small miscalculations. I don't have the numbers handy but I used to have a notebook full of step pulley pairs I had measured and calculated the ratios and nominal input speeds. It was never as simple as it would seem. In that same notebook I had calculated all the settings on a 40 turn dividing head for steps from 2 to several hundred. . . after I had finished I found the chart in MACHINERY'S HANDBOOK for a Cincinnatti Mill change gear dividing head (which is what I had). It was a good excersise. . . I thought I was recreating a missing reference. Since then I ALWAYS check MACHINERY'S first! | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Thursday, 05/25/06 02:24:37 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Condredge: A small propane forge and a non-ringing anvils (e.g., Vulcan, Fisher or Southern Crescent) would go a long ways towards not bothering your neighbors. The 110-lb Russian made anvil you can buy at Harbor Freight for $89.95 may be a more practical alternative. A bit of ring to it, but that oversized hardy hole and the bad orientation of it to deal with though. If you have a roll-up garage door, opening it perhaps about 12" should provide adequate ventilation from air intake at the bottom and an exhaust at the top. The door, being mostly closed, should dampen noise some, as well as to hide your activity. Seriously consider a carbon dioxide monitor in such a situation. However, it will only take one grumpy neighbor to complain to the homeowner's ass'n to likely get you a notice from them. You will likely then have an agrument over what is an acceptable hobby. | |||||||||||||||||||||||||||||||||||||||||||||
| Ken Scharabok - Thursday, 05/25/06 05:57:26 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
A minor correction to Ken's post. Make that a carbon monoxide detector. I was fine in my previous leaky shop, but the CO level running my propane forge in my new garage was surprising. It could easily reach over 200 ppm, if I let it. On really cold days I did as Ken suggested - lifting one door about a foot and used an exhaust fan out a window. That was plenty to bring the CO level down to 0. And now I've got the thing tuned better and know how to adjust the air so that it sometimes stays below 30 ppm without any exhausting at all. So do get a CO detector, and spend the extra few bucks to get one that shows the levels. | |||||||||||||||||||||||||||||||||||||||||||||
| Marc - Thursday, 05/25/06 08:05:46 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Thank you very much for your information on post vise springs. My vise has 4.5in. jaws. Are there any drawings of these springs in relation to their shape & installation. This vise had, what appeared to be, the end of the spring in between the sides of the bracket for the outer jaw. Nothing else. Any drawings would be greatly appreciated as I have a problem with written directions. Also, does this spring need to be tempered in any way? As you can probably discern, I am new to this vocation and can use all the help I can get. Again, thank you very much! | |||||||||||||||||||||||||||||||||||||||||||||
| ken brown - Thursday, 05/25/06 09:57:10 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Leg Vise FAQ Ken, Try our leg vise FAQ. The photos are not very close up but they show springs. If the spring is made of mild steel it does not need to be hardened or tempered. Nor should it be quenched. If the spring is made from old leaf spring it should be heated evenly and let air cool. Then reheated to a blue in case it air hardened. It is an odd fact that all steel has the same springyness. The difference between spring steel and low carbon steel is that when the spring steel is hardened and tempered it will flex much farther than non-hardened steel. However, up to that point where it bends the soft steel has the same spring force. SO. . in a long, low travel spring like a leg vise spring it does not necessarily need to be hardened. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Thursday, 05/25/06 10:20:07 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
ken brown: Go to eBay and do a search on post vise spring for an example of one. I've found (in 1/4" flat stock) 10" works for 4" jaws, 11" for 5" and 12" for 6". | |||||||||||||||||||||||||||||||||||||||||||||
| Ken Scharabok - Thursday, 05/25/06 10:22:17 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Thanks for all the help, everyone! Regarding building codes, in my city you need a permit to make *any* changes to your building, of course I've broken that one a few times already... and they don't have a permit for a forge so they'll say that it is illegal... so much for living in a "free" country! *grin* Anyhow, I'm hoping I can just get away with it, I'll use coke so the smoke won't be too bad and just do everything I can to make sure I don't burn down my house (that's what the codes are there for, but they don't think or adapt) Well, time to call around to get quotes for a stove-pipe. | |||||||||||||||||||||||||||||||||||||||||||||
| Condredge - Thursday, 05/25/06 10:28:27 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Explanation: "reheated to a blue". After a piece of steel is hardened it must be tempered. The common blacksmith practice is to use "temper colors" to determine the temperature heated. This is done by scraping, grinding, sanding or polishing off the scale then heating gently until the temper colors show. This is a fine oxide layer that forms producing different colors at different temperatures. To heat a large part evenly is difficult. For low temperatures used for minimal tempering for maximum hardness (350 to 450°F) a cooking oven can be used. Bladesmiths often use a toaster oven because they are small and comparitively inexpensive to operate. But a kitchen oven will do as well. Another way is to heat a large slab of steel to the necessary temperature by trial and error and place the part on the slab to soak up heat. You can also do it with a torch but it is difficult to heat evenly. However, for this case where you are not quenching the steel it SHOULD be OK without tempering. Tempering is just insurance. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Thursday, 05/25/06 10:32:04 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Hello Everyone I found website that sells Peddinghaus anvils (http://www.ridgid.com/Tools/Forged-Anvils/index.htm). I know the quality on a Peddinghaus is good, I was just curious as to an estimate of a price for a 220lbs anvil? -Boogerman | |||||||||||||||||||||||||||||||||||||||||||||
| - Boogerman - Thursday, 05/25/06 10:41:40 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
OLD Peddinghaus Prices: Note that Peddinghaus has been out of production for a while but is SUPPOSED to come back. . They say the line will be reduced dropping some of the small sizes. These are old prices but they were being discounted for some time. I expect the new prices to be higher.
| |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Thursday, 05/25/06 11:04:37 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Ken Scharabok. Thanks for the lead on the "orphan anvil." I will contact Richard Postman...and will check it out. I also have a Peter Wright Anvil that is set up in my shop and gets used fairly regularly. Jim Kraft | |||||||||||||||||||||||||||||||||||||||||||||
| Jim Kraft - Thursday, 05/25/06 11:28:22 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Chimney Fires? If I build a forge with an insulated stovepipe for a chimney and I use coke for my fuel, do I need to be concerned with chimney fires? If so, what precautions can I take to minimize the risk? Also, how does one go about cleaning a chimney? | |||||||||||||||||||||||||||||||||||||||||||||
| Condredge - Thursday, 05/25/06 12:38:28 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
I just got off the phone with my local Rigid dealer. He called Rigid for me to get a price on a #9. They are back ordered from Rigid through the end of the year, and the #9 is going for $1185 compared to the old price listed above by Jock of $1013 that is a pretty good $182 jump. FredlyFX http://fredlyfx.com | |||||||||||||||||||||||||||||||||||||||||||||
| FredlyFX - Thursday, 05/25/06 14:02:18 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Chimney Fires: This is not a problem with coke or charcoal. Chimney fires are the result of the heavy resins and semi-volitile products that are driven out of the fuel then condense in the cold chimney. Later a hot fire may dry and ignite the residue. With wood fires the creosote starts as a shiney coating, then it dries and flakes off like huge black potato chips. The stuff that falls accumulates and can clog a chimney or catch fire. The stuff that hangs on (most at one stage) may ignite and result in a chimney fire. Once a chimney fire starts it greatly increases the draft and even an "air tight" stove will leak, often with a whistle as air is sucked around the gaps in the gaskets or door seal. The sound is similar to that of tornado, that railroad coming through your house sound. Although an air tight stove will leak if you shut down one it greatly reduces the chimney fire but may not stop it. I have put several out by discharging a dry powder chemical fire extinguiser into the stove toward the discharge then quickly shutting the door again. The combination of extinguisher, reduced air and less draft usualy putts out the fire. If not you have a VERY serious problem. It it time to dump a bucket of sand down the chimney (from the top) and then cover it to stop the draft. Coal dust and deposits are possible problems but I doubt if a forge with generate enough to worry about. However, the smoke is acidic and eats up carbon steel. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Thursday, 05/25/06 14:13:07 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Peddinghaus prices. . . That is about a 15% increase in list price in 8 years. Steel and fuel prices have gone up more than that. A series of labor strikes and steel shortages were supposedly behind the stoping of production. But there are other factors. Ridge Tool supposedly did not want the anvil manufacturing, they only wanted the forged vises. I've felt like their silence of the production issue has been because they are looking for a buyer. You don't announce the end of a product line THEN try to sell it. . . As high as their prices are they have a long waiting list for inventory. But in this kind of industry orders in the hundreds are nothing. It takes multiple thousands to keep the plant open and make a profit. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Thursday, 05/25/06 14:28:40 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
John S - the Guru & others have covered your question nicely, but I'd like to add one minor point: Your jackshaft does not HAVE to have much of a connection to the lathe. My 1939 South Bend has the motor and jackshaft mounted on a pedestal which attaches to the floor behind the lathe. The only connections between the motor/jackshaft unit and the lathe are the belt and a toggle arm which tilts the pedestal back and forth to slack the belt for a cultch. The thing probably gave the OSHA inspector a fit, which I expect is why it was finally surplused. . . BTW: South Bend used a v-belt for the drive from the motor to the jackshaft, with a v pulley on the motor and a flat pulley on the shaft. Something to consider since pulleys in the 12" range are expensive. . . | |||||||||||||||||||||||||||||||||||||||||||||
| John Lowther - Thursday, 05/25/06 14:51:40 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Later South Bends had the same flat belt spindle but had the motor and jack shaft (with V belts) below inside the pedestle. Lots of minor changes in these years. We have two, mine is a long bed 13" built about 1915. It is the old line shaft drive type with no chip pan and the old fashioned style. What made it a "deal" when I bought it was the quick change gear box which many old lathes do not have and the complete set of attachments. Then we have a Navy WWII 16" tool room South Bend. It is well worn but has the factory taper attachment which is handy. The BEST thing we did for that lathe was buy a 6 jaw Buck chuck. The 6 jaw grip holds work of all sizes tightly and works great on thin wall tubing and hollow parts. Both lathes go down to 4 TPI (maybe one goes to 3). Very handy if you want to make replacement vise screws or complete hand made vises. A big long screw and nut are handy for wood working benches. . . | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Thursday, 05/25/06 16:41:40 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
According a just posted item on the ABANA forum Euro-style anvils were selling for about $2.00 lb at the recent Blacksmithing Ass'n of Missouri conference. One price cited was $500 for a 250 LB. I understand Tom Clark was giving a 2/1 deal on his Pakistani tongs there also. | |||||||||||||||||||||||||||||||||||||||||||||
| Ken Scharabok - Thursday, 05/25/06 18:31:32 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Pakistani Tongs: . . . well. . . When you buy tongs at what I have been told was $2.50 each by the thousand you SHOULD be able to discount them. A pair for $20 is still 100% markup. But you never know when you hear these things if they are true. AND a container load is many thousands of pairs of tongs. . . a sizable investment. I still prefer to buy American since this is one of the few things you still can. . . The regular price on the big 500# Euroanvil is $2.49/pound. and the 335# only 10 cents more. That is what small used anvils were selling for 8 years ago. It would be easy for someone doing the math in their head to miss the pennies over two bucks. . The smaller 175 pound Euroanvil is selling for $3.00/pound which is still a darn god price. Especially when you consider Frankie8acres is selling the soft Russian? anvils for $2.50/lb. on ebay . . The same price that you can buy REAL anvils new and used. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Thursday, 05/25/06 19:44:30 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Isn't turning $2.50 into $20 about a 800% mark up? I've heard the standard for a furniture store is 700% and something like 1,500% for a casket from a funeral home. | |||||||||||||||||||||||||||||||||||||||||||||
| Ken Scharabok - Thursday, 05/25/06 20:43:23 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Guru, As everyone on the site knows, I'm looking for a heavier cleaner anvil, so, how can Euroanvils be so reasonably (or cheaply), priced and do they compare favorably with American made new anvils? I understand inflation, the cost of steel, etc, but is the quality the same as a new Emerson or others? Perhaps Clinton's NAFTA and GANT agreements for "fair trade" will actually help me out for once. | |||||||||||||||||||||||||||||||||||||||||||||
| Thumper - Thursday, 05/25/06 21:06:26 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Thanks a lot for all your information. I found a piece of 1/4" flat stock, did as I was instructed, and it works fine. Again, thanks much! | |||||||||||||||||||||||||||||||||||||||||||||
| ken brown - Thursday, 05/25/06 21:13:29 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Hi Thumper The Euroanvil is a nice anvil. It is High Carbon Maganese Cast Steel. It is a bit soft, though in the low 40 rockwell range. Still very nice. Honestly is doesn't even compare in quality of an anvil made from 4142 tool steel. The Emerson is also heat treated on all surfaces for hours to get a much deeper penetration as the Euro anvil isn't. It is flame hardened on the face. It really depends on your use. It is a double horn continental pattern verses a London Pattern. Some folks prefer one style over the other. The Emerson is absolutley a superior anvil in quality. it also cost much more. The Euro anvil is more affordable. It really is up to what you can afford and style you desire. | |||||||||||||||||||||||||||||||||||||||||||||
| - Burnt Forge - Thursday, 05/25/06 21:21:16 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
re: Steel prices - yesterday's WSJ was predicting a 19% increase in retail price for the fall. We are seeing the price of scrap rise for June delivery - probably in the 5% range. | |||||||||||||||||||||||||||||||||||||||||||||
| - Gavainh - Thursday, 05/25/06 22:20:04 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Lathe Jackshaft Pulley: Jock I can't say for sure, as I havn't seen the unit since We dismantled it in '91. It presently is burried under a lot of stuff in the wood shop at this house due to insuficient shop space to set it up. [this is a 16" swing, the bed is 11'long] I don't remember how much difference there was between tension settings on the pulleys, because it used threaded rod instead of the over center lever some difference could be tolerated. The pulleys were wood, made on the 12" lathe here, but they could have been turned in place on the jackshaft with woodturning tools made from files and an improvised toolrest. The frame holding the motor and jackshaft was hinged down near the floor, I don't remember if it was atached to the base of the machine or the floor. Large diameter flat pulleys with V belts was a common practice on pumpjacks as well, there is so much area and mechanical advantage due to the diameter that the small v pulley is still where the slipage occurs.Due to the difference in diameters these puleys need to be as far apart as practical to get as much "wrap" on the small pulley as You can. | |||||||||||||||||||||||||||||||||||||||||||||
| Dave Boyer - Thursday, 05/25/06 22:59:14 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
One reason the Bronco, or Euroanvils are reasonably priced is that the factory was built by the socialist government of Czechoslovakia back when there was such a thing. So they dont have the same infrastructure costs we do here. Labor in eastern europe is also pretty cheap. And they make a lot of other stuff besides anvils- the main foundry is probably pouring millions of tons of steel, so slipping in a few hundred anvils is no big deal. Whereas somebody like Russel Jacque is making his Nimba anvil in small batches, at full price american costs. | |||||||||||||||||||||||||||||||||||||||||||||
| ries - Thursday, 05/25/06 23:49:32 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Cheap European labor. In Croatia in 1991 the average monthly income was about $250 USD. That works out to about $1.50 an hour based on 40 hrs week/50 wks a year. However, that was about twice as high as some other Eastern European countries, such as Russia. | |||||||||||||||||||||||||||||||||||||||||||||
| Ken Scharabok - Friday, 05/26/06 04:51:07 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Anvils and Goods Prices: If you buy American it is going to cost more today for most products. Heavy iron is becoming increasingly expensive due to several factors. 1) We have let both China and Europe dump steel on us until most mills went out of business. We are now forced to by Chinese steel for many applications. Steel from Venezuela is much better but we have pissed them off and we do not get steel or oil from them at this point. 2) EPA requirements. The majority of our steel industry was built for the WWII build up and shortly after. MANY MANY mills and small foundries went out of business because of clean air requirements. However, many survived and were still profitable until #1 above. 3) Labor costs. WE DO have some of the highest labor costs in the world. In exchange we used to get the best products in the world as well. The decline in US manufacturing is partialy our fault. Detroit constantly catered to the lowest common demoninator of more speed and power rather than safety and efficiency. Our tax structures hurt small manufacturers and small businesses. . and on and on. But the bottom line is people in a society where it costs $10/hour to live cannot compete head to head with those that live in a primitive society where it costs one hundredth of that. OR compete against government supported businesses OR against prison and slave labor. 4) We also have OSHA and Workman's Comp. If a US worker is injured there is excellent medical covereage. We also try to provide a generally safer work environment. This is part of a high standard of living that does not exist in many other places. We now pay more for steel than almost anywhere else in the world because we do not make it anymore. It is a National disgrace and a serious security issue. Our government has been asleep at the switch for 30 years and now I suspect it is too late to get that industry back. That said. I also know that for pennies more or the same price the Euroanvil could be a better product. However, anvils are still a low production nuisance product to almost every foundry where they are made. This is largely due to the fact that due to the pressures above most foundries are very large operations. To stay in production and keep quality up Euroanvils has changed foundries within Czechoslovakia several times. SO. . If you want a top quality anvil made of a carefully controlled alloy, scientificaly heat treated and made by craftspeople who CARE about the product they make, buy American. It will cost you more but you largely get what you pay for. It would be great if we still made a forged anvil. . . Just LOOK at the Chinese, Indian and European anvils that are imported. Except for swiping off the face with a belt grinder they are unfinished. All that cheap labor and none is applied. In fact those conical horns were originaly designed to be machine finished and they are not. The few American made anvils are machined flat then hand ground. The Rhino horns that many prefer can only be hand finished. I do not know if there are any good anvils made in Western Europe other than Peddinghaus any more. If there are, it would be interesting to see what they make. SO. . . there are a lot of reasons that most imported anvils are cheaper. But for the labor costs in the places they are made they should be finished much better. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Friday, 05/26/06 08:34:09 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Would it be unadvisable for me to "juice" up my micro forge by adding oxygen? Here's a pic of what it looks like now: http://greatnippulini.com/forge2.JPG I figure if I had an oxygen mix, I'd get a hotter forge. Maybe even get hot enough for welding. If this is a disaster waiting to happen, please let me know. If not, what's the best method for a proper mix? | |||||||||||||||||||||||||||||||||||||||||||||
| - Nippulini - Friday, 05/26/06 08:59:52 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Was driving down I-95 yesterday. A billboard for Amstel Light proclaims "Asian Fusion, it's not a welding technique" | |||||||||||||||||||||||||||||||||||||||||||||
| - Nippulini - Friday, 05/26/06 09:04:56 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
TGN, I know a guy who thought he could get his microforge up to welding heat by running oxy-acetylene for a second, then replacing the propane torch. He found out that ITC-100, kaowool, and soft firebrick make a really funky glass when they melt together into a puddle. What's your current burner? I couldn't tell if it was a propane torch or a small venturi. Regardless, I'd refit it with a small blower and direct propane injection from a needle valve. Do a search on "blown burner forge" for examples. | |||||||||||||||||||||||||||||||||||||||||||||
| Alan-L - Friday, 05/26/06 10:32:48 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Hi Thumper Guru, Ken and ries gave you some great information. It is a shame the Czech anvils don't put a few more pennies in there anvils as Guru suggested to bring the quality up a little. I wish they were finished. The last time I bought a Czech anvil I spent about five hours and a small fortune in abrasives to dress it up very nice. The American anvils such as the Emerson already come dressed. They are both good anvils. I have found the Czech anvils mushroom on the edges and ding a little easier and deeper due to how they are hardened and the material used. Again up to what you feel you can afford and the style you prefer. It is always a pleasure Thumper. | |||||||||||||||||||||||||||||||||||||||||||||
| - Burnt Forge - Friday, 05/26/06 12:56:58 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Euroanvils-Several years ago I had a chance to review the composition of the steel these anvils were being made from. At that time it was equivelant to the US grade 1530 (might have been 1531). This is a grade with about 30 points of carbon and elevated manganese levels (a few percent). The extra manganese allows you to get greater hardenability without increasing carbon content. For a flame or induction hardened component, this should give fairly high hardness. But depth of hardness will be much less than is something like 4340. Do not confuse the elevated manganese in 15xx class of steels with the Hadfeld Manganese steels which have manganese in the 12-13% range and work harden very rapidly. Basically what I am saying is the anvils are made from a plain, medium carbon steel (1030) with some manganese added to increase hardenability. The steel grade used should fine for producing a fairly hard surface (45-50 Rc). My personal opinion is that these anvils are a very good deal. US Steel Market The US steel market is still with us. We still make a vast array of grades and shapes domestically. We certainly do have issues that affect our competitiveness in the global market place, but what I have seen in the last several years is growth in this industry. The mills are producing at record levels to serve the needs of most industries except automotive. Heavy industies, such as mining, oil, paper, etc are having record years and this is translating into a high demand for steel products. I see this in the forging industry in particular, but I know it is also being felt in casting etc. The price of steel goods has gone up, no doubt about it. This week, the price of 4340 scrap is about $450/ton. In addition to high scrap prices, the cost of engery contiunes to rise. Couple these two factors with dramitic increases in demand and you get high prices. It is my personal belief that the US will always have a steel industry-both mills and processors. The govm't may or may not play a role in this, but consumers of steel goods need things more rapidly than they can be obtained oversees (replacement parts, quick lead time production etc). This is a cornerstone of the open die forging industry and the vast majority of our material is produced domestically (most of it comes from NW PA). Patrick | |||||||||||||||||||||||||||||||||||||||||||||
| Patrick Nowak - Friday, 05/26/06 13:21:45 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Alan, I'm using a Bernzo Matic TZ8000 burner with MAPP Gas (it's a methyl acetylene petroleum gas that burns hotter than propane). Propane on this tiny forge is a waste. I would assume an oxygen injection would boost the heat up higher. | |||||||||||||||||||||||||||||||||||||||||||||
| - Nippulini - Friday, 05/26/06 13:43:18 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
On the Euro-anvils, I suspect quality control may be an issue. For a small production run, say casting a dozen at a time, likely they may be just what was being poured that day rather than a consistent alloy mix. Thus, quality may vary from batch to batch. As I recall Centaur Forge imported the Swedish Kohlswa anvils under their name for a while, but stopped due to quality problems. However, they were manufactured to Centaur's specifications so perhaps they, and not the Swedish company, may have been the problem. | |||||||||||||||||||||||||||||||||||||||||||||
| Ken Scharabok - Friday, 05/26/06 16:28:52 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
THE STEEL INDUSTRY We indeed do still have a large steel industry. However as a supplier to domestic users of steel it is a ghost of its former self. In the 1960's through early 1980's you could call Joseph T Rhyerson and Sons and get almost any common alloy in plate and bar. At the time they carried as a specialty 4140 plate up to 18" and could flame cut it, blanchard grind it and have it delivered to your door in days. Today it is difficult to find a supplier that will cut 4" plate much less 18". Where a medium size town might have 4 steel warehouses there MIGHT be one. When manufacturers need many grades of heavy steel plate they must go offshore. Not all of this is the steel industry. Some is the decline in US industry in general that no longer supports the level of supply chain we had in the 1970's. This is related to many things that we no longer do on the scale we once did including ship building and power generation (Nuclear, large hydro, government infrastructure projects. . .). The point is we could be doing a LOT more here at home rather than sending coal and scrap iron overseas to be made into products that are in turn sold here. . . It is not good business. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Friday, 05/26/06 18:03:28 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
gurus.... i want to burn some galvanizing off some large bolts, about fifty of them... i get it that zinc is deadly, but how long do i have to leave the piece in the fire to get rid of the galvanizing. does it burn off completely or is there zinc left in the fire? OR does soaking in muriatic acid work? ideas? thanks. | |||||||||||||||||||||||||||||||||||||||||||||
| coolhand - Friday, 05/26/06 19:22:59 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Coolhand: DON'T BURN OFF THE ZINC. That is how our friend PawPaw Wilson died, and he was inteligent and careful. Use phosphoric acid which will attack zinc but not steel, at least not rapidly. Vinegar will do it but is slow. Naval Jelly is phosphoric acid plus a gelling agent. Muratic acid, (HCl) will do it quickly but must be thoroughly neutralized and washed to remove the lact traces of Chloride. John Odom ( A chemist in real life) | |||||||||||||||||||||||||||||||||||||||||||||
| - John Odom - Friday, 05/26/06 19:42:42 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Guru: A lab customer of mine wanted a small piece of 8" plate, and asked me to help him find it. We couldn't find anyone to supply one small piece. We finaly used Cast Iron cast in a local foundry, now closed. We used to have two sources here in Chattanooga, and could probably have gotten it as a plate drop from a local company, in the '70s or '80s. | |||||||||||||||||||||||||||||||||||||||||||||
| - John Odom - Friday, 05/26/06 19:49:02 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
TGN: You need more fire, not a hotter fire. You could build a venturi burner, a blown burner, or just add another torch. With 2 torches You MAY be able to use propane. How much insulation do You have now? You could You use a larger shell and more layers if You aren't using 2-3" already. I think a 3/4" venturi burner would be more than You would need, a blown burner would be the smallest blown burner anybody ever built. [Just My opinion] | |||||||||||||||||||||||||||||||||||||||||||||
| Dave Boyer - Friday, 05/26/06 22:08:35 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Hey guy's, (BurntForge, Guru etc), Thanks for all the info on Euroanvils. Sounds like there might be an issue with consistancy so buying one might be a crap shoot that plus I don't want "affordable", I want good. I think my best bet will be to cool my jets and wait for a used anvil in good shape. Ahhhh, patience, one of the many virtues I was cheated out of at birth!! We have a lot of farm auctions around here so I need to get my lazy butt out of bed early on the weekends and try to beat out the "collectors". If anyone knows of a 150lb or so within a 250-400 mile radius of Boise Idaho, I'd be much obliged for the tip. | |||||||||||||||||||||||||||||||||||||||||||||
| Thumper - Friday, 05/26/06 23:26:34 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
About the zinc poisoning... What does it to to your body and what are the symptoms of zinc poisoning? | |||||||||||||||||||||||||||||||||||||||||||||
| - BNC - Saturday, 05/27/06 01:23:22 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Double Wide Smithy,,, The neighbors will be jealous Moving up in the world. I purchaced a 20' container to place alongside my existing 20' that contains my Smithy. The new one prominiently displays " Notice, All repairs to this container must be Corten Steel" What is Corten Steel ? So far I just welded on various brackets for steel bar storage and sections of Unistrut to carry its electrical fixtures. All works fine. Is Corten some kind of corrosion resistance for the maritime uses? | |||||||||||||||||||||||||||||||||||||||||||||
| - Sven - Saturday, 05/27/06 02:40:41 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Zinc poisoning: Take a look at the iForge demo #166. http://www.anvilfire.com/iForge/ You can open the navigate dropdown and chose iForge - how to from the list, or enter the link above. Then select number 166, Safety III. | |||||||||||||||||||||||||||||||||||||||||||||
| Rick Widmer - Saturday, 05/27/06 04:03:57 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Nippulini, Adding oxygen to the forge would help because it would permit more fuel to burn in the same space. This means you'd have to modify the torch to allow more raw MAPP into the forge. Just adding oxygen would creating an (undesirable) oxidizing atmosphere, but little if any more heat. Actually, I guess choking back the air and replacing it with a smaller volume of oxygen could reduce the exhaust volume and resulting heat loss, creating a hotter forge with the same amount of MAPP. But getting the torch to burn correctly in those conditions would be tough, and the temperature gain would probably be quite low in relation to the cost of the oxygen. It would be much cheaper in the long run to build a bigger burner that you can run on bulk propane and make the heat you need. Sven, I've read that Corten is a copper-bearing steel that was designed to be used outdoors without painting. Results have been mixed. Others may know better, but I suspect you'll be fine patching it with A-36, so long as you don't mind losing the (somewhat marginal) corrosion resistance. | |||||||||||||||||||||||||||||||||||||||||||||
| Mike B - Saturday, 05/27/06 08:00:56 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Sven, Corten is US Steel's trade name for its "weathering steel", the latter being the generic name for such steels. Your search engines can tell you more. It develops a tight oxide patina which is corrosion resistant. It's used in buildings, sculpture, electrical wire towers, etc. | |||||||||||||||||||||||||||||||||||||||||||||
| Frank Turley - Saturday, 05/27/06 08:21:14 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Corten Steel: This is a special steel that is designed NOT to be painted. It develops a rust coating and supposedly stops rusting. The probelem with Corten is that you must use Corten rods, bolts, rivets. . . In use the problem is that the rust stains everything below it, bridge footers, sidewalks. . . AND there have been problems with it continuing rusting. It has been used with limited success and some trmondous failures. Once something is built with Corten is cleaned and painted it makes no difference. . . I am sure your container is painted inside and out. There is now a prepainted steel called Corten AZP that matches "aged" Corten. . . This MIGHT be what the container was built of. It is not Corten steel. The "never needs maintenance" aspect of this product has sucked many people in to their regret. It has also been missaplied. It is one of those "if is sounds too good to be true, it usualy is" type things. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Saturday, 05/27/06 08:23:15 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Micro Forge: TGN, I could not tell much from your photograph about your micro forge. It appears there is a loose pice of insulation on top? Also from the looks of the torch size the forge may be too small. The interior of a propane torch forge should be about 2" diameter by 6 to 8" long. THEN. . There is a ratio of the size of the forge to size of the work it can handle. In a micro forge this is usualy about 1/4" rood or smaler. Larger work will actually cool the forge requiring longer heats. Sometimes the conductivity of the steel, which is slow, will still be too great to allow the forge to maintain maximum temperature. Getting Kaowool insulation into a micro forge is tricky and requires patience. To do a neat job you may heed to slit the back of the blanket like slitting a board to be bent. Pieces need to be cut for the back as well. Where the torch enters may be critical. Mid way is normal. But if the interior of the forge is short then the torch may need to be at the back. Mapp burns hotter than plain propane and should work fine. However, it has been shown that the temperature range in a forge for welding is very narrow and you CAN BE too hot. Too much oxygen is always a problem. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Saturday, 05/27/06 08:41:21 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Sven: Were I to need extra storage I would go with a used semi- cargo box rather than a container. While the containers are more heavy-duty, they are also harder to place and level. My neighbor needed additional storage for when a daughter returned home to care for them in their advanced years. They purchased a 50' box delivered for about $1,000. I helped unload from the U-Haul truck into it and was very impressed with overall condition. Inside has a very nice wood floor and no leaks or damage I noticed. | |||||||||||||||||||||||||||||||||||||||||||||
| Ken Scharabok - Saturday, 05/27/06 09:53:11 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
STEEL SUPPLIES As recently as when I launched anvilfire I priced out a piece of 4" plate to make a simple block anvil. Steel plus cutting on the 113 pound piece was considerably less than $100. Then a couple years ago we were looking to make a much smaller "apprentice" anvil of about 4x4x8 with a welded on hardy reciever. Cost of the steel was over $50 through a service center. Later I called around and could not get any plate. . . Today McMaster Carr is selling a 4x6x12" pices of steel for $250. This is not a typical price but it not unusual. You can get better deals on steel but it is tough. You have to be in the right place and know the right people. You also need capital. I know a fellow that gets great prices on new "excess" steel but he buys it 40,000 pounds at a time. . . I guess its time to make some calls and do a survey of what is available. . . But supplies have definitely changed and it is much different than it used to be. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Saturday, 05/27/06 11:48:50 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Containers and Truck Bodies: Their cost depend on where you are and their applications depend on your needs. Empty cargo containers are heavy duty steel making them heavy but they are quite durable. Truck bodies can have the added advantage of being insulated from their former life as refriferation trucks. Both have wood floors that need to be kept raised off damp ground. As Ken noted leveling cargo containers is a chore as EMPTY they weigh 3 to almost 5 tons. I have been interested in cargo containers because I need to load my shop into them and move them, possibly to Costa Rica but at this point it is a who knows? situation. Using them for moving THEN as part of a building has significant advantages. However, the down side is there is a lot of regulations that make it difficult to move privately owned containers internationaly. -- WELL. . . I did some checking. The Patriot Act will not let you use privately own containers to ship by sea. To get the best use of mine I was going to build in heavy steel shelving to better fill the container and have ready to use organized storage when I get there (wherever that is). | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Saturday, 05/27/06 14:06:01 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Am seeking weldable stainless tubing 1/2"OD x .065 wall x 2" for marine repair. Any suggestions are appreciated. brian robertson | |||||||||||||||||||||||||||||||||||||||||||||
| goodhors - Saturday, 05/27/06 14:40:14 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
For many years the catalog we refered to and the supplier we used was "Tube Sales Inc". They carried everything from huge pipe line pipe to medical tubing. . However, an Internet search including on Thomas Register provided no results. They are no more. McMaster Carr has 1/2" .065 wall SS in welded and seamless tubing and will sell you a piece as short as a foot and as long as six feet. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Saturday, 05/27/06 15:02:29 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
I owned a 40 foot container for 10 years or so, and used it primarily for storage. I found it great for what it was designed for- moving stuff. But pretty crummy as a building, or a storage unit. First, containers are designed for stacking, and to fit on train cars, semi trucks, and boat decks. They are not designed to fit human beings, and frankly, they are a crummy size to do so. The ceilings are low, and they are narrow enough that a shelf on each side leaves an aisle in the middle, but not much usuable room. They work great for filling up with rectangular boxes, but trying to fight your way thru 40 feet of junk to get at the piece you left at the back is a big pain. Mine solved this problem by having 3 doors- the standard locking doors at one end, and a rollup door at the other, and another rollup door on one side halfway down. This solved the access issue. But since they are uninsulated metal, they sweat- they are hot in the summer, cold in the winter, and damp most all the time. Stuff rusts quick in a container. They seem to have some special power to attract rodents. They are thin enough make em boomy when you hit the walls, not particularly easy to fasten too, and drilling of course results in holes that leak. For a long term shop, that you want to work in, I dont like em. I was glad, after 10 years, to sell mine, and build a real building. Just another one of those money saving ideas that seems so smart, but actually has a few drawbacks. | |||||||||||||||||||||||||||||||||||||||||||||
| ries - Saturday, 05/27/06 15:13:42 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Thanks for the comment Ken, I used to have junked step van as basis for a garden shed many years ago. Had it buried in the ground to level its floor with the surrounding landscape, Dolled up nice with paint, faux windows and flower boxes too. Eventually I added a convential gable roof. The one neighbor sort of freaked at first, But after it was finished they apologised commented it was attractive & had no idea such thing could made to be. A trailer with roll-up door is better if going with 'double wide' orientatation as its a pain to use both containers while doors open, they are in each other way. Of course I could replace their doors, But even I have limits of ambition. For being more durable, Its amazing that while leveling up my 4 corners if they are not perfectly set the container will teeter-totter across its opposite corners just like a bad kitchen table, even with its doors open and around 2000lb inside. I needed this extra strength of a container as I welded masts for jib-cranes on the 2 corners aside the doors. Sort of sad for me to play a part of it, The cost of these is remarkable cheap. About 2200 dollars, Virtually brandnew, And I mean it, manufactured in un-named slave wages country in Asia, Traveled at least one trip to USA(obviously)with whatever it contained then sits in its storage yard idle. Because there is so comparativly little being exported now days. Sending it back empty or storage costs rapidly exceed the price of a new container. The worse off containers can go for less than scrap. | |||||||||||||||||||||||||||||||||||||||||||||
| - Sven - Saturday, 05/27/06 15:26:30 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Steel supply- If you really need a particular grade of steel, and can't find it any where else, you can almost certainly get it from Scot Forge. This includes carbon, low alloy, 300 and 400 series stainless, Duplex and Super Duplex stainless steels, H-13, D-2, varius copper, aluminum, and nickel alloys (including some Inconel and Monel grades). You may pay quite a lot for it, but you can get it. About the only thing we don't make is wide heavey plate, although we could, up to the limits of our material handling equipment (80,000 lbs) and the distance betweent the legs of our presses (12-14 ft). (We also don't do sheet, strip, pipe, tubing, or cold drawn products). I have no doubt that the number of sources for such things is definitly less than in the past, but if you REALLY need it, it can be obtained. It just won't be cheap. If it is really an odd-ball grade, you might have to buy an entire heat, although there are still some shops that run fairly small heats and might do a custom run. Ryerson, Jorgensen, Alro, Castle metels etc are all customers of Scot Forge and I routinly see both rounds and flats up to 30 | |||||||||||||||||||||||||||||||||||||||||||||
| - patrick nowak - Saturday, 05/27/06 15:45:36 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Pakistani Tongs: Keep in mind that the birthplace of the iron age was somewhere in the Indus Valley. Ironworking traditions run deep in India and Pakistan and you might be pleasantly surprised by their work. | |||||||||||||||||||||||||||||||||||||||||||||
| quenchcrack - Saturday, 05/27/06 16:22:01 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
I wanted to find someone in New Jersey that could make bronze candle wall sconces for me that I design. Do you know of anyone in the area? Thanks! | |||||||||||||||||||||||||||||||||||||||||||||
| Bonnie - Saturday, 05/27/06 16:51:42 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
iI've read about burnished graphite as a finish but the book didnt make it clear as to how to actually do it? at one point it said graphite is mixed with the paint?? can anyone explain, the photos of the end result are really good | |||||||||||||||||||||||||||||||||||||||||||||
| - grimme - Saturday, 05/27/06 17:34:49 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Grimme, burnished graphite IS attractive but it will chalk (black rub off) of it until all the graphite is worn of. There are many ways to apply it. A mixture of boiled linseed oil and graphite can be applied by rubbing on, letting dry then polishing by hand. You can help the polishing process by starting when the mixture is not quite dry and applying powdered graphite and rubbing it in. Use a very soft rag and keep replacing rags until you have the polish you want and you stop getting black on the rag. A better way if to use one of the antique furniture finished such as Gilders Paste. Pieh Tool Company has a large line of these products. If you have a very large project to finish I highly recommend that you invest in a standard spray gun and a couple extra paint cannisters so you can swap them out for color changes. Then use automotive lacquers in glazes. Duponts High Speed Dark Grey Laquer Primer is a graphite based primer that sands easily and gives a splight graphite sheen. To get a forged metalic look I would start with this over your rust protection, then some silver metalic tinted clear as a glaze over top of the primer. These kind of finishes are part of the art and take practice, experimentation and a desire to produce a lasting finish. You can also go to powder coaters who have a wide range of metal finishes including candy apple types that look wonderful over a wire brushed forge finish. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Saturday, 05/27/06 19:50:36 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
goodhors: 316L is more corosion resistant than 304L particularly in salt water. Try to get the "L" designated alloys, as they have lower carbon. Carbon if present forms chrome carbides and these deplete the surrounding material of chrome causing corosion problems. Use "L" designated welding rods as well. Also be carefull not to get any copper contamination, as this can cause cracking at grain boundries. | |||||||||||||||||||||||||||||||||||||||||||||
| Dave Boyer - Saturday, 05/27/06 23:36:26 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
John Larson's shop is made of containers, or box cars as they have doors on the sides, stacked up and roofed over. This is an "industrial park" constructed by this method. He says the storage is not real convinient due to limeted acess through the side doors into the containers. But it does make a shop. | |||||||||||||||||||||||||||||||||||||||||||||
| Dave Boyer - Saturday, 05/27/06 23:43:57 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Containers: My original plan was to create semi-permanent storage in the 20 foot containers and then set them 20 feet apart on foundations and roof over the containers and area between. My only use was going to be storage OR possibly a place for an air compressor and some low useage machines. The trusses would be raised two feet more than the container height over the clear space making 10+ foot ceilings. The finished look would appear to be a steel building. The not being able to use your own containers has blown that idea all to heck. . . THEN there is the wood problem. All crates must be built from special treated and marked lumber depending on where they go. So far this has not been a problem in Costa Rica but you never know when the rules are going to change. . . or plans. I need to look for EU approved treated lumber. . . and non-wood crating products. . In some places they gas the entire container. . will look into that. My plan was to take a year or so to build the storage and crate everything carefully so it would be safe as well as wasy to find. . . I could build (more expensive) modular storage units that fit a container but that does not allow taking advantage of the container and means transfer at least twice. . . Everything has gotten much too complicated. There are also what are called "high cube" container that are 9 feet tall. I was avoiding 40 foot containers because of the long narrow length does have an inconvinience factor. But you can fit center doors. At one time I had looked at designing modular contruction from containers but the height is a problem unless you like low ceilings on top of narrow rooms. SOMEWHERE you need to have a space for ducting, pipes electrical. Oh well. . . | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Sunday, 05/28/06 06:57:31 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Thanks Dave and Guru for the tips. I want to get this job done right and out the door in a timely manner. Money is not a concern for this client. | |||||||||||||||||||||||||||||||||||||||||||||
| goodhors - Sunday, 05/28/06 10:47:07 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
At auction I purchased what I've been told is an ABANA / Sandia recuperative gas forge. Cleaned it out and lit it up this morning at 20psi and the flame in both burners is a greasey yellow/orange. One burner backfires for the first few minutes then evens out as the forge gets warmer. I'm assuming this is a dirty orifice (in both burners I guess). I was wondering if anyone else out there has one of these and might give some suggesions as to how best to take apart the forge for cleaning. If there's anotehr root cause I'm all ears. I didn't get the plans with the forge. (If need be I will buy some but was hoping to get this going today). Thanks for any and all advise. | |||||||||||||||||||||||||||||||||||||||||||||
| Scott C - Sunday, 05/28/06 12:11:49 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Scott, It sounds like you are running too much pressure. However, you never know what you have with a DIY forge. Orifice sizes are often drilled incorrectly and have burrs inside where they are hard to clean up. A common problem is stray teflon tape that gets caught anywhere and everywhere. Also note that this is a recupritive forge and will not run perfectly until the preheaters are warmed up. Lots of checking and trial and error. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Sunday, 05/28/06 12:22:14 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Zinc Fumes and Micro Forges. Hi BNC. Try to avoid zinc fumes. They smell really bad and they affect temperature regulation in your body, causing fever like chills. Their effect can be quite severe, rendering you incapacitated, or even deadly. I have had good luck with cheap pool acid from Home Depot mixed 50-50 with water. Use rubber gloves, and do not allow the fumes to waft on any steel items. They are corrosive. (Actually, in my opinion, these acid fumes are unpleasant enough, and the disposal or neutralization of the acid is tedious enough that I will sometimes burn off the zinc in my outdoor forge on a windy day.) Forging is more pleasant, and there is no zinc stink. Also, you can avoid galvanized stock. Hi Nippulini. I made a micro-forge, and it didn't work. I thought a bit about it and read a little online, and now believe that the reason is the same as the guru pointed out above. Too large of stock sucks the little heat available in the forge out too fast. I need to do a simple calculation to see if this makes sense. What I did is add a larger burner to the micro-forge. There is a lot of dragon's breath, but now the stock entering the forge is good and hot, so the heat loss of the tip inside the forge is less. Recently, there was a thread about minimum/subsistence burdened wages for a blacksmith. I cannot find it now. Was this about $10 per hour? I am trying to make some crude estimates of the increases in costs of produce in California if a subsistence wage was paid. When I was in school, there was strong encouragement to spend at least one summer picking strawberries in the Central Valley. Oddly enough, this paid only slightly less than the Ivory Tower. The highest paying was waiting tables. I chose the Ivory Tower and never looked back, but sometimes I wonder these days. | |||||||||||||||||||||||||||||||||||||||||||||
| EricC - Sunday, 05/28/06 12:46:38 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Hey all, i was in a sword store yesterday, and a salesperson noticed my chainmail Armbands, and we started talking, and i brought up that i had forged some nice knives out of files, and scrap spring steel, and that i was at one point wanting to forge a Damascas Viking sword, hopefully in the next five years or so, and he said he had a stack of books about waist high on bladesmithing, and that there were only 4 true historic sword forges in canada, or he might have said in north america, iw as just wondering if this is at all true, i think one of them belongs to Jacob Powning, www.Powning.com/jake and im assuming another one , if he is talkign about north america, belongs to Don Fogg, but, do you know of these forges? thanks | |||||||||||||||||||||||||||||||||||||||||||||
| Cameron - Sunday, 05/28/06 13:02:02 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
"Historic Swords" Well, it is hard to make things historic wihtout having been there. . . As far as smiths making historic reproductions there are hundreds today in the US and Canada that do very fine work. There are folks like Al Pendray and Rick Furrer are making genuine Wootz steel and blades. Dr. Mike Blue and others are making Japanese type steel from scratch and them making reproduction traditional swords. Dr. Jim Hrisoulas has written books on the subject and specializes in reproduction and fantasy blades made of exotic materials like meteorite. There are folks making historic reproductions as well as historic style fantasy swords better than anything made in the eras when they were the weapon of choice. Then there are collections in museums of hundreds of pieces such as in the John Woodman Higgins Armoury in Worchester, Mass and The Metropolitian Museum in New York as well as hundreds of others. . . | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Sunday, 05/28/06 13:31:50 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
I dont think he means using historic methods, he was saying that there was only 4 Forges left, 4 forges that had been made to use coal or charcoal ONLY for bladesmithing, | |||||||||||||||||||||||||||||||||||||||||||||
| Cameron - Sunday, 05/28/06 16:13:13 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Scott C., The guy who first fabbed the Sandia forge is Robb Gunter who is in Tijeras, New Mexico, and may be contacted by phone: 505-281-4043. | |||||||||||||||||||||||||||||||||||||||||||||
| Frank Turley - Sunday, 05/28/06 17:12:33 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Forges: Cammeron, That number, since most are custom made by the smith today is in the thousands. There are also tens of thousands of antique coal forges in existance. There is no such thing as a forge designed ONLY for bladesmithing but there are tens of thousands that that is all they are used for. . . Besides the tens of thousands of coal and charcoal forges in use there are also tens of thousands of gas forges in use. They ARE a modern invention but the results produced with them are identical to the results produced by the most ancient smith. I think the fellow you were talking to had no clue about smithing at all or you did not understand him. Also note that "a forge" is both the device used to heat metal as well as the place where metal is forged. The other term for the place is "smithy". This is always a place, not a person. As to the existance of "historical" pieces of equipment it is like "traditional". When, where? History includes up to yesterday and goes back as long as you have evidence of facts that you can define a history from. "Traditional" is the same. Dean Curfman of Oak Hill Ironworks says his ironwork is the NEW traditional ironwork. . . | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Sunday, 05/28/06 20:00:36 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Scott-- was the forge originally built and used at the same altitude where you are trying to use it? That determines the size jets it should have. A friend and I built a couple of gas forges some time back that acted at first just as you describe-- turned out we had goopy Teflon clogging up the Venturis. But 20 psig sounds as if might be way high. | |||||||||||||||||||||||||||||||||||||||||||||
| Miles Undercut - Sunday, 05/28/06 20:53:51 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Guru, thanks for the advice. I put a secondary burner in the rear of the forge. Now it's running on MAPP TZ-8000 torch in the front and a standard TS-1200 propane torch at the back. I get faster heats and larger stock gets up there better. I found that I can use the propane burner as a standby while turning the MAPP burner to a whisper. MAPP costs 3 times as much as propane, so I can thin it out by using both. Haven't tried a forge weld yet, I'll keep ya updated. Once again, thanks! | |||||||||||||||||||||||||||||||||||||||||||||
| - Nippulini - Sunday, 05/28/06 23:18:00 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Wages: Eric, The only discussions of it here were based on a lot higher numbers ($100/hr). How much you take home or profit is a LOT different than what you have to charge to make a living. Of course many self employed work 60+ hour weeks to make up for the shortfalls of being self employed. . Subsistence wages depend on a lot of factors. A large factor is how many people are in the family (or "household") that work. The US "minimum wage" has never been enough for a single person to live on alone. Then there is the area you live in. Rental costs in much of rural America are 1/10th of the worst rat hole in larger cities. The poor flock to large cities because they think there are more opportunities and just get poorer. THEN. . you have states like California that have a huge migrant labor population and also the most expensive realestate and highest rents in the country. . . In a recent TV news report on what $500,000 would buy you in a home in the US it ranged from a 200 acre farm (with house and outbuildings) or large subburban home on a large lot or a large home on its own island. . to, literaly, a closet in Manhattan. Huge difference. Lesser abodes are much the same. . . and rents often more than buying. . . My daughter has a very good job based on her college degree but in the DC area (outside the beltway) she has always had to have a roommate or rent a single room in a house. I just spoke to a friend that makes about $11/hr plus overtime and she says there is no way she can get by alone in rural NC on that (rent, health insurance). She has no car payment. She will soon be divorced and I suspect she will have to do without health insurance. This is a fact of life in America. I know many people trying to hang on until retirement and medicare sets in so they can afford to go see a doctor. . I have had years were I got by on the equivalent of $5/hr. but that was without rent, low utilities, a junk car that I repaired or let go, no health or homeowners insurance, no commuting or exteraneous expenses (wearing the same clothes and shoes for several years - putting only 5,000 miles on the car - doing NOTHING extra, even visiting family). That is roughly what I will make on social security. I will not be able to afford to live alone in the US on that amount OR have to continue to work the same amount I do now. The only advantage would be medicare if it still exists. This is the primary reason I am looking into moving to Costa Rica. I could actually afford to LIVE there as well as have health care before age 65. Many of these numbers change rapidly. In the mid 1970's I paid service station help $1.5/hour. My shop labor rate for specialty work was $10/hr. and I probably made $4 but less than half the time. That was back when gasoline cost $0.35 and then jumped to $0.65 in a matter of weeks. So if there is some glitch in the oil supply and the price DOUBLES to $7 don't say it has never happened. . . You could buy a new Toyota for less than $3,000 and a new Jaguar for less than ten. $100/mounth rents were common but when your take home was $260/month on minimum wage you couldn't live alone on it then either. . . I think it takes roughly double the US minimum wage (or more) to make do these days. That means two or more people living together and sharing the same transportation, no health coverage and only minimum libility coverage on the auto. The US "mimimum" wage has always been a joke. It is designed for kids that live at home or for people with very low rents. It does not protect workers from wage abuse. In the current farm market most pickers are paid by the unit picked. The amount required to meet minimum wage is almost impossible in many places. Various reports claim that LEGAL migrant workers often earn less than $10,000/yr (average $7,500). Reports of abuse in the timber industry claim pay of as little as $2-$3/hr. Some of the wage reports I recently looked at said that most Mexican workers planned to go home after working a few years in the US and sending the money home. In ten years the conditions in Mexico (Due to NAFTA and the corrupt goverenment there) have made it so bad that now the majority want to stay HERE. The ironic thing is that the reason they want to live in the US is the rule of law. Not being robbed by the police or your goverenment officials. On the other hand they break our laws to get here and want laws ignored so that they can stay here. . . | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Monday, 05/29/06 10:30:29 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Sandia Forges: These are a complicated forge to build and I have seen quite a number of these forges sitting in a corner unused while a similar sized commercial forge has replaced it. I have also seen quite a few over the past couple years at tailgate sales. I have also seen quite a few that worked quite well. I suspect they are like many DIY projects that fail due to unclear instructions or the builders not following the instructions exactly. In any case the more complicated the project the higher the likelyhood of failure. I have worked on designs for recupretive forges and have come up with no clean simple method of construction. They all end up with lots of sheet metal and picky fits. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Monday, 05/29/06 10:43:25 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Hello everyone. It's been almost a year since some of you fellows answered questions for me about blacksmithing. I am working on a historical novel and one of the characters is a blacksmith in Ireland of 432 AD. Paw Paw read the blacksmithing scenes in my manuscript and gave me a lot of great feedback. I was so sorry to read of his death. If I ever get my book published, I'm going to send his wife a copy. Anyway, I have another question, and it regards the smell of a smithy. Having never actually been inside of a real smithy - can you fellows give me some ideas of what it smells like when the iron is heated and being hammered on the anvil? Are there other smells or odors I could write about or compare it to? Thanks so much for any help you can give me. I'm striving for accuracy! Renee | |||||||||||||||||||||||||||||||||||||||||||||
| Renee - Monday, 05/29/06 17:01:11 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Sandia Forges: Guru / Frank / Miles : thanks for the responses. It was bought near to where I live so I don't think altitue is the issue. You never know though. Yes -- 20psi seems high. However at under 16psi it flames out. I think I need to take it apart and see what I've actually bought. It was part of a larger lot that included a 142lb peter wright anvil , hot-cut chisels, small hammers, tongs, and various odds and ends all at a good price (a working forge would have make it a great price!). So even if it continues to collect dust I guess I'll feel ok about it. Will let you know if I figure it out. Thanks again. | |||||||||||||||||||||||||||||||||||||||||||||
| Scott C - Monday, 05/29/06 17:15:17 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Hello, Here's an interesting question: I'm making some gates that are eleven feet long each. I put the outer side on casters, which bears the weight well, but the driveway is asphalt that is somewhat sloped to the outside on both sides. I'm thinking about making the hinges with a little play(slop) in them to enable the wheels to follow the contour. Since the weight isn't completely hanging from the hinges, this might work. Any advice? Has anyone confronted this problem before? Thank you! | |||||||||||||||||||||||||||||||||||||||||||||
| - Bill N. - Monday, 05/29/06 18:17:02 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Hey, Does anyone here use the Chuck Robinson Bladesmtihing anvil? the 180KG flat topped standup one from DFogg Knives thansk | |||||||||||||||||||||||||||||||||||||||||||||
| Cameron - Monday, 05/29/06 19:07:38 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Scott C., I was told that the Sandia forge was designed so that a guy could fumdiddle with it in order to not only get a heat, but to save fuel. However, I think that in most production applications, the operator is not overly concerned with superior fuel savings nor with a venturi setup. Chris Thomson near Santa Fe, built a forge about 4.5 feet long with a nice, ball bearing blower he got from Grainger's. He does a lot of furniture, so needs the long heats. Renee, Using mineral coal, my shop has a decided odor when we are NOT at work. When I enter in the morning, there is a slightly pungent smell which is a combination of smoke and exhausted fuel. It is hard to describe the smell, but it is not unpleasant to me. Some non-smiths don't care for it. With the fires going, the odor is sometimes intensified. The iron itself doesn't have that much of a smell. In a horseshoeing shop, you would add the combined smells of horses, horse hockey, stinky thrush, and hot fitting. Placing the hot shoe on the insensitive hoof bottom has the smell of burning hair, since the hoof is composed of fine tubules, a kind of "modified hair". In either shop, the workers become inured. | |||||||||||||||||||||||||||||||||||||||||||||
| Frank Turley - Monday, 05/29/06 19:49:45 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Renee, being involved in pre Y1k historical smithing endevors I will hazard some considerations of the the smell aspect. Remember that they will be using charcoal as a fuel---though peat is a possibility if they are in an area with no available trees---(unlikely except for some of the small islands). So you can get some *real* chunk charcoal and see what that smells like. Note that a few pieces may be incompleatly charred and so you will get some some wood smoke. They will probably also use water for cooling the iron and the smell of red hot iron going into a quench tank---I would suggest using your charcoal to duplicate this on a long mild steel rod to experience it for your self. However steel might be hardened by quenching in something like seawater---if near the coast; or in various "special" compounds---the urine of a red headed boy was suggested in an 1120 A.D. source (or a goat fed ferns for three days---he gives explicit instructions for stalling the goat too!) If they are case hardening iron to make steel from it you will get the small of charring leather, hoof scrapings, etc. Probably the greatest source of smell will be the people involved. For a small smithy I would expect a minimum of 4 people working up a good sweat with no deoderants and not changing clothes every day. Is the smithy thatched? smell of wet thatch... Thomas back from the campout! | |||||||||||||||||||||||||||||||||||||||||||||
| Thomas P - Monday, 05/29/06 19:56:09 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Renee, I wanted to add that over a period of months and years, a fine ash deposit will be on the roof beams, ledges, shelves, etc. In a dirt floor shop, the ash will be mixed with the earthy matter. This may or may not contribute to the shop smell. | |||||||||||||||||||||||||||||||||||||||||||||
| Frank Turley - Monday, 05/29/06 19:59:47 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
PS Mineral coal in the smithy seems to date from the high middle ages and later---about 1000 years after your time of interest. Thomas | |||||||||||||||||||||||||||||||||||||||||||||
| Thomas P - Monday, 05/29/06 20:03:20 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Frank and Thomas P - Thank you! Great ideas. Real chunk charcoal - is this something you buy at the average store or is it something special? I do describe charcoal-burners and the process of making charcoal in a scene in the book. It's fascinating, and apparently extremely dangerous. I have one of the charcoal-burners scarred from the clamp exploding. Thanks again, fellas! | |||||||||||||||||||||||||||||||||||||||||||||
| Renee - Monday, 05/29/06 20:07:16 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Renee, Wood charcoal is charred wood. The modern day briquettes are not charcoal. I'm guessing that in your time the charcoal would have been made of wood billets stacked in a mound and surrounded by humus. The stack would smolder for maybe 12 to 30 hours depending on its size. I don't understand the clamp idea. The method is described in "Frontier Iron" a history of the Maramec Iron Furnace in St. James, Missouri. Those who did the work of making charcoal were called colliers. | |||||||||||||||||||||||||||||||||||||||||||||
| Frank Turley - Monday, 05/29/06 20:39:45 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Frank: I took most of my information from the following website: http://www.wyreforest.net/Study_Group/wyreforest.netwb.html They call the beehive-shaped mound of wood billets covered by turf a "clamp", and they speak of "firing the clamp". that's where I got that information. Another website that was helpful is: http://www.regia.org/people/aelfric.htm Check it out if you have time - it's very interesting. Thanks again, Frank. PS: I've become fascinated by the blacksmith's art and it's reflected in my book. I just may have to take a blacksmithing course! Renee | |||||||||||||||||||||||||||||||||||||||||||||
| Renee - Monday, 05/29/06 21:10:15 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Gates: Bill, N. Do not use slop. However the pintles can be set top the mean plane of the drive. . . but this causes the gates to swing open or closed on their own. What I would do is put the wheel on a spring that takes about half or three quarters the weight of the gate. Then it can take load and ride up and down. This will also accomodate settling and repaving if done right. Look up Danley Die Set Springs. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Monday, 05/29/06 21:48:04 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Just a quick question: Is there a way to prevent scale from developing on heated steel? Even when I take it out of the forge as soon as it's at forging temp I end up with a lot of scale. Maybe I'm putting it in the wrong place in the forge, or the forge is too hot? Or do I just have to grind and polish it all off at the end? Thanks | |||||||||||||||||||||||||||||||||||||||||||||
| - Kazrian - Monday, 05/29/06 22:02:42 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Renee, Thanks for the websites. We've done two charcoal burns at Turley Forge, the base of each 'clamp' being about 15' in diamether. Our mounds were about 8' to 9' tall. We used soft wood, because in New Mexico, there is not much hard wood. Each burn took 12 hours, and in each we got about an 85% yield. It all right to use in our forges, even though it was soft wood. My students volunteered to camp out by the mound, so that they could keep watch in case of collapses and excess wind. In Latin America, charcoal making is still carried on, but I have not been witness to their current methods. | |||||||||||||||||||||||||||||||||||||||||||||
| Frank Turley - Monday, 05/29/06 22:31:28 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Shop Smells: As noted coal ash has a certain dank smell that you do not get with charcoal. However, blacksmith shops get black and sooty and even without coal get a slight dank smell if they are damp. Grinding iron and things that produce iron powder create a metalic smell in the air. I have noticed this even with hand and foot powered grind stones so it is a smell that would have hung in the air of a shop a thousand years ago. However, there IS a question about when the first grinders were used. . | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Monday, 05/29/06 22:32:49 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Renee-- there is another distinctive odor about a smithy, and I am not sure what it is, but I suspect it has something to do with ozone. It used to be particularly pungent aboard the old "red rocket" streetcar going across the rickety bridge to Old Bay Shore amusement park near the Bethlehem Steel mill in Sparrows Point, Md. in the early 1940s. It was strongest when the trolley's trolley would spark. I get a nostalgic whiff of it now and then when I use 6011 arc welding rod. there is another smell nobody's mentioned: Eau de Mouse. | |||||||||||||||||||||||||||||||||||||||||||||
| Miles Undercut - Monday, 05/29/06 22:46:56 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Forge names: From what I've read, during colonial settlement era of North America, the FIRST thing to be built in an area was the smithy, starting with the forge. Without the forge, tools, supplies, and so on could not be made, so the houses and buildings would never had existed. Being that the primary spot in the area was a forge/smithy, the area would be known as "Such-and-such" Forge. Most colonial states have many towns known as ____ Forge. Valley Forge Pa, etc. Correct me if I am wrong, Guru. | |||||||||||||||||||||||||||||||||||||||||||||
| - Nippulini - Monday, 05/29/06 22:54:31 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Living on "Nothing" or "Close to the Bone": I used to be able to do it allso, however I did carry health insurance but it wasn't nearly as expensive even 5 years ago. Nowdays people are used to cell phones, cable TV,& internet service. Consumer electronics of all kinds soak up a larger portion of most people's income. There are few cars old enough to fix yourself available. Health insurance has gone up 4 fold. Most areas have had large increases in housing costs. Oh, The Good Old Days. | |||||||||||||||||||||||||||||||||||||||||||||
| Dave Boyer - Monday, 05/29/06 23:35:37 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Guru, "Cathedral Forge and Waterwheel", Gies & Gies has a picture of the first recorded use of a rotary grindstone for steel/iron in the Utrecht Psalter dating to the 9th century A.D. (pg 66 in my copy) In the picture the angels and demons are gearing up for a battle and the Angels use the new high tech rotary grindstone to sharpen their swords while the demons have to make due with the old fashioned whetstone--- Thomas | |||||||||||||||||||||||||||||||||||||||||||||
| Thomas P - Monday, 05/29/06 23:52:07 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Kazrian, Oxygen and heat are the culprits. Scale is a form of iron oxide. Blacksmiths are called such because of the scale on the work. A deep coke reducing fire helps to minimize the heavier scale. Fine tuning a gas forge mixture may help a little. There is a stainless foil on the market in which some tool steels are wrapped air tight, so when they are hardened, they are scale free. That wouldn't be too economical for everyday forging, though. | |||||||||||||||||||||||||||||||||||||||||||||
| Frank Turley - Tuesday, 05/30/06 08:37:05 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
At one time small wrought iron refineries were also called forges. We have a number in this area. Look about like flattop pyramids. At one time Central TN produced a good bit of wrought iron from mostly creek ore. It also had an abundance of trees (for charcoal) and limestone. | |||||||||||||||||||||||||||||||||||||||||||||
| Ken Scharabok - Tuesday, 05/30/06 08:43:16 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
TGN: First Colonial Forges: The first mission of a new forge for settlement efforts was the ability to keep tools and weapons in good repair; then you start production as necessary. At least at Jamestown, I believe they also used the smithy to essay minerals and I know they tested the quality of the local iron ore to inform the stockholders in London about the potential mineral wealth of that slice of the New World. The smithy was a basic infrastructure component of western civilization. Even the ephemeral settlement by the Vikings at L'Anse aux Meadows in Newfoundland had a forge. When you�re at he wrong end of a long supply chain, the ability to repair and create tools and weapons and to use them for protection and to secure a steady food supply, is vital. For Europeans this meant metal, and the entire organization and tradition attached to it. Smells of the Smithy: It would also depend on the location of the smithy. In a rural setting, you could also add the smells of the farm, both good and bad. A nearby pig sty could be quite notable when the wind is the right way. In a town or city, the smells would be more intense, since everything is concentrated and tends to be dumped in nearby alleys, streets, cess-pits and middens. Also, the time of year, since the surrounding smells are less intense in the winter, but the interior smells are even more intense. Personal cleanliness is highly variable according to time, place, society and individual preference. Vikings in England were notoriously cleanly ��the better to seduce Christian women!� according to an Anglo-Saxon cleric; while the Vikings in Russia (or maybe Hedeby or Birka) were declared by an Arab to be �the filthiest of God�s creatures.� One of my friends declared that blacksmiths must have bathed more often, since the smoke always left him itchy, but that�s never been a problem with most of us. In truth, the smoke was the most predominant smell in all locations, since you needed a fire for cooking, cleaning and dozens of other domestic operations; and the smoke may have been so prevalent that it just blended into the background unless something unusual was happening or something different was being burned. I will also note that smells are much more noticeable to the young. When I was in grade school, every house had a distinctive smell. You could have blindfolded me, and I could tell you which family�s or friends� house I was in by the smell. This is no longer the case, and I suspect that is true for most adults. If you work there, you would notice only the most prominent smells, but visitors, especially younger ones, would tend to notice a lot more. Sunny and warm (up to 91 f) on the banks of the Potomac. Visit your National Parks: www.nps.gov | |||||||||||||||||||||||||||||||||||||||||||||
| Bruce Blackistone (Atli) - Tuesday, 05/30/06 10:21:05 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Smells. I once visited an historic forge kept as a museum. There was a sheet metal funnel on one wall attached to a tube that led outside. This was to pee in, I was told. That side of the building might have been a little rank at one time. | |||||||||||||||||||||||||||||||||||||||||||||
| Frank Turley - Tuesday, 05/30/06 10:29:03 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Forge Names: TGN, This varies a lot. Every village needed a smithy and a mill to be successful. Mills were established on streams at places where they were best suited and the road and a village often followed. Most forge placenames were as Ken noted, places where iron was made. These were usualy located close to the iron ore, it being the heaviest thing to transport. But nearby fuel and flux were also important. Many of these "forges" had water power and a trip hammer but not all. In some locations there was only enough water power to blow the bellows. Here they made iron and shipped to a larger facility to be finished. During the age of charcoal iron a forge in English usage was most likely a place where iron was made and a blacksmith shop was a smithy. In rural areas many farms had their own smithy but they rarely had a mill. Mills were best situated in places less suitable for farming but a smithy could be anywhere. Follow almost any rural road in the Eastern US and when it drops a considerable distance to cross a stream you can almost always find traces of the mill that was there. Farms came first, then mills and roads to the mill from the local farms. Sometimes a village developed at a mill sometimes not. Many were small places that when the mill went out the place ceased to exist except as a placename. Forges were similar but did not need the roads as much as mills. In the North mills were more often powering some type of manufacturing equipment and towns developed around the mills. In the South most mills ground grain and the labor and support needs were lower so very small villages developed around these mills. So we have place names with Forge, Mill, Ford, Crossing. . . | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Tuesday, 05/30/06 10:42:00 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Renee, have you investigated the Brehon laws on smithies? IIRC they were required to be a certain minimum distance from other structures due to fire danger. As for roads and iron smelting---cartage of the finished product in early America was often the *major* cost of the item, roads were few and far between and *bad* much of the year. Shipping by water was much cheaper! Thomas | |||||||||||||||||||||||||||||||||||||||||||||
| Thomas P - Tuesday, 05/30/06 11:33:15 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Lost in Jersey somewhere is an abandoned town called Batsto Village. There is everything a colonial village needs there, some in still working order such as the grist mill and saw mill. Underground dairies, wagon and sled shop, potters barn, housing, and of course the smithy are still there for display. Seems that Batsto was one of the strongest iron producing villages at the time. When cheap import iron became available, the entire townspeople mysteriously vanished. The grounds included housing for everyone, a church, schools, etc. There was NO place for anyone who wasn't doing something. If you're driving through New Jersey I highly recommend you find Batsto Village and check it out. I believe it is a national historic landmark. | |||||||||||||||||||||||||||||||||||||||||||||
| - Nippulini - Tuesday, 05/30/06 12:39:20 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Batsto Village: Neat place. I had never heard of it. Williamsburg. VA suffered a similar fate as time passed it by along with many other Colonial era cities. Before the Rockefellers put a fortune into Willansburg the main street and sidewalks were full of grass and weeds, most buildings were in disuse or collapse. Many lots were vacant or overgrown. And this was all within a mile of busy William and Mary University. Williamsburg declined because its primary business was government, then Richmond became Virginia's capital, and the South's during the Civil War. Meanwhile the James River stopped being the major mode of transportation and roads moved father from the river and Williamsburg languished. In most early cities that had great promise the flow of history just forgot them. While Williamsburgs peer cites of the time were a key port and transportation hubs it was not. In Northern Virginia, Alexandria had great promise as a big city until Washinton DC was built on the opposite bank of the Potomac. Nearby Dumfries was a hot spot of political activity before the Revolutionary War and a major port. The harbor silted up during the war and attempts to dredge it out were underfunded and the silting continued. Alexandria hoped to take up where Dumfires failed. . . the winds of change left it a second class bedroom community. Changing transportation and whims of history often leave places in the dust. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Tuesday, 05/30/06 16:27:34 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
I've seen various references on this site to Buffalo Ironworkers. I just bought a model #0 that needs TLC. Does anyone out there have an original manual, or know where to get a copy? Thanks for any information you might have. | |||||||||||||||||||||||||||||||||||||||||||||
| Robert Renner - Tuesday, 05/30/06 16:47:32 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
I think Renee was asking where to buy real chunk charcoal today. It's not as common as briquetts, but I see real "natural lump" charcoal fairly frequently at big box stores and the like. Commercial restaurant supply places and roofing suppliers are likely to have it as well. | |||||||||||||||||||||||||||||||||||||||||||||
| Mike B - Tuesday, 05/30/06 17:12:08 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Frank, Thomas P, Mike, Miles, Bruce & the Guru - thanks for the help - much appreciated - you've given me lots of great ideas! You guys are amazing. Are any of you in New Hampshire by any chance? Renee | |||||||||||||||||||||||||||||||||||||||||||||
| Renee - Tuesday, 05/30/06 17:28:38 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Aerotropolis: I stumbled on a new term the other day, Aerotropolis. This is a city built around a major airport. Today Aerotropoli are relatively unplanned chaotic growth around major airports. As the airports are rebuilt they reflect their city status more and more with shopping malls, hotels, resturants, small industries and warehousing supporting the airlines as transportation of both people and goods. Private enterprise adds to the chaos building near the unplanned Aerotropolis to either take advantage of the traffic or to provide services to the airport. Major highways to connect to the nearby city which the Aerotropolis of the future may dwarf as IT becomes the reason for investment in infrastructure and need for government. Unlike shopping malls that have no other purpose than to sell goods the Aerotroploi provide transportation and freight services moving those goods that malls sell (or could be sold at the Aerotroplois Mall). Convention centers are bing built near airports adding to the Aerotropolis. As a connector between air and ground they are automaticaly a "hub". Add rail or other public transportation and you have all the reasons for a major city. Aerotropoli are ideal centers for communications hubs as well as transportation. They themselves are large users of communications services and the people that service communication services often fly to the offices where the services are housed and managed. . . Future Aerotropoli may be planned from the ground up and include schools, residential areas and public services the same as any other city. Many already have internal connector rail systems simialar to city bus or trolley systems. These could easily be planned to be part of a larger commuter system. Isaac Asimov predicted future cities where there was no open space except speical outdoor parks. The city would be roofed over like a giant multilevel mall with with every form of human enterprise going on under roof. In his "caves of steel" the primary public transportation was people movers (conveyors) and the "tube" or rail. The modern Aerotropoli already use both and are coming close to making Isaac Asimov fictional future a reality. In modern cities construction goes both UP and DOWN. Underground construction becomes more common due to lack of space above ground. There is also the need for space for things that are most efficient following gravity such as water and sewer lines. However, in an enclosed city "ground level" is an arbitrary reference. In many cites we have elevated trains and in many downtown areas the foot traffic has been moved a level above the street to seperate auto and truck traffic from human. There are tunnels and bridges at all levels. So ground level is already starting to mean less and less in some cities. So what does this have to do with blacksmithing? Nothing and everything. Future multilevel cities will still have lots of room for railings, sign brackets, ironwork of many types. What will the smithy of that future look like? Where will one put a power hammer in multi story construction? Will "ground level" be the only allowable place or will there be suitable industrial duty floors for such machinery? What kind of fuel and ventilation will there be? How will he transport his raw materials and work? Even a small time artist blacksmith will face industrial supply problems. Will the smithy be banished to the hinterlands where there are, horror of horror's, OPEN SKY and dirt under one's feet? | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Tuesday, 05/30/06 17:52:22 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Robert- Buffalo is still in Business, you can call them up- www.bmt-usa.com They are a mere shadow of their former self, but they do still make ironworkers. There never was much of a manual for a machine like that, but they will know more than anyone else. | |||||||||||||||||||||||||||||||||||||||||||||
| - Ries - Tuesday, 05/30/06 19:31:30 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
I didn't intend to make an actual sword of metal, but more so a sword of wood, so i can get started,i guess. I just wanted to ask if someone from your staff can give a bit of advise, and yes i've done some research, and yes i know i lack knowlege( the first step to knowlege is admiting you lack much knowlege), so please i just need some tips\advise. I mainly have trouble making a wooden sword that looks real, and is detailed, so please if you're able, and have time mail me some information. I like samurai swords(katanas), so if can mail me information on how to shape, carve, or detail a samurai sword e.t.c please send it. THANK YOU! sincerely Matthew Place. | |||||||||||||||||||||||||||||||||||||||||||||
| - matthew place - Tuesday, 05/30/06 21:02:08 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
a very good place to look for sword information, blades,smithing, style, usage etc is swordforum.com. | |||||||||||||||||||||||||||||||||||||||||||||
| JLW - Tuesday, 05/30/06 21:20:00 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Answer to "ID the Anvil" question from 5/20: After sending Mr. Postman a set of photos (see www.larachristi.com/anvil2.htm), he very kindly replied at length, saying, "...I am 99% sure that this anvil is a "Peter Wright". Without the trademark, it has every feature of a Peter Wright. The "HH" on the front of the foot under the horn was the first clue, then the 4 handling holes, and the flats on the top of the feet - front and rear. "The 2 round holes under the base were put in later not by the manufacturer. It is a 3-piece forged anvil made in Dudley, England, most likely made early in the 20th century. The face appears to be a little soft, with all the ding marks." Thanks, everyone, for your help. I have the anvil in service now, my hammer technique is developing, and my blister is healing. | |||||||||||||||||||||||||||||||||||||||||||||
| Tim S. - Tuesday, 05/30/06 21:44:56 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Wood: If you are looking for fine details you want a fine grained wood like cherry, rock maple. Laminations of hardwood verneers would work as well. Bone or synthetic ivory (Corian) can be used for hard inlays. Ebony or dyed maple for grips. Furniture any colored wood you like. You can get pieces of ebony large enough for detail pieces from luthier suppliers like Stuart McDonald Guitar Makers Supply. A hand scraper will be best for producing flat surfaces and sharp interfaces. In fact most shaping after forging of Japanese blades are done with scrapers for the same reasons. You will need one or more of the books on Japanese bladesmithing for detail photos. Make your parts identical to metal parts and fit them together. Then finish the individual parts with thin lacquer or varnish and reassemble. The whole can be held together by making a wedge and mating slot in the tang. The wedge should expand the wood tang in the snuggly fitted grip so it will not come apart without removing the wedge. The results will not have the color of a real sword. But using a nice selection of woods it can be a work of art. You can also go with 100% maple and dye or stain the different pieces. Other possibilities are Plexiglas or Lexan. However, both are very flexible compared to wood in this thin a section. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Tuesday, 05/30/06 21:53:47 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Honorable Guruissimo! I am deeply shocked! Alexandria a 2nd class bedroom community?! Sirrah! Old Town Alexandria is, despite the best efforts of the greedy City Council in the 1960s to gut George Washington's hometown with urban renewal, still one of the most beeeeeyoootiful places anywhere. Grand old federal era houses. I bought a wooden one built in the late 1700s in 1964 for $19K. My father which art in Heaven nowadays I hope called it my "rat-infested slum." Ha! I sold it two years later for $35K and today I am told it is worth wayyyyy more than 10 times that. Alexandria is a full-scale incorporated city with all the amenities thereof. I once saw a letter that someone wrote to a friend in NYC urging them to get out of that flash-in-the-pan burg and come on down to Dumfries where the real action was gonna be. Then, as you note, the harbor silted up and that was all she wrote. Alexandria's waterfront now has the Torpedo Factory which has become a big deal art center full of studios. | |||||||||||||||||||||||||||||||||||||||||||||
| Miles Undercut - Tuesday, 05/30/06 22:17:16 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Has anyone seen the whole video from this site? It looks really interesting and very applicable to things discussed here. http://www.theforgottentechnology.com/Page1.htm | |||||||||||||||||||||||||||||||||||||||||||||
| JLW - Tuesday, 05/30/06 22:22:29 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Batsto Village: From the discription given this sounds like one of the "Iron Plantations" much like Hopewell Village, now a national historic site. Pottsgrove was the the startingpoint for what became Pottstown, the town nearest where I live. The entire settlement was usually owned by the company that operated the furnace, and owing one's soul to the company store a frequent problem. | |||||||||||||||||||||||||||||||||||||||||||||
| Dave Boyer - Tuesday, 05/30/06 22:39:43 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Corrosion resistance question: After having read the 21st Century essay (thanks, Guru!), I know how to protect my work as much as possible from that hideous non-sleeping rust. However... I've made some corner spikes/posts to keep the water hose from dragging across the planting bed, and I wonder how likely it is that *ANY* finish could withstand the abrasion... and whether or not completely unprotected 1/2" round stock might merely develop a nice patina and still outlast us all. Thoughts? (photo at www.larachristi.com/hosespike.jpg) | |||||||||||||||||||||||||||||||||||||||||||||
| Tim S. - Tuesday, 05/30/06 23:16:21 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Tim S : Alot depends on Your climate and how much You water the area, but they will last a good while anyway, and by the time they are shot it wont take as long or raise a blister for the replacements. Stainless would be better, but don't try untill You can hammer harder & longer as it is harder to wirk with. | |||||||||||||||||||||||||||||||||||||||||||||
| Dave Boyer - Wednesday, 05/31/06 00:11:46 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Nippulini & Others: PABA Blacksmith Day is June 3rd 9:00-4:00 at the Heritage center at Kutztown University, Kutztown, Pa. Rough & Tumble Blacksmith Days June 9th & 10th at Kinsers, Pa. [Rt.30, just east of Lancaster] Just a reminder to anybody who is interested. | |||||||||||||||||||||||||||||||||||||||||||||
| Dave Boyer - Wednesday, 05/31/06 01:13:41 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Guru, I was interested to know what you thought of Swedish Powdered Steel as a sword making material. Several people I've talked to recomend it highly, so a professional smiths opinion would be greatly appreciated. Cheers | |||||||||||||||||||||||||||||||||||||||||||||
| Steve - Wednesday, 05/31/06 05:26:25 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Powder Metallurgy: Steve, the procesess makes a clean dense steel that can be worked like any other. In fact many of the patterns are produced by post processing using standard methods. The PM Damascus should be the least expensive patterned steel avaialble. However, I have not made a price comparison. There are many folks making pattern welded steel for blanks and it is a very competetive field. Admiral steel sells patterned blanks and is on-line. Buying the pattern welded steel of any kind is a good way to make beautiful work. Many folks specialize in the processes of making these special steels for the purpose of selling to others. However, none of it is cheap and it will not make make one a great artisan. It is like making anything from precious metals, gems or rare woods. I would suggest starting with comon grades of steel and other metals first. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Wednesday, 05/31/06 08:03:36 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
The Forgotten Technology: I have not seen this but having moved a lot of heavy things I looked to me that this felow has a new trick up his sleeve. So I ordered it. For $15 I am not out much. If it is a farce then I will be entertained and if it really is a nifty trick then the education will be worth it. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Wednesday, 05/31/06 08:58:23 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
The Forgotten Technology: JLW, Its worth the price of the ticket. I ordered the DVD but also watched Wallace Wallington's on-line video. He moves some tremendous weights (10 tons) using some levers and lots of smarts. He uses two fulcrums to "walk" a weight along a course and two balance points to raise the load by hand applying no more than a 40 pound excertion. After raising the load some 3 feet he tips it into a pit raising the 30 foot long block verticaly (working ALONE). Pretty amazing stuff. His point being that there was no magic, no alien technology, required to build monuments like the Pyramids or Stonehenge. I've done similar things when moving machinery. I found long ago that you are better off with just two rollers and trading them than a whole series of rollers. The less work the faster things can be moved. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Wednesday, 05/31/06 14:39:43 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
I remember a trick learned at a Scouting event. To move a heavy log we would just roll it. But to change direction, roll it onto a smaller log, like a piece of firewood, so that the firewood (now a fulcrum) is perpendicular to the log, and right in the middle of the log. The log is now fairly balanced on the fulcrum and can be spun in any direction. That website was pretty interesting. Of course, the trick is to get the 10 tons on the fulcrums. The other trick is to get that balancing stone on top of the 10-ton weight. But his method of rolling a square block on that roller-coaster thing was really slick. I'd love to see him move that barn. Instead of rolling a weight to change the balance point you could have an equivalent weight in frat boys. Just put a keg on each end of the barn and alternate opening the tap. | |||||||||||||||||||||||||||||||||||||||||||||
| - Marc - Wednesday, 05/31/06 16:39:24 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Mr. Guru, I am searching for information regarding a late 1800's anvil. I believe it to be about 150 lbs. It appears to be a very good shape and still has the little tool, and no apparent abuse. I believe the date to be 1883. My late husband bought this at an auction several years ago, and I am wondering if it should be sold by weight or as an antique. If so, how to I establish a value? It also has an interesting mark that looks similar to a vine or leaf. Any information you can provide would be appreciated. I could also send you a photo if you would be interested. thank you so much. | |||||||||||||||||||||||||||||||||||||||||||||
| kaulback - Wednesday, 05/31/06 17:15:32 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Kaulback: If the date of 1883 is in raised letter under the heel it is likely a FISHER brand. However, their logo was an eagle holding an anchor. Mark of a vine or leaf has me stumped though. You can send photos to me if you wish. Just click on my name and provide it as an attachment. A date of the late 1800s wouldn't necessarily make it either an antique or collectible. Still lots of anvils even older than that still in everyday use. | |||||||||||||||||||||||||||||||||||||||||||||
| Ken Scharabok - Wednesday, 05/31/06 19:54:06 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Moving weight, Rollers, Fulcrums: How you move something, how you prepare and the methods depend on numerous factors. The hardest part of moving something heavy as Marc noted is getting it off the ground. The second is having a hard surface to move on. In the Forgotten Technologies video the methods are shown. And they also assume a good roadway or hard surface. Any distance on soft ground is a pain. Big moves where you knopw you have to prepare are easier than little moves where the cost of preparation is proportionaly significant. Wallington uses levers and counter weights on levers for much of what he does. Getting the counter weight on to the big slab was nothing compared to raising the big 10 ton slab three or four feet. He used the same method for both and did both alone. With a team that knew what they were doing helping him it would move very fast. AN important trick os patience and small moves. The stuff he moves is impressive. It is also all has a low center of gravity. Where things get tricky is when they are tall and have a tall center of gravity. I've moved a lot of little giants alone (from 50 to 250#). On the level they are not a problem but on inclines they are a little scarey. We have a ramp between two sections of our shop that is probably a 3:1 slope. An LG is very close to the tipping point at that angle. I moved both a 50 and a 100 down and back up that slope alone. . Carefully with a plan. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Wednesday, 05/31/06 23:41:48 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
I used to install and service safes and vault doors, Rarely did I have to work alone, But the biggest critera for success is to have the tools then THINK the whole process through before moving anything. We had lots of 3/16" steel sheets to lay down over carpet or soft flooring and for the most part things would be rolled on 3/4-1" steel round bars. I can tell stories about standing up or laying down a high finished vault door or "reefer"(large safe, roughly the size as a refrigerator) | |||||||||||||||||||||||||||||||||||||||||||||
| - Mike - Thursday, 06/01/06 12:24:32 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
I seem to have gotten in the middle of "The Forgotten Technology" and have not found the starting thread. What is the website or place where the dvd and online video is at? It looks interesting. Thanks | |||||||||||||||||||||||||||||||||||||||||||||
| david - Thursday, 06/01/06 15:12:04 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
www.theforgottentechnology.com Its no hype. Very interesting. I question the fact that it may have been done exactly like this but it certainly is possible. One man moving and lifting 10 ton blocks alone quickly with simple tools. Image what a trained crew could do! | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Thursday, 06/01/06 15:20:14 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Finishes on things to be hammered into the ground: This is where zinc galvanizing comes in. It MAY scratch but it does not come off and it self heals. Zinc powder paint over sand blasting is second best as the zinc embeds in the texture and not all abrades off. However, for this purpose it is a distant second. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Thursday, 06/01/06 15:23:07 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
The interesting thing is that Wallington of theforgottentechnology.com does not use rollers. He uses balance points and walks the load. This requires a solid road bed but NOT one smooth enough for rollers. I use rollers a lot myself but they fail and lock up on dirty surfaces. A bit of gravel will stop a fairly large roller. I have also rolled vertical loads that were so heavy that even with a full complement of 3/4" schedule 80 rollers the pipe flatened and extruded. . . Made a mess of a over a dozen 36" pieces of pipe on a smooth concrete floor. Had to scrap about half. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Thursday, 06/01/06 15:30:51 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
A note on this "livesteel" place; If you go to their home page, they have pictures of swords they have actually made with this cold straightening method. However, you'll notice that they only show pictures of swords without the bolt filling in the hole... I found this a little odd. | |||||||||||||||||||||||||||||||||||||||||||||
| - Rob - Thursday, 06/01/06 16:05:54 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
FORGOTTEN TECHNOLOGY Interesting site indicating how the blocks were lifted in ancient Egypt. wwwDOTwyattmuseumDOTcom/how-the-pyramids-were-built-02DOThtm The rest of the site is intriguing as well. | |||||||||||||||||||||||||||||||||||||||||||||
| - Tom H - Thursday, 06/01/06 16:10:35 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
The photo shown on that page has about a ton of lumber being used to raise a car that weighs less than a ton. . . Possible but way too complex for heavy loads. Wallington of theforgottentechnology.com uses a method that I have used before on smaller loads of just rocking a load back and forth adding spacers on each side of the pivot block as the load is raised. He has a set of wood guides to hold the riser blocks for saftey and the whole is a very small fraction of the load. And most importantly, it is VERY simple. No pivot pins, no levers in tension, no load distribution system, no metal parts. . Just parts and pieces that could be made by wood worker in a stone age culture and very efficiently by a bronze age wood worker. He also solves the problem of getting that first wedge or spacer under the load with simple leverage and counter weights. Wallington's premise is that simple but intelegent methods were used. Simple DUMB methods like strapping a thousand slaves to a block of stone make good movies and stories to scare children but are very inefficient. Using all those slaves was expensive. If you could use two or three men to move a stone a mile a day instead of thousands it would make a lot of sense. That lets you spend your budget on quarying, carving, fitting instead of just physical movement of the results. It also leaves time for people to raise food and other necessities. Wallington's ideas are also so stupidly simple that and illustration of it hides the fact that anything is happening. I suspect methods similar to his were used where they could and the thousand slaves harnessed up for the ocassional lack of planning OR grandstand show. What greater spectacle could you imagine for visiting dignitaries than to show them a thousand slave working on one task. . . Then when they leave you go back to using the smart methods. | |||||||||||||||||||||||||||||||||||||||||||||
| - guru - Thursday, 06/01/06 17:02:21 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Scott, Click on the "NAVIGATE anvilfire" menu bar in the top right corner of this page and go to the armoury section. There are several articles there explaining how to make various types of armor and all of the tools and methods used. | |||||||||||||||||||||||||||||||||||||||||||||
| Steven Galonska - Thursday, 06/01/06 18:28:15 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Guru, I by no means disagree with you, but I have read that one purpose of many large projects in the ancient world was to provide employment. Using 1000 people to move a stone *might* not be stupid if otherwise they would be starving or off starting a revolution. Assuming you an afford to feed/pay them, of course. On the other hand, it's possible that the archaologists' conclusions that the projects were intended to make work were based on incorrect assumptions about the amount of labor needed. | |||||||||||||||||||||||||||||||||||||||||||||
| Mike B - Thursday, 06/01/06 18:35:01 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
I've always wondered why the blocks for the pyramid couldn't have been moved by oxen. The Egyptians were well aware of draft animal usage. Also keep in mind the very large blocks which were involved in pyramids and stone structures in Central and South America. | |||||||||||||||||||||||||||||||||||||||||||||
| Ken Scharabok - Thursday, 06/01/06 19:15:16 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
Ken, The stone structures in Latin America were pre-Columbian. There were no oxen in the New World until the Europeans brought them over. Oxen are easy keepers, but they are slow. In terms of draft, it took 20 mules to haul a couple of borax wagons, and not to forget that wagons are wheeled vehicles. Admitted, the wagons were heavy, the rear wheels being about 8 feet tall, the iron tire 1" x 8", but without wheels, you'd need to somehow overcome the inertia of the big stones. | |||||||||||||||||||||||||||||||||||||||||||||
| Frank Turley - Thursday, 06/01/06 20:31:30 EDT | |||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||
|
| |||||||||||||||||||||||||||||||||||||||||||||