|
| |||||||||

|
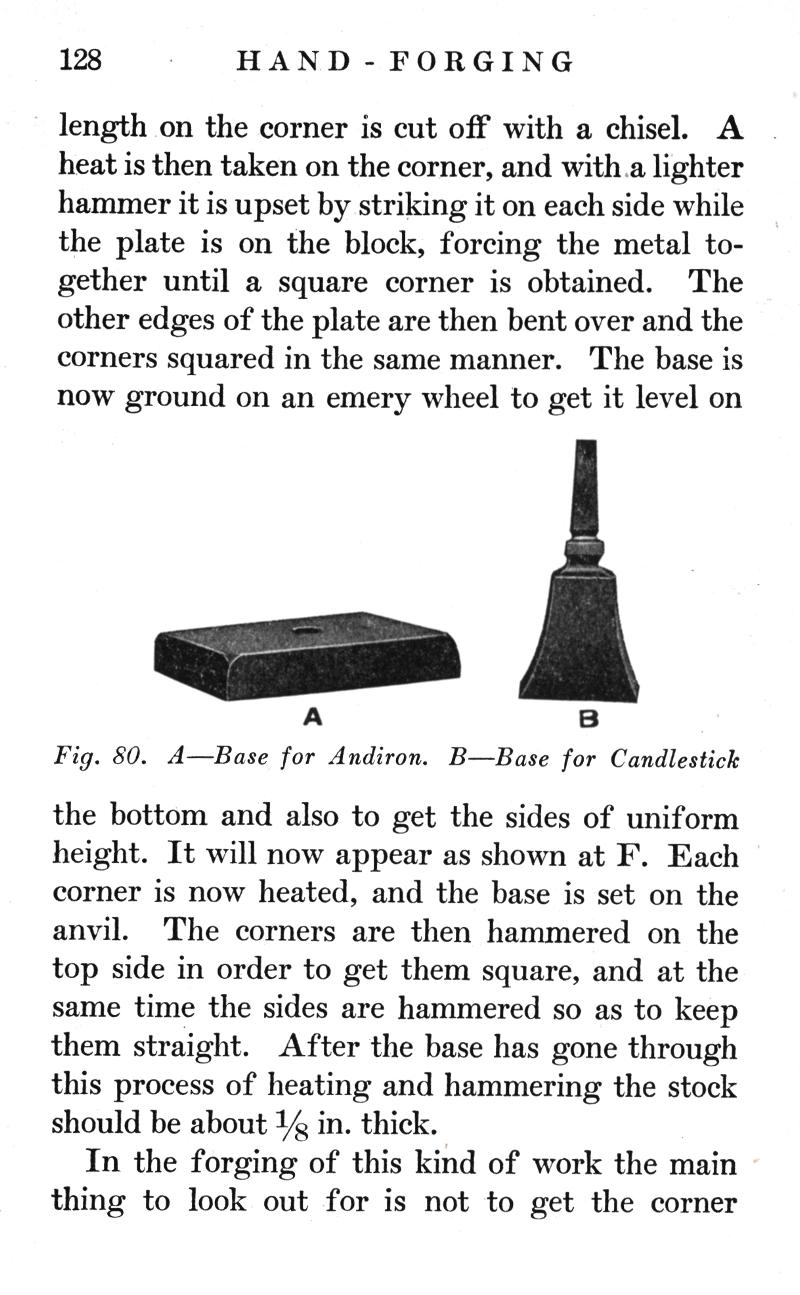
p.128 HAND-FORGING length on the corner is cut off with a chisel. A heat is then taken on the corner, and with a lighter hammer it is upset by striking it on each side while the plate is on the block, forcing the metal together until a square corner is obtained. The other edges of the plate are then bent over and the corners squared in the same manner. The base is now ground on an emery wheel to get it level on Fig. SO. A—Base for Andiron. B—Base for Candlestick the bottom and also to get the sides of uniform height. It will now appear as shown at F. Each corner is now heated, and the base is set on the anvil. The corners are then hammered on the top side in order to get them square, and at the same time the sides are hammered so as to keep them straight. After the base has gone through this process of heating and hammering the stock should be about % in. thick. In the forging of this kind of work the main thing to look out for is not to get the corner |
Hand Forging by Thomas F. Googerty