Four Manual Hydraulic Presses
These simple to build comparatively economical devices can be used for punching, bending, forming and coining.
They produce high forces but are very safe to use do to the slow speed, manual operation and lack of inertia.
While they would seem to be a slow way to make parts due to the hand pumping, the short stroke required for most jobs make them quick work.
Hundreds of parts can be produced in hours.

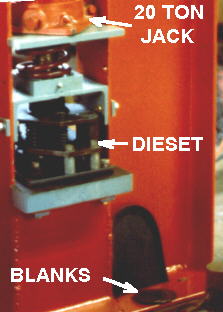
Manual 20 Ton Hydraulic Press with Die Set
I built this press back in 1978. The construction of this press is fairly obvious.
It was built in a hurry with materials on hand and has a few design flaws.
The press was designed with one goal, to punch 2-1/2" and 3" diameter blanks out of 16ga mild steel plate.
The press AND die set were built with a torch, grinder, arc welder and a hand crank drill press.
Both the die set and the press originally had babbitt guide bushings.
While using the press to straighten a part the guide support was crushed so this is a new one with a bronze bushing.
The table support is made of two pieces of the 8" beam and the table is cut from a 1-1/4" plate and has a 3--1/2" center hole to let the blanks fall through.
Putting the return spring between the jack and the guide bushing was a mistake. The spring rapidly becomes "solid" or reaches "shut height".
The full stroke of the jack was not taken advantage of either. At the time all I was thinking about was blanking thin stock and 3" of travel was more than enough.
When I find a couple springs to install externally, I'll also shorten the head block and raise the guide plate assembly.
The only piece of the press purchased new was the 20 ton Blackhawk jack. It cost $100 US in 1977. I also purchased standard punches and dies from Roper-Whitney.
The dieset does not use a pressure pad being designed with only 1/8" clearance.
It does have a "stripper" plate. The stripper springs are from an old auto clutch.
The parts of the dieset were cut with a cutting torch or forged. The plates were stacked up and match drilled and taped on a small hand crank blacksmiths drill.
The guide pins are 1" dowel pins welded into torched holes! Guide bushings are babbitt in welded pipe housings.
On completion this press was used only four hours for its intended purpose. In that four hours I punched out hundreds of steel and bronze blanks for candle drip pans. I never had to run another batch! Previously I was hand cutting, torching chiseling, grinding and filing 16ga blanks. I could spent all day making 8 or 10. It took a week to build the press which in turn replaced months of man hours in a half days use!
At a later time we will look at the details of punching and blanking and the use of diesets.
NOTE: It is far more efficient to use new OR used commercial diesets!
Commercial Press Tooling and Diesets

Manual Hydraulic Press Brake
A reader sent us the photo of this press.
It was built as a manual press brake for bending.
It has an upper die holder that is guided by slots in the side columns. There are springs with turnbuckles to hold it up.
There are also springs on the cylinder platen to return the cylinder to the closed position.
This press is built like a lot of the automotive shop preses and the frame is a little light.
The side columns are OK but the top beam is a little light for a 20 ton press and may bend.
The bottom cross plates are sufficiently heavy and the height adjustment holes may be useful.
The tall slender bending die will alow tight bends and bends on parts that already have bends.
Industrial brakes often have an offset in the upper die to get inside closed work.
This requires careful engineering and high strength steels.
For bending in my press we use small welded up dies sets made for the purpose.
They are easy to make from scraps of steel and often have integral guides and stops.
Some make combination bends such as a curve ending in an angular bend and others just straight bends.
Popular Jeweler's Press
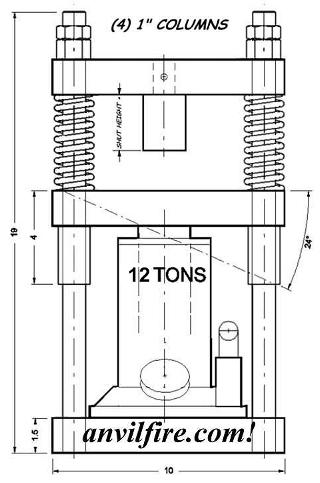
A lighter version of the press to the right using 1" all thread and 1" thick plates has been popular among jewelers for a number of years.
They commonly use three identical plates with four holes drilled in each plate for the 1" all-thread.
These presses are often used with a polyurethane backing for all sorts of forming.
Most of these presses use tension springs to pull the platen down and return the bottle jack to its bottom position.
This one is shown with die stripper springs and a ram to prevent reaching the shut height of the springs.
One problem with rod or cylinder guided devices is the L/D (Length over Distance) lock or "cocking".
Any time the angle between the top corner and the bottom corner on the oposite side is 14° or less the parts will lock as this is a locking angle that is ruled by the laws of physics and the coefficient of friction.
Increasing this angle a safe amount (say 20° or more) prevents the lock from happening and parts will move freely.
WARNING NOTE: After doing some calculations on this press we found the 20 ton rating too high and have reduced it to 12 tons.
For 20 tons the top and bottom plates need to be 2" (50mm) thick.
Otherwise they are stressed much too high and become very springy.
The distance between columns should be kept to a minimum.

Simple Press from Plate
Built by Mike of
marco-borromei.com
This is another popular and simple bench press design.
Made from a single piece of plate and some scraps is has been sucessfully used for coining brass coins.
The hole in the frame is used for the cylinder base.
The corners cut off the braces used for diagonals under the cylinder base.
Most presses of this type are made with a platen that rides on the cylinder and a top plate to provide a wider stationary platen.
However, the narrow frame will twist if the load is off center and there is little reason for a wide top plate.
It IS handy to have a place to bolt punches, dies and diesets to.
The main frame is 3/4" steel plate, the legs 3/8". The jack is a short "compact" 20 ton bottle jack.
What this press lacks is guides and mounting for tooling.
However, tooling with its own alignment can be made that fits the jack and the frame.
That is what die sets are about.
References and Links



Four Manual Hydraulic Presses
These simple to build comparatively economical devices can be used for punching, bending, forming and coining. They produce high forces but are very safe to use do to the slow speed, manual operation and lack of inertia. While they would seem to be a slow way to make parts due to the hand pumping, the short stroke required for most jobs make them quick work. Hundreds of parts can be produced in hours.Manual 20 Ton Hydraulic Press with Die Set
Both the die set and the press originally had babbitt guide bushings. While using the press to straighten a part the guide support was crushed so this is a new one with a bronze bushing. The table support is made of two pieces of the 8" beam and the table is cut from a 1-1/4" plate and has a 3--1/2" center hole to let the blanks fall through. Putting the return spring between the jack and the guide bushing was a mistake. The spring rapidly becomes "solid" or reaches "shut height". The full stroke of the jack was not taken advantage of either. At the time all I was thinking about was blanking thin stock and 3" of travel was more than enough. When I find a couple springs to install externally, I'll also shorten the head block and raise the guide plate assembly.
The only piece of the press purchased new was the 20 ton Blackhawk jack. It cost $100 US in 1977. I also purchased standard punches and dies from Roper-Whitney.
The dieset does not use a pressure pad being designed with only 1/8" clearance. It does have a "stripper" plate. The stripper springs are from an old auto clutch. The parts of the dieset were cut with a cutting torch or forged. The plates were stacked up and match drilled and taped on a small hand crank blacksmiths drill. The guide pins are 1" dowel pins welded into torched holes! Guide bushings are babbitt in welded pipe housings.
On completion this press was used only four hours for its intended purpose. In that four hours I punched out hundreds of steel and bronze blanks for candle drip pans. I never had to run another batch! Previously I was hand cutting, torching chiseling, grinding and filing 16ga blanks. I could spent all day making 8 or 10. It took a week to build the press which in turn replaced months of man hours in a half days use!
At a later time we will look at the details of punching and blanking and the use of diesets.
NOTE: It is far more efficient to use new OR used commercial diesets!
Commercial Press Tooling and Diesets
Manual Hydraulic Press Brake
A reader sent us the photo of this press. It was built as a manual press brake for bending.
It has an upper die holder that is guided by slots in the side columns. There are springs with turnbuckles to hold it up. There are also springs on the cylinder platen to return the cylinder to the closed position.
This press is built like a lot of the automotive shop preses and the frame is a little light. The side columns are OK but the top beam is a little light for a 20 ton press and may bend. The bottom cross plates are sufficiently heavy and the height adjustment holes may be useful.
The tall slender bending die will alow tight bends and bends on parts that already have bends. Industrial brakes often have an offset in the upper die to get inside closed work. This requires careful engineering and high strength steels.
For bending in my press we use small welded up dies sets made for the purpose. They are easy to make from scraps of steel and often have integral guides and stops. Some make combination bends such as a curve ending in an angular bend and others just straight bends.
Popular Jeweler's Press
A lighter version of the press to the right using 1" all thread and 1" thick plates has been popular among jewelers for a number of years. They commonly use three identical plates with four holes drilled in each plate for the 1" all-thread. These presses are often used with a polyurethane backing for all sorts of forming.
Most of these presses use tension springs to pull the platen down and return the bottle jack to its bottom position. This one is shown with die stripper springs and a ram to prevent reaching the shut height of the springs.
One problem with rod or cylinder guided devices is the L/D (Length over Distance) lock or "cocking". Any time the angle between the top corner and the bottom corner on the oposite side is 14° or less the parts will lock as this is a locking angle that is ruled by the laws of physics and the coefficient of friction. Increasing this angle a safe amount (say 20° or more) prevents the lock from happening and parts will move freely.
WARNING NOTE: After doing some calculations on this press we found the 20 ton rating too high and have reduced it to 12 tons. For 20 tons the top and bottom plates need to be 2" (50mm) thick. Otherwise they are stressed much too high and become very springy. The distance between columns should be kept to a minimum.
Simple Press from Plate
Built by Mike of marco-borromei.comThis is another popular and simple bench press design. Made from a single piece of plate and some scraps is has been sucessfully used for coining brass coins. The hole in the frame is used for the cylinder base. The corners cut off the braces used for diagonals under the cylinder base.
Most presses of this type are made with a platen that rides on the cylinder and a top plate to provide a wider stationary platen. However, the narrow frame will twist if the load is off center and there is little reason for a wide top plate. It IS handy to have a place to bolt punches, dies and diesets to.
The main frame is 3/4" steel plate, the legs 3/8". The jack is a short "compact" 20 ton bottle jack.
What this press lacks is guides and mounting for tooling. However, tooling with its own alignment can be made that fits the jack and the frame. That is what die sets are about.
References and Links