|
|
| |
| |
|
|
|
|
|
|
|
|
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
|



| |
| |
|
Tell them you found it on anvilfire.com!
|
Blacksmithing and metalworking questions answered.
|
Blacksmithing and Metalworking Tools Historical Preservation.
|
|
|
THE DEMPSEY TWIST
Easy Tong Making Method
Making your own tongs is one of the first projects someone new to blacksmithing should take on.
They are a tool you cannot do without for long and one which will help your forging abilities.
This method takes advantage of fullering which is more efficient than using the hammer alone.
-
For general purpose tongs start with a piece of 3/8" x 1" flat bar about two feet long or a little longer.
For small light duty tongs start with 1/4" x 1" flat bar.
Mild steel (or even wrought iron) is satisfactory for tongs.
If you intend to make goose neck or offset tongs start further up the bar leaving extra material to shape after the tongs are assembled.
You can always take material off but its harder to put back on.
-
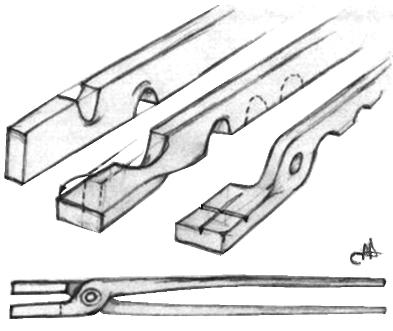
 Work one end first (the bar is long enough for both halves).
Fuller two notches in the bar as shown.
The depth first notch should leave a bar thickness or a little more (do not go too far).
The handle end fullering should only go half way through.
Work one end first (the bar is long enough for both halves).
Fuller two notches in the bar as shown.
The depth first notch should leave a bar thickness or a little more (do not go too far).
The handle end fullering should only go half way through.
-
Now twist the "jaw" 90°. Wasn't that easy!
Remember BOTH side of the tongs are alike.
There is no right and left hand part.
The first time you make this mistake you will remember!
-
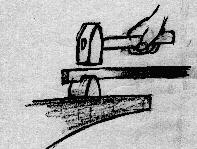
Fuller the "handle" end behind the joint.
Your fuller depressions should be equally spaced the width of the fullered depression.
Then hammer out the high spots. These, being small work easier than forging directly with the hammer.
Don't worry about finishing the full length of the reins at this point. About 1/3 will do.
-
When one joint looks pretty good, cool the bar and do the same thing on the other end.
This way you don't need a set of tongs to make your first set of tongs!
When the second joint is finished finish the reins, which are now in the middle of the bar.
Remember, the reins should taper from about half the joint height (bar width) to an octagon or round equal to the bar thickness.
On long tongs you may need to cut the bar in two before finishing the reins but on small general purpose tongs there should be no need.
-
You may punch or drill the rivet hole.
Hot punching leaves a little more material in the joint but is hard to control if you are not a practiced smith.
My rule of thumb is to use a rivet about the same diameter as the thickness of the bar you started with or one size bigger.
-
A useful trick from Bealer's
The Art of Blacksmithing, is to put a layer of heavy brown paper (grocery bag) in the joint when you rivet the tongs.
When this burns out it leaves some clearance in the joint.
If the joint is too loose it is easy to tighten but if it is too tight it is hard to loosen.
The only way to loosen a joint that is too tight is to heat the rivet with a torch or heat the joint in the forge and then work them back and forth.
-
When your tongs are finished they must be adjusted.
Find a short sample of the material thickness you are going to work with.
Heat the jaws and the joint up to the taper in the reins.
Grip the sample in the tongs and either clamp the jaws and the sample in the vise or tap the jaws square to the sample on the anvil.
I like using the vise because then you can spread the reins to a comfortable distance.
When adjusting on the anvil you must hold the reins apart or use a little block of wood with two holes drilled at the right spacing.
-
ADDED: An option to drawing out the reins is to make them about 3" long (the part that tapers from the joint.
Then weld on round bar stock to finish the reins.
If arc welding make a scarf similar to that for a forge weld and then weld on that long diagonal.
After arc welding you can dress the weld by forging. The long angular weld is much stronger than a plain butt weld.
1998 Jock Dempsey
EDIT November, 11, 2019: This is the first time I have looked at the code on this page since March 1998.
It had the absolute minimal and very primitive HTML edited using a plain text editor.
There was no HTML title or description - absolute minimums for a web page.
The rest of the HTML was a bit broken but still worked in the tested browsers.
I did not even have the simple HTML editor I picked up a few months later and still use (Hippie 98).
It has spell check and an HTML validator that is very dated now, but was current up to about 2005. .
The best thing about Hippie is that it does not "step on" your code.
IT NEVER changes anything unless you ask it.
All the other editors I have tried forced your code to look the way they wanted it. . So I keep using a 20 year old editor.
THE METHOD: I figured out how to make tongs this way in 1977 and made quite a few pairs this way.
It may seem presumptuous to name it after myself but I had not seen the method in a book or learned it from another smith.
However, I HAVE taught it to a lot of people AND this article has been on-line now for 20 years. . .
It is not the best way to make tongs but it takes less forging skill and hammer control than common methods.
|
|
|
|



THE DEMPSEY TWIST
Easy Tong Making Method
Making your own tongs is one of the first projects someone new to blacksmithing should take on. They are a tool you cannot do without for long and one which will help your forging abilities. This method takes advantage of fullering which is more efficient than using the hammer alone.1998 Jock Dempsey