| |
 |
|
|
|
JOCK D
|
|
The drill press above is a classic geared head "sensitive" drill press. These old flat belt drive machines were made by dozens of manufacturers. On some the parts are interchangable betweeen brands.
These are the finest drilling machine ever designed. They will drill 1/8" holes as easily as 1" holes. Even worn out these machines are infinately better than most new drill presses.
These were made from the late 1800's until the 1950's. Currently they typicaly sell for a few hundred dollars in the US. Comprable NEW machines cost as much as a small automobile. They are the perfect machine for any blacksmith shop. Buy one if you have a chance.
|
|
|

Figure 2 |
This is called a tre'panning tool. It has a pilot drill like a hole cutter and a single point tool. Tre'panning tools are generaly shop made, turned on a lathe, but they can be fabricated by welding too. Set screws hold in the pilot drill and the cutter.
|
|
|

Figure 3 |
Using form tools circular plugs can be cut from wood. We used this nethod to make thousands of wood bases for chess sets.
|
|
|
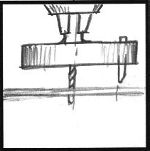
Figure 4 |
In metal form tools do not work well but the method can be used to cut blanks. Be sure to use the proper (slow) speeds for large diameters. This requires a stiff spindle and back gears on a drill like the one above.
Wood can be tre'panned holding it by hand but metal must be clamped down.
|
|
|

Figure 5 |
Many of us have sanding drums but we often forget that they are a great drill press tool. They can be used to square wood and debur metal.
|
|
|
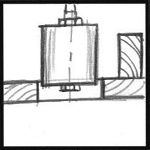
Figure 6 |
I use a board with a hole that fits a 3" diameter sanding drum snuggly. When using it on narrow work the drum can be adjusted up and down as narrow zones wear. Having the edge of the drum below the supporting surface also lets you sand and grind sqaure edges better. I've also used a guide fence for truing wood to be glued up on edge.
|
|
|

Figure 7 |
A boring bar is a simple tool that can be used on a lathe with the work stationary on a boring table OR on a drill press.
Boring bars are another shop made tool. They are best made of cold drawn shafting as the bar needs to be supported in a bearing.
A cross hold drilled in the bar with an intersecting threaded hole holds the cutter. I use old taps for cutters because they are a top grade HSS and are round. Grind a set screw flat to keep the tool from rotating. The driven end needs to be turned down to fit your largest drill press chuck.
|
|
|
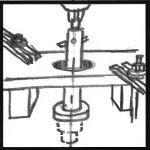
Figure 8 |
On a drill press the far end of the bar is supported in a steel drill bushing OR a bronze bushing. The bushing is either clamped in the table center hole or in a plate made to support the bushing. Be sure there is travel clearance for the bar below the bushing.
Very large precision holes can be bored this way.
|
|
|

Figure 9 |
A tapping head is needed if you are going to tap a few hundred holes. . .
A tapping head does a bunch of things to do its job. They come with a special tap chuck to hold the tap and deliver the cutting torque. When the tapping head is pulled on it reverses the tap's direction so that it can be extraxted.
Tapping heads also have azial float so that the tap accurately follows itself AND usualy have a torque limiter to prevent tap breakage.
(photo to replace drawing later)
|
|
|

Figure 10 |
Tapping heads can be used on old antique drill presses just as well as modern ones. The arm that extends out the side is a "torque" arm for the reversing mechanism and must bear against a bar parallel to the spindle. I use a vertical post on the drill press table.
Besides being fast a tapping head can pay for itself in taps. Taps accurately driven last a long time. Hundreds of holes can be power tapped with on tap vs. a few dozen by hand. taping.
|
|
|

Figure 11 |
Last but not least, The Drill Press Vise.
Click for article in our Vise Gallery
|
|
JOCK D
|
|
More photos later.
Questions? Comments?
|
|
Pete F
|
|
darn it Jock....now you have me lusting after yet another tool!..Thanks
|
|
JOCK D
|
|
Just one? :-)
|
|
P F
|
|
Just one more
|
|
|
Links
|
|



Demonstration by Jock Dempsey
December 12, 2001, Jan 2012
These are the finest drilling machine ever designed. They will drill 1/8" holes as easily as 1" holes. Even worn out these machines are infinately better than most new drill presses.
These were made from the late 1800's until the 1950's. Currently they typicaly sell for a few hundred dollars in the US. Comprable NEW machines cost as much as a small automobile. They are the perfect machine for any blacksmith shop. Buy one if you have a chance.
Figure 2
Figure 3
Figure 4
Wood can be tre'panned holding it by hand but metal must be clamped down.
Figure 5
Figure 6
Figure 7
Boring bars are another shop made tool. They are best made of cold drawn shafting as the bar needs to be supported in a bearing.
A cross hold drilled in the bar with an intersecting threaded hole holds the cutter. I use old taps for cutters because they are a top grade HSS and are round. Grind a set screw flat to keep the tool from rotating. The driven end needs to be turned down to fit your largest drill press chuck.
Figure 8
Very large precision holes can be bored this way.
Figure 9
A tapping head does a bunch of things to do its job. They come with a special tap chuck to hold the tap and deliver the cutting torque. When the tapping head is pulled on it reverses the tap's direction so that it can be extraxted.
Tapping heads also have azial float so that the tap accurately follows itself AND usualy have a torque limiter to prevent tap breakage.
(photo to replace drawing later)
Figure 10
Besides being fast a tapping head can pay for itself in taps. Taps accurately driven last a long time. Hundreds of holes can be power tapped with on tap vs. a few dozen by hand. taping.
Figure 11
Click for article in our Vise Gallery
Questions? Comments?
iForge is an Andrew Hooper Production
HTML Copyright © 2001, 2012 Jock Dempsey, www.anvilfire.com
Webmaster email: webmaster @ anvilfire . com