We selected the Big BLU dies and QC die holders for the X1 because the S7 dies are the best commercially available and we did not have time or money to develop our own.
As an alternative 3" x 5" bolt on dies can be used but require an alternative bolt patten on the ram and anvil.
Big BLU dies are available in many highly developed shapes including 1.75 x 5.0" flat, combos with a narrow face, crown fullers, straight fullers, radius face, reverse radius, beveling, dishing and special texturing dies all made from carefully heat treated S7 tool steel.
We made our own oversize 3" x 5" flat dies for open die work using hand held tooling and as blanks for special purpose dies.
While these dies fit the Big BLU die holders they will not fit the top of a Big BLU due to clearance issues.
If you go with bolt on dies the largest open face die that will fit is 3.5" round or 3" square.
Bolt on combo dies are angled to the frame and have 2.13 x 4.75" faces.
These are a bit narrower than Big BLU's but a little deeper.
 Big BLU Combo Dies
Big BLU Combo Dies
These are some of the most highly developed dies on the market for free hand forging.
The narrow fullering face is good for isolating stock, drawing tapers, making narrow grooves, texturing.
The wide flat can also be used for drawing but makes long smooth tapers and is also good for smoothing.
Both surfaces have low tapered edges with radiused corners for efficient drawing.
The narrow face was a German design first introduced to the U.S. on Riter hammers in the 1980's.
However these had sharp edges that tore up the work.
Radiusing helped but was not all of the solution.
The edges on these dies are similar to advanced industrial practice where flat dies have oval section corners for smooth drawing.
 Big BLU Crown Dies
Big BLU Crown Dies
If you ever wanted to work the hot steel like clay between your fingers these are the dies to do it.
Having matching top and bottoms the work is truly 3 dimensional.
However, one of these can be used with a flat die to work one side only.
 Big BLU Plain Flat Dies
Big BLU Plain Flat Dies
1.75" x 5" face. These dies have few uses other than supports for clamp on or clapper dies or supporting work to be punched, embossed or fullered.
They can also be converted to soft crown dies or other specialty dies by grinding.
 anvilfire 3 x 5 Flat Dies
anvilfire 3 x 5 Flat Dies
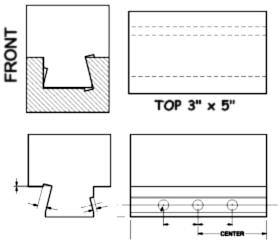
3" x 5" Plain flat dies.
We had these made from 4140 alloy steel for use with hand held tooling and to modify for special purposes.
These are as big as the die holder and rest on the top ledge of the die holder rather than the bottom like the Big BLU dies.
For general purpose forging these would get a 0.2 x 0.6" oval edge on the front and back and a .05" radius on the side edges.
This would leave a 1.8" x 4.9" flat central work area.
Special purpose modifications could include fixed tapers for when they must be an exact angle, production swage shapes, steps and punches.
We have also included extra mounting holes in our anvil cap to use larger bottom dies where overhang is necessary.
The disadvantage to such large dies OR bolt on's is the large 3 x 3 x 5 stock required compared to the 1.75 x 3 x 5 block required for Big BLU dies.
The smaller stock saves 35% in material which is a significant cost in tool steel.
On the other hand, when designing production dies for multi-step operations you never have enough die space.
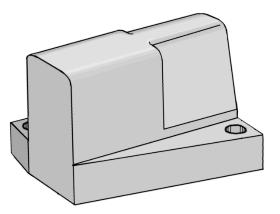 Bolt-On Dies
Bolt-On Dies
This is a design option that requires a number of differences in the hammer.
The most important difference is the distance between anvil and ram must be reduced 2".
This can be done by making the anvil taller OR adding a 2" anvil cap.
The other difference is the diagonal bolt holes in the ram and anvil cap.
The biggest visible difference is the lack of need for the pass through in the frame.
These bolt on dies have roughly the same working area as the Big BLU dies.
3" x 3" material is required to make them.
Bolt-on dies can be changed as fast as the QC dies but do not align nearly as repeatably.
To achieve some repeatability the bolt hole clearances must be small and their locations as accurate as possible.
An option to the rectangular die shape shown is to use a lathe to turn a flange on the dies.
This results in a narrower die space but it would be suitable for flat dies and low ovoid crowns.
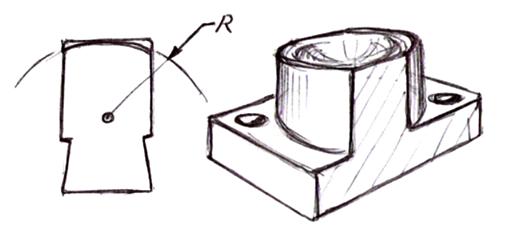
Blocking, turning flanges, turning radii and forming dishes and crowns can all be done on a lathe.
About the only operation that cannot be performed is machining dovetails and slots.
 Specialty Dies Many types of specialty dies can be made for a machine with interchangable dies.
Specialty Dies Many types of specialty dies can be made for a machine with interchangable dies.
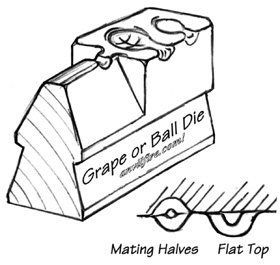
The die to the left was designed for production forging grapes or cherries on stems for welding in bunches or individually.
This die is a modified BigBLU combp die. It could be used with a mating uppper OR a flat upper die.
If using a flat upper die the impressions would need to be full part depth and the work rotated more than with mating dies.
Custom ball ripple dies have been made by hand grinding prehardened blank dies.
Seperating cuts were made with a narrow cutoff wheel then rounded and radiused with a die grinder.
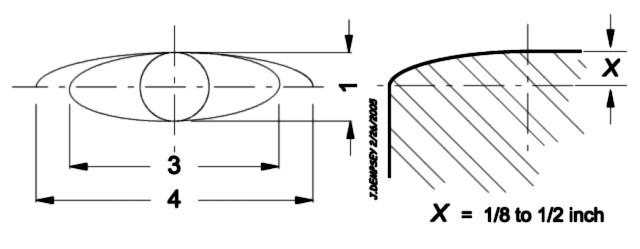 Flat forging dies should never be flat all the way across if they are forging surfaces.
The drawings above show the proportions, not actual dimensions of die edges.
Flat dies should have about 2/3 to 3/4 of the depth flat with the remaining edges dressed elliptical as above.
This allows for drawing points and tapers at the edges, drawing from the end of the bar and produce smooth flat forgings in the middle without choppy cuts in the surface.
Flat forging dies should never be flat all the way across if they are forging surfaces.
The drawings above show the proportions, not actual dimensions of die edges.
Flat dies should have about 2/3 to 3/4 of the depth flat with the remaining edges dressed elliptical as above.
This allows for drawing points and tapers at the edges, drawing from the end of the bar and produce smooth flat forgings in the middle without choppy cuts in the surface.
Drawing dies are typically made TOO curved, such as the commonly seen half round.
All dies should have a slight flat so that IF the hardened dies are struck together the flats absorb the force and the dies are not broken.
Drawing dies can have a radius as shown by "R" on the sketch above OR a nearly full oval such as the 3:1 above BOTH leaving a slight flat down the middle.
Narrow faced drawing dies were first seen in the 1980's on German hammers.
These had sharp undressed edges and cut the work up terribly. We called the smiths that forged with these the "Crash and Bash School".
Later various smiths started to dress the edges of these dies and then Uri Hofi and BigBLU worked tofether to produce the finely finished dies above.
Power hammer dies are the downward limit of travel of a machine that produces tremendous forces.
If the dies fail to stop the ram at a safe downward limit, parts of the hammer crash and the machine is damaged.
This applies to ALL hammers, air hammers, hydraulic hammers, helves and mechanical hammers.
Operating the machine, even for a few strokes without the proper dies can wreck it.
On machines with separate anvils this applies to setting the anvil and maintaining it.
On the X1-X2 hammers the downward design limit leaves 1/4" between the guide box and the spring mounting block.
As built they have slightly more.
Power hammer dies have been made of many types of material.
4140, H13 and S7 are all used on small power hammers.
Generally used for hot work on softened steel they do not need to be extremely hard.
However, scale causes abrasive wear and high performance dies like the narrow Big BLU crown dies and fullering dies must be made of the best possible steel and properly heat treated.
We made our large flat dies from 4140 which will hold up fine for the purpose intended but it will not hold up to cold forging and texturing like the Big BLU S7 tool steel dies.



Big BLU dies are available in many highly developed shapes including 1.75 x 5.0" flat, combos with a narrow face, crown fullers, straight fullers, radius face, reverse radius, beveling, dishing and special texturing dies all made from carefully heat treated S7 tool steel.
We made our own oversize 3" x 5" flat dies for open die work using hand held tooling and as blanks for special purpose dies. While these dies fit the Big BLU die holders they will not fit the top of a Big BLU due to clearance issues.
If you go with bolt on dies the largest open face die that will fit is 3.5" round or 3" square. Bolt on combo dies are angled to the frame and have 2.13 x 4.75" faces. These are a bit narrower than Big BLU's but a little deeper.
These are some of the most highly developed dies on the market for free hand forging. The narrow fullering face is good for isolating stock, drawing tapers, making narrow grooves, texturing. The wide flat can also be used for drawing but makes long smooth tapers and is also good for smoothing. Both surfaces have low tapered edges with radiused corners for efficient drawing. The narrow face was a German design first introduced to the U.S. on Riter hammers in the 1980's. However these had sharp edges that tore up the work. Radiusing helped but was not all of the solution. The edges on these dies are similar to advanced industrial practice where flat dies have oval section corners for smooth drawing.
If you ever wanted to work the hot steel like clay between your fingers these are the dies to do it. Having matching top and bottoms the work is truly 3 dimensional. However, one of these can be used with a flat die to work one side only.
 Big BLU Plain Flat Dies
Big BLU Plain Flat Dies
1.75" x 5" face. These dies have few uses other than supports for clamp on or clapper dies or supporting work to be punched, embossed or fullered. They can also be converted to soft crown dies or other specialty dies by grinding.
 anvilfire 3 x 5 Flat Dies
anvilfire 3 x 5 Flat Dies
3" x 5" Plain flat dies. We had these made from 4140 alloy steel for use with hand held tooling and to modify for special purposes. These are as big as the die holder and rest on the top ledge of the die holder rather than the bottom like the Big BLU dies.
For general purpose forging these would get a 0.2 x 0.6" oval edge on the front and back and a .05" radius on the side edges. This would leave a 1.8" x 4.9" flat central work area.

Special purpose modifications could include fixed tapers for when they must be an exact angle, production swage shapes, steps and punches. We have also included extra mounting holes in our anvil cap to use larger bottom dies where overhang is necessary.
The disadvantage to such large dies OR bolt on's is the large 3 x 3 x 5 stock required compared to the 1.75 x 3 x 5 block required for Big BLU dies. The smaller stock saves 35% in material which is a significant cost in tool steel. On the other hand, when designing production dies for multi-step operations you never have enough die space.
This is a design option that requires a number of differences in the hammer. The most important difference is the distance between anvil and ram must be reduced 2". This can be done by making the anvil taller OR adding a 2" anvil cap.
The other difference is the diagonal bolt holes in the ram and anvil cap. The biggest visible difference is the lack of need for the pass through in the frame.
These bolt on dies have roughly the same working area as the Big BLU dies. 3" x 3" material is required to make them. Bolt-on dies can be changed as fast as the QC dies but do not align nearly as repeatably. To achieve some repeatability the bolt hole clearances must be small and their locations as accurate as possible. An option to the rectangular die shape shown is to use a lathe to turn a flange on the dies. This results in a narrower die space but it would be suitable for flat dies and low ovoid crowns.
Blocking, turning flanges, turning radii and forming dishes and crowns can all be done on a lathe. About the only operation that cannot be performed is machining dovetails and slots.
The die to the left was designed for production forging grapes or cherries on stems for welding in bunches or individually. This die is a modified BigBLU combp die. It could be used with a mating uppper OR a flat upper die. If using a flat upper die the impressions would need to be full part depth and the work rotated more than with mating dies.
Custom ball ripple dies have been made by hand grinding prehardened blank dies. Seperating cuts were made with a narrow cutoff wheel then rounded and radiused with a die grinder.
 Flat forging dies should never be flat all the way across if they are forging surfaces.
The drawings above show the proportions, not actual dimensions of die edges.
Flat dies should have about 2/3 to 3/4 of the depth flat with the remaining edges dressed elliptical as above.
This allows for drawing points and tapers at the edges, drawing from the end of the bar and produce smooth flat forgings in the middle without choppy cuts in the surface.
Flat forging dies should never be flat all the way across if they are forging surfaces.
The drawings above show the proportions, not actual dimensions of die edges.
Flat dies should have about 2/3 to 3/4 of the depth flat with the remaining edges dressed elliptical as above.
This allows for drawing points and tapers at the edges, drawing from the end of the bar and produce smooth flat forgings in the middle without choppy cuts in the surface.
Die Edges:
Drawing dies are typically made TOO curved, such as the commonly seen half round. All dies should have a slight flat so that IF the hardened dies are struck together the flats absorb the force and the dies are not broken. Drawing dies can have a radius as shown by "R" on the sketch above OR a nearly full oval such as the 3:1 above BOTH leaving a slight flat down the middle.
Narrow faced drawing dies were first seen in the 1980's on German hammers. These had sharp undressed edges and cut the work up terribly. We called the smiths that forged with these the "Crash and Bash School". Later various smiths started to dress the edges of these dies and then Uri Hofi and BigBLU worked tofether to produce the finely finished dies above.
Critical Dimensions:
Power hammer dies are the downward limit of travel of a machine that produces tremendous forces. If the dies fail to stop the ram at a safe downward limit, parts of the hammer crash and the machine is damaged. This applies to ALL hammers, air hammers, hydraulic hammers, helves and mechanical hammers. Operating the machine, even for a few strokes without the proper dies can wreck it. On machines with separate anvils this applies to setting the anvil and maintaining it.On the X1-X2 hammers the downward design limit leaves 1/4" between the guide box and the spring mounting block. As built they have slightly more.
Die Materials:
Power hammer dies have been made of many types of material. 4140, H13 and S7 are all used on small power hammers. Generally used for hot work on softened steel they do not need to be extremely hard. However, scale causes abrasive wear and high performance dies like the narrow Big BLU crown dies and fullering dies must be made of the best possible steel and properly heat treated. We made our large flat dies from 4140 which will hold up fine for the purpose intended but it will not hold up to cold forging and texturing like the Big BLU S7 tool steel dies.